

冷镦线材改制加工工艺
格式:pdf
大小:111KB
页数:9P
人气 :77
 4.7
4.7
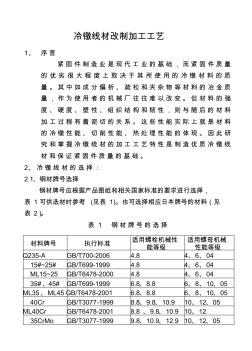
冷镦线材改制加工工艺 1、 序言 紧固件制造业是现代工业的基础,而紧固件质量的 优劣很大程度上取决于其所使用的冷镦材料的质量。其 中如成分偏析、疏 松和夹杂物等材料的冶金质量,作 为 使用者的机械厂往往难以改变。但材料的强度、硬度、 塑性、组 织结构和韧性,则 与随后的材料加工过程有着 密切的关系。这 些性能实际上就是材料的冷镦性能、切 削性能、热 处理性能的体现。因 此研究和掌握冷镦线材 的 加 工工 艺 特 性 是 制造 优 质 冷 镦 线材 和 保 证 紧固 件 质 量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择,表 1可供选材时参考 (见表 1)。也可选择相应日本牌号的材料 (见表 2)。 表 1 钢材牌号的选择 材料牌号 执行标准 适用螺栓机械性能等级 适用螺母机械 性能等级 Q235-A GB/T700-2006 4.




冷镦线材改制加工工艺 (2)
冷镦线材改制加工工艺 冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件 质量的优劣很大程度上取决于其所使用的冷镦材 料的质量。其中如成分偏析、疏松和夹杂物等材 料的冶金质量,作为使用者的机械厂往往难以改 变。但材料的强度、硬度、塑性、组织结构和韧性, 则与随后的材料加工过程有着密切的关系。这些 性能实际上就是材料的冷镦性能、切削性能、热 处理性能的体现。因此研究和掌握冷镦线材的加 工工艺特性是制造优质冷镦线材和保证紧固件质 量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择, 表1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见 表
冷镦线材改制加工工艺.
冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件质量 的优劣很大程度上取决于其所使用的冷镦材料的质 量。其中如成分偏析、疏松和夹杂物等材料的冶金质 量,作为使用者的机械厂往往难以改变。但材料的强 度、硬度、塑性、组织结构和韧性,则与随后的材料 加工过程有着密切的关系。这些性能实际上就是材料 的冷镦性能、切削性能、热处理性能的体现。因此研 究和掌握冷镦线材的加工工艺特性是制造优质冷镦线 材和保证紧固件质量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择, 表1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见 表2)。 表1钢材牌号的选择 材料牌号执行标准适用螺栓机械性能等级
编辑推荐下载

冷镦线材改制加工工艺(20201013185617)
格式:pdf
大小:126KB
页数:11P
4.7
word格式文档 专业整理 冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件质量 的优劣很大程度上取决于其所使用的冷镦材料的质 量。其中如成分偏析、疏松和夹杂物等材料的冶金质 量,作为使用者的机械厂往往难以改变。但材料的强 度、硬度、塑性、组织结构和韧性,则与随后的材料 加工过程有着密切的关系。这些性能实际上就是材料 的冷镦性能、切削性能、热处理性能的体现。因此研 究和掌握冷镦线材的加工工艺特性是制造优质冷镦线 材和保证紧固件质量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择, 表1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见 表2)。 表1钢材牌号的选择 材料牌号
冷镦线材改制加工工艺热门文档
 302HQ冷镦用不锈钢线材的研制
302HQ冷镦用不锈钢线材的研制 302HQ冷镦用不锈钢线材的研制
格式:pdf
大小:430KB
页数:3P
4.4
通过对钢种化学成分进行合理优化内控,经特定的生产工艺流程,成功开发研制了302hq冷镦用不锈钢线材。并在研制过程开发出独特的脱氧脱硫工艺和精炼渣系,提高了钢水纯净度。按照相关标准检测,钢种的化学成分和日本同类产品基本一致,钢种冷镦性能良好,热塑性、无磁性已经达到了国内领先水平,完全满足制造标准件的要求,制成的线材表面质量优良。
钢筋线材加工协议
格式:pdf
大小:15KB
页数:3P
4.6
钢筋线材加工协议 甲方: 乙方: 甲乙双方本着互惠互利的原则,经双方友好协商,甲方同意将项目部所有线 材钢筋制作工程清包给乙方。 一、工程概况 1、工程名称:赣州中航城项目 2、工期要求:按甲方规定的工期完成。 3、质量等级:合格。 二、承包内容及性质 1、承包性质:清包(包工)。 2、承包范围: 乙方将甲方提供的钢筋料单完成钢筋加工,加工成品水平运输及原材料的卸 车等其他配套人工。 乙方自备机械设备,乙方配备的机械设备必须满足甲方的生产进度要求,但 甲方必须提前三天向乙方上交钢筋配料单,以防拖延工程进度。 三、结算方式 1、甲方按原材18元/吨扣除电费。 2、钢筋单价根据进场时间,进场次
冷镦线材改制加工工艺精华文档

