

一种实现铝材等温/等压挤压工艺的新技术
格式:pdf
大小:146KB
页数:5P
人气 :71
 4.7
4.7
在介绍铝材等温/等压挤压工艺的发展概况之后,着重论述了铝材铝材热坯料梯度水冷工艺的特点,特别是该工艺在不同条件的应用效果对比试验与分析。结论认为,该方法能提供多种精确的温度梯度,是正挤压实现等温/等压挤压工艺的一种十分有效的方法,不仅可使产品的组织、性能和尺寸均匀性大大提高,而且可大幅度提高挤压速度,缩短生产周期,提高生产效率。



 山东又添大挤压铝材企业
山东又添大挤压铝材企业 山东又添大挤压铝材企业
山东裕航铝业有限公司位于邹平县,占地约900km~2,总投资16亿元,2011年始建,2013年初全部建成投产,生产能力50kt/a,有太原重工公司的36mn、55mn、75mn、95mn、125mn的挤压机5台。26m高的立式淬火炉1台。除生产挤压材外,还有一个罐车与半挂车生产车间,生产能力3000辆/a。至此,山东省已有兖矿轻合金有限公司、丛林集团铝业公司、南山集团铝业公司、华建铝业有限公司等8家企业可以生产大挤压型材。
山东又添大挤压铝材企业 山东又添大挤压铝材企业
山东裕航铝业有限公司位于邹平县,占地约900km^2,总投资16亿元,2011年始建,2013年初全部建成投产,生产能力50kt/a,有太原重工公司的36mn、55mn、75mn、95mn、125mn的挤压机5台。26m高的立式淬火炉1台。除生产挤压材外,还有一个罐车与半挂车生产车间,生产能力3000辆/a。至此,山东省已有兖矿轻合金有限公司、丛林集团铝业公司、南山集团铝业公司、华建铝业有限公司等8家企业可以生产大挤压型材。
铝材等温等压挤压工艺的新技术热门文档
铝合金挤压的最新技术和装备
格式:pdf
大小:16KB
页数:7P
4.8
铝合金挤压的最新技术和装备 1.前言 我国铝挤压加工从二十世纪五十年代开始,先后经历了五十年代的前苏联援建、六、七 十年代的独立发展和八、九十年代的高速发展时期。八十年代以前我国仅有以生产硬铝合金 管、棒、型、线为主的东北轻合金加工厂、西北铝加工厂和西南铝加工厂三大厂家和少数几 个生产普通材的地方企业,现已发展到近千家铝挤压企业,拥有2500余台挤压机,年生产能 力超过2000kt,成为一个铝挤压生产大国,挤压企业数量、挤压机台数和生产能力和年产量 均居世界前列。生产的产品以建筑铝型材和工业型材为主。铝型材加工设备正在不断的完善 和提高,其装备水平接近国外二十世纪九十年代的先进水平。但从整个加工工业来看,与西 方发达国家相比还有较大的差距。本文说明我国挤压工业的现状,并与国外挤压工业进行了 比较。叙述了国外挤压新技术和新装备。 2.国内铝挤压工业现状 2.1产品品种和产品质量 我国铝
工业铝材热挤压成型中摩擦状态的CAE分析 工业铝材热挤压成型中摩擦状态的CAE分析
格式:pdf
大小:409KB
页数:4P
4.8
在工业铝材热挤压成型中,摩擦状态直接决定了铝材的产品质量和挤压模具的使用寿命,因此作为衡量摩擦状态的重要参数,摩擦因子是热挤压过程中主要的工艺参数之一。以某工程机械驾驶室窗框铝材为例,通过cae技术模拟仿真了在热挤压成型过程中不同摩擦因子对挤压材料温度和模具受力的影响。模拟过程中采用pro/e软件构建成型挤压模具,并导入模拟分析软件mscsuperforge仿真成型过程,后处理结果可为工业铝材热挤压模具的设计及企业生产实践提供参考。
