




 空气等离子切割技术的工程应用
空气等离子切割技术的工程应用 空气等离子切割技术的工程应用
空气等离子弧切割工艺是利用高能量密度的等离子弧和高速的等离子流,将熔化的金属从割口吹走,形成连续割口。在采油厂游泳馆不锈钢管道改造过程中,我队成功应用了空气等离子切割技术,应用效果不错,割口质量比以往电弧切割质量成倍提高,施工效率也得到极大提高。与此同时,空气等离子弧切割工艺应用于低碳钢切割也能得到很好的切口质量和很高的切割效率。
等离子切割机引弧系统的分析及改进设计 等离子切割机引弧系统的分析及改进设计
为提高等离子切割机引弧成功率,对切割过程及引弧电路进行分析,采用工频升压非接触式高频引弧方式,通过对电路结构、工作原理、高频电磁干扰进行分析,设计了高频引弧电路及控制回路,并对其主要参数进行计算,以达到要求的切割效果和引弧成功率。
编辑推荐下载
常用等离子切割施工工法_secret
格式:pdf
大小:949KB
页数:7P
 4.6
4.6
常用等离子切割施工工法 摘要:本丈概述了压力容器常用材料不锈钢、铝、碳钢的几种常用等离子切割方法及其工艺 特性和切割参数,以及针对不同材料和切割要求的等离子切割方法选用。 关键词:等离子切割方法;工艺特性;工作气体;切割速度;切割特性 不锈钢、铝和碳钢为压力容器的常用材料,其下料方法有很多种,等离子切割以其高效、应 用范围广、切割面光洁、热变形小及适合加工各种形状等特点,成为最常用的下料方法,在 压力容器的制造中起着重要的作用。 由于等离子切割是以工作气体作为导电介质,携带热量、熔化加工金属并吹除切口中的熔融 金属来达到切割目的的,因此不同的工作气体对等离子的切割特性、质量、速度等方面都有 明显的影响。下面介绍几种常用等离子切割方法及其工艺特性和切割不同材料时等离子切割 方法选用。 1常用等离子切割方法及其工艺特性 1.1等离子空气切割法 等离子空气切割法以干燥的压缩空
 空气等离子切割机介绍
空气等离子切割机介绍 空气等离子切割机介绍
格式:docx
大小:80KB
页数:未知
3
空气等离子切割机介绍——通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的导电气体设有完全电离,电弧的温度在6000℃到8000℃之间。而在气压、电压和磁场的作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子...
空气等离子切割电源引弧电路的研究热门文档
空气等离子切割机工作原理
格式:pdf
大小:191KB
页数:4P
4.3
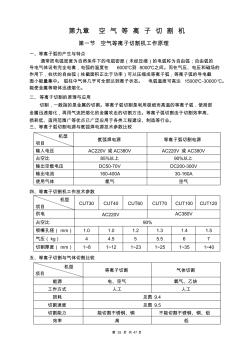
第35页共47页 第九章空气等离子切割机 第一节空气等离子切割机工作原理 一、等离子弧的产生与特点 通常把电弧密度为自然条件下的电弧密度(未经压缩)的电弧称为自由弧;自由弧的 导电气体设有完全电离,电弧的温度在6000℃到8000℃之间。而在气压、电压和磁场的 作用下,柱状的自由弧(柱截面积正比于功率)可以压缩成等离子弧,等离子弧的导电截 面小能量集中。弧柱中气体几乎可全部达到离子状态。电弧温度可高达15000℃-30000℃。 能使金属等物体迅速熔化。 二、等离子切割的原理与应用 切割,一般指的是金属的切割。等离子弧切割是利用极细而高温的等离子弧,使局部 金属迅速熔化,再用气流把熔化的金属吹走的切割方法。等离子弧切割由于切割效率高、 损耗低、适用范围广等优点已广泛应用于各类工程建设、制造等行业。 三、等离子弧切割电源与氩弧焊电源技术参数比较 四、等