 高速线材风冷线保温改造
高速线材风冷线保温改造 高速线材风冷线保温改造
格式:pdf
大小:56KB
页数:2P
4.6
介绍了对高速线材厂风冷辊式运输线进行的保温改造,使得焊丝钢整体强度大幅下降,帘线钢同圈强度差降低,小规格弹簧钢的强度降低,达到提高焊丝钢、帘线钢和小规格弹簧钢内在质量的目的。
SCM435冷镦钢线材的控冷工艺研究 SCM435冷镦钢线材的控冷工艺研究
格式:pdf
大小:631KB
页数:3P
4.6
介绍铬、钼在合金中的作用及强化机制,通过分析scm435高合金冷镦钢的相变过程,制定其控轧控冷工艺路线,对不同工艺的生产结果进行对比,找出适合高级别标准件用scm435高合金冷镦钢线材的控轧控冷工艺。
冷镦线材改制加工工艺最新文档

Φ5.5线材轧制工艺
格式:pdf
大小:272KB
页数:10P
4.5
φ5.5mm线材轧制工艺的分析与测定 高海建 摘要:分析了φ5.5mm线材的生产工艺特征及工艺要求;介 绍了马钢借助先进的记录仪及对大量生产数据的采集,找出了生产 φ5.5mm线材时高速区频繁堆钢的原因,进而优化了高速区工艺控制 参数及时序上的设定,模索出一套φ5.5mm线材的专用生产工艺,使 班产量由300t提高到500~600t。 关键词:高速线材轧机;φ5.5mm线材;轧制工艺 分类号:tg335.6+3 analysisandmeasurementofrollingprocessforφ5.5mmwire gaohai-jian (maanshaniron&steelco.,ltd.,maanshan243003,china) abstract:thetechnologycharacteristicsandrequir


线材的生产工艺和用途
格式:pdf
大小:123KB
页数:3P
4.6
线材的生产工艺和用途 一、线材的生产工艺 线材是指直径为5-22mm的热轧圆钢或相当此断面的异形钢,因以盘卷形式交货,故又通称为盘条。常见的线材产品规格直径为5-13mm。 根据轧机的不同可分为高速线材(高线)和普通线材(普线)两种。 高线采用高速线材轧机上轧制,生产节奏快、盘较大(包中盘元通常是整根、最大盘重可达2500kg)、包装通常比较紧匝、漂亮。 高线是指用“高速无扭轧机”轧制的盘条。轧制速度在80-160米/秒,每根重量(盘)在1.8-2.5吨,尺寸公差精度高(可达到0.02mm),在轧制 过程中可通过调整工艺参数(特别是在冷却线上)来保证产品的不同要求。 普线是指用“普通轧机(一般是横列式复二重轧机)”轧制的盘条。轧制速度20-60米/秒,每根重量(盘)在0.4-0.6吨(市场上见到的一般是三 根六头为一大盘),在轧制过程中仅可通过冷却线
45钢φ10mm材冷镦裂纹的分析和工艺改进措施 45钢φ10mm材冷镦裂纹的分析和工艺改进措施
格式:pdf
大小:498KB
页数:2P
4.6
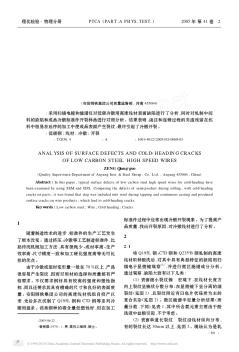
通过对新抚钢40tld-钢包吹氩-cc-高速线材轧制的φ10mm45钢冷镦裂纹的分析,得出钢中al_2o_3、mns夹杂和片状珠光体组织是冷镦裂纹产生的主要原因。通过采用降低炉料中的硫含量使[s]从0.029%降至0.020%,控制ld终点[c]和降低终点[o],轧材经球化退火后钢的伸长率从21.6%提高到30.4%等措施,避免了冷镦裂纹的发生。
45钢Φ10mm材冷镦裂纹的分析和工艺改进措施 45钢Φ10mm材冷镦裂纹的分析和工艺改进措施
格式:pdf
大小:158KB
页数:未知
4.4
通过对新抚钢40tld-钢包吹氩-cc-高速线材轧制的φ10mm45钢冷镦裂纹的分析,得出钢中al2o3、mns夹杂和片状珠光体组织是冷镦裂纹产生的主要原因。通过采用降低炉料中的硫含量使[s]从0.029%降至0.020%,控制ld终点[c]和降低终点[o],轧材经球化退火后钢的伸长率从21.6%提高到30.4%等措施,避免了冷镦裂纹的发生。

冷镦线材改制加工工艺相关
文辑推荐
知识推荐
百科推荐

职位:施工安全质量监督员
擅长专业:土建 安装 装饰 市政 园林