铝材加工工艺
格式:pdf
大小:328KB
页数:6P
4.3
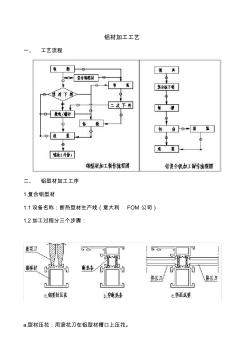
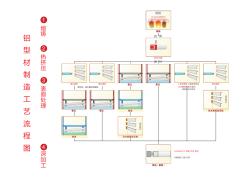
铝材加工工艺 一、工艺流程 二、铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利fom公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头200mm以外取样l=100mm。 1.3.3标准:剪切力h(kg)符合250≤h≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽240mm,高180mm。 1.4.2挤压刀具有效尺寸:60mm,即铝型材外端距挤压部位尺寸l<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出2mm。 2.铝型材下料 2.1设备:双头锯型号:dg244 适用范围:加工长度335~6000加工角
新型铝材挤压机HybrEx问世 新型铝材挤压机HybrEx问世
格式:pdf
大小:52KB
页数:未知
4.3
德国西马克美尔公司推出一款新型的铝材挤压机,名为hybrex挤压机,它的问世在铝挤压机发展史上具有里程碑意义,与常规挤压机相比,能源节约55%以上,生产效率提高20%。该挤压机的挤压力14.5mn,用于生产建筑铝材,可挤锭坯的最大长度800mm,生产能力5000t/a。
铝材等温等压挤压工艺的新技术精华文档
环渤海地区成为大的铝材挤压生产基地 环渤海地区成为大的铝材挤压生产基地
格式:pdf
大小:63KB
页数:未知
4.3
本文所指环渤海地区包括山东省、河北省、北京市、天津市、辽宁省,并含吉林省辽源市与内蒙古霍林郭勒市。这个环渤海湾地区已成为世界最大的工业铝挤压材生产基地,与珠江三角洲建筑铝挤压材基地遥相呼应。
中国已成为挤压铝材大国与初级强国 中国已成为挤压铝材大国与初级强国
格式:pdf
大小:111KB
页数:未知
4.6
2017年中国挤压铝材产量19500kt,占世界总产量的52%,其中建筑用挤压材产量占65%以上。中国生产的建筑铝材不但能满足国内的需求,而且大量出口到世界各地,2017年出口挤压铝材944kt,其中68%左右为建筑用铝材。
 肯联铝业公司拟建汽车结构挤压铝材厂
肯联铝业公司拟建汽车结构挤压铝材厂 肯联铝业公司拟建汽车结构挤压铝材厂
格式:pdf
大小:54KB
页数:1P
4.5
为了满足北美汽车结构对挤压铝材的需求,肯联铝业公司(constellium)计划在乔治州(georgia)新建一个汽车挤压铝材厂,总投资3200万美元,其中肯联铝业公司出资2000万美元、西夫里德地产公司(seefriedproperties)投资1200万美元。计划2016年初开工建设,2017年投产,2019年达产,将招收员工150名。
铝材等温等压挤压工艺的新技术最新文档
高品质彩色铝材新工艺 高品质彩色铝材新工艺
格式:pdf
大小:164KB
页数:未知
4.5
普通铝材经过一系列电化学处理可以变成色彩斑斓、具有金属光泽和镜面效应的高品质彩色铝材。这一工艺由核工业部东北地质局248大队开发成功,并在日前通过了鉴定。
铝材涂漆工艺
格式:pdf
大小:950KB
页数:9P
4.8
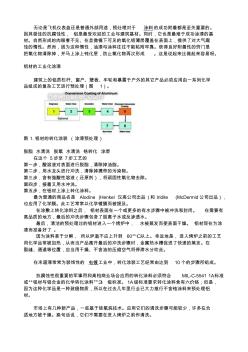
无论是飞机仪表盘还是普通外部用途,预处理对于涂料的成功附着都是至关重要的。 因其极佳的抗腐蚀性,铝是最受欢迎的工业与建筑基材。同时,它也是最难于成功涂漆的基 材。自然形成的肉眼看不见、在显微镜下可见的氧化铝薄层覆盖在表面上,提供了对大气腐 蚀的惰性。然而,因为这种惰性,油漆与涂料往往不能粘附牢靠。获得良好附着性的窍门是 把氧化物清除掉,并马上涂上钝化层,防止氧化物再次形成。这是说起来比做起来容易呀。 铝材的工业化涂漆 建筑上的铝质栏杆、窗户、壁板、车轮和暴露于户外的其它产品必须应用由一系列化学 品组成的复杂工艺进行预处理(图1)。 图1.铝材的转化涂装(涂漆预处理) 脱脂水清洗脱氧水清洗铬转化涂层 在这个5步至7步工艺的 第一步,酸溶液对表面进行脱脂,清除掉油脂。 第二步,用水龙头进行冲洗,清除掉携带的污染物。 第三步,含有强酸性溶液(还原剂),将顽固性氧
铝材加工工艺 (2)
格式:pdf
大小:489KB
页数:26P
4.7
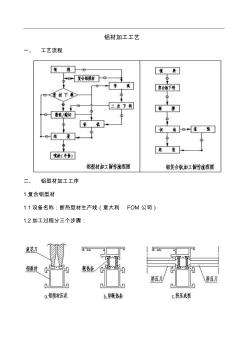
铝材加工工艺 一、工艺流程 二、铝型材加工工序 1.复合铝型材 1.1设备名称:断热型材生产线(意大利fom公司) 1.2加工过程分三个步骤: a.型材压花:用滚花刀在铝型材槽口上压花。 b.穿断热条:将断热条穿在已压花的铝型材槽口内。 c.挤压成型:将铝型材和断热条用挤压刀复合后在一起。 1.3检验 1.3.1检验设备:抗剪实验机 1.3.2取样:在距型材端头200mm以外取样l=100mm。 1.3.3标准:剪切力h(kg)符合250≤h≤600 1.4注意事项: 1.4.1铝型材截面尺寸:宽240mm,高180mm。 1.4.2挤压刀具有效尺寸:60mm,即铝型材外端距挤压部位尺寸l<60mm。 1.4.3铝型材不能与刀具干涉,一般挤压部位应高出2mm。 2.铝型材下料 2.1设备:双头锯型号:dg244 适用范围:加工长度335~6000加工角

铝材
格式:pdf
大小:77KB
页数:7P
4.5
拉髮絲 表面拉髮絲目的: 經過研磨產品表面呈現出如髮絲般又細又直的線條。適用於髮線的物品包括:鋁製品、白鐵 製品。裝飾效果的一種表面處理手段。鋁合金經過拉絲後陽極,質感較好。 拉絲的應用: 相比其他表面處理,拉絲處理可使金屬表面獲得非鏡面般金屬光澤,具有非常強的裝飾效果, 所以目前拉絲處理具有越來越多的市場認可和廣泛應用。 例如:電梯門板,自動扶梯裝飾板,水龍頭、合頁、把手、鎖具飾板,抽油煙機、不銹鋼灶 具、各種3c數碼產品更是將拉絲的應用推向了高潮,如筆電的面板,鍵盤,手機面板,lcd 框,電池蓋,攝像頭的保護滑蓋,相機鏡頭滑蓋板等。 表面拉絲的分類: 拉絲處理沒有統一的分類和叫法。通常根據表面效果不同分為,直紋、亂紋、螺紋、波紋和 旋紋等幾種。直絲和亂絲。直絲又叫做髮絲紋;亂絲又叫作雪花紋。 表面拉絲的加工方式: 基本上來說呢,是將鋁材放在一個皮帶輪的下方,讓需要
铝材介绍
格式:pdf
大小:801KB
页数:20P
4.7
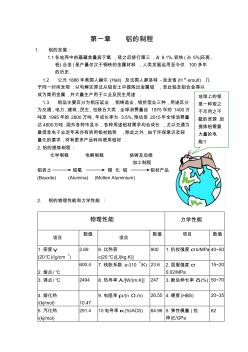
第一章铝的制程 1.铝的发展: 1.1在地壳中的蕴藏含量居于氧,硅之后排行第三,占8.1%,较铁(占5%)还高, 铝(合金)是产量仅次于钢铁的金属材料,人类发展运用至今仅100多年 的历史. 1.2公元1886年美国人赫尔(hall)及法国人郝洛特-加龙省(h’eroult)几 乎同一时间发现,以电解还原法从铝岩土中提炼出金属铝,至此铝及铝合金得以 成为商用金属,并大量生产用于工业及民生用途. 1.3铝品主要区分为铝压延业,铝铸造业,铝挤型业三种,用途区分 为交通,电力,建筑,民生,包装五大类.全球消费量自1975年的1400万 吨至1995年的2800万吨,年成长率为3.5%,预估至2015年全球消费量 达4800万吨.国外各种市显示,各种用途铝材需求均会成长,尤以交通为 最信息

铝材参数
格式:pdf
大小:45KB
页数:3P
4.3
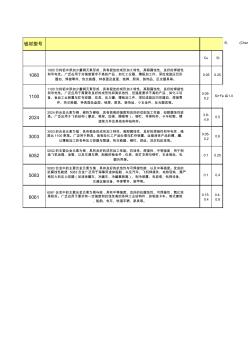
铝材型号 cusi 1060 1060为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性 和导电性。广泛应用于对强度要求不高的产品,如化工仪器、薄板加工件、深拉或旋压凹形 器皿、焊接零件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、反光器具等。 0.050.25 1100 1100为纯铝中添加少量铜元素形成,具有极佳的成形加工特性、高耐腐蚀性、良好的焊接性 和导电性。广泛应用于需要有良好的成形性和高抗蚀性,但强度要求不高的产品,如化工设 备、食品工业装置与贮存容器、炊具、压力罐、薄板加工件、深拉或旋压凹形器皿、焊接零 件、热交换器、钟表面及盘面、铭牌、厨具、装饰品、小五金件、反光器具等。 0.05- 0.2 2024 2024的合金元素为铜,被称为硬铝,具有很高的强度和良好的切削加工性能,但耐腐蚀性较 差。广泛应用于飞机结构(蒙皮、骨架、肋梁、隔框等)、铆钉、
扩大铝加工材新应用 支持发展高端铝材 扩大铝加工材新应用 支持发展高端铝材
格式:pdf
大小:45KB
页数:未知
4.5
近日,民机铝材上下游合作机制第一次工作会议在上海召开,会上工信部原材料司司长周长益提出,将推进航空铝材完全自主供应,鼓励国企民企互为促进和军民融合。工业和信息化部原材料司也于近期撰文表示,将扩大铝加工材新应用、继续支持发展高端铝材,以推动铝加工行业的精深发展。
扩大铝加工材新应用 支持发展高端铝材 扩大铝加工材新应用 支持发展高端铝材
格式:pdf
大小:45KB
页数:未知
4.8
近日,民机铝材上下游合作机制第一次工作会议在上海召开,会上工信部原材料司司长周长益提出,将推进航空铝材完全自主供应,鼓励国企民企互为促进和军民融合。工业和信息化部原材料司也于近期撰文表示,将扩大铝加工材新应用、继续支持发展高端铝材,以推动铝加工行业的精深发展。
铝材等温等压挤压工艺的新技术相关
文辑推荐
知识推荐
百科推荐


职位:岩土勘察
擅长专业:土建 安装 装饰 市政 园林