水下等离子切割铝板问题初探 水下等离子切割铝板问题初探
格式:pdf
大小:204KB
页数:未知
4.4
本文在大量生产实践的基础上对水下等离子切割铝板出现的质量问题进行了分析,提出了对应的解决方法,并对关键改进措施进行了分析,目的在于总结经验,揭示规律,并用于指导生产实践。
应用空气等离子切割机切割1~2mm厚低碳钢板 应用空气等离子切割机切割1~2mm厚低碳钢板
格式:pdf
大小:171KB
页数:2P
4.5
1前言随着我国建筑机械化的不断发展,对建筑机械的需求量越来越多。低碳钢薄板在建筑机械制造中用量很大,切割质量的好坏直接影响了组焊质量和整机外观。过去是以氧乙炔火焰气割和振动剪为主。氧乙炔焰气割不安全,变形大,质量差;振动剪切割噪音、振动和变形都很大,切割质量差,劳动强度大。两种切割方法都不能达到满意的效果。经过对多种切割方法和建筑机械的要求进行分析,自1987年以来在1~2mm厚的低碳钢板下料工艺上采用了空气等离子切割机,设计了蓄水式工作台、仿形靠模
等离子切割机操作
格式:pdf
大小:45KB
页数:5P
4.5
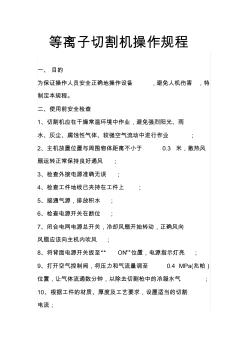
等离子切割机操作规程 一、目的 为保证操作人员安全正确地操作设备,避免人机伤害,特 制定本规程。 二、使用前安全检查 1、切割机应在干燥常温环境中作业,避免强烈阳光、雨 水、灰尘、腐蚀性气体、较强空气流动中进行作业; 2、主机放置位置与周围物体距离不小于0.3米,散热风 扇运转正常保持良好通风; 3、检查外接电源准确无误; 4、检查工件地线已夹持在工件上; 5、接通气源,排放积水; 6、检查电源开关在断位; 7、闭合电网电源总开关,冷却风扇开始转动,正确风向 风扇应该向主机内吹风; 8、将背面电源开关扳至“on”位置,电源指示灯亮; 9、打开空气控制阀,将压力和气流量调至0.4mpa(兆帕) 位置,让气体流通数分钟,以除去切割枪中的冷凝水气; 10、根据工件的材质、厚度及工艺要求,设置适当的切割 电流; 11、按下切割枪上的开
空气等离子切割电源引弧电路的研究精华文档
空气等离子切割机使用方法
格式:pdf
大小:53KB
页数:3P
4.3
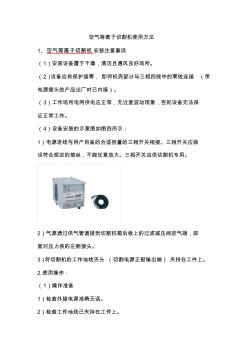
空气等离子切割机使用方法 1、空气等离子切割机安装注意事项 (1)安装设备置于干燥,清洁且通风良好场所。 (2)设备应有保护接零,即将机壳部分与三相四线中的零线连接(带 电源插头的产品出厂时已内接)。 (3)工作场所电网供电应正常,无过度波动现象,否则设备无法保 证正常工作。 (4)设备安装的示意图如图四所示: 1)电源进线与用户自备的合适容量的三相开关相接。三相开关应装 设符合规定的熔丝,不能任意放大。三相开关应供切割机专用。 2)气源通过供气管道接到切割机箱后板上的过滤减压阀进气端,即 面对压力表的左侧接头。 3)将切割机的工作地线夹头(切割电源正极输出端)夹持在工件上。 2.使用操作: (1)操作准备 1)检查外接电源准确无误。 2)检查工件地线已夹持在工件上。 3)接通气源,排放积水。 4)检查电源开关在断位。 5)闭合电网供电总开关,此时风扇开始工作,注意检查风向,风应
11空气等离子切割机操作维护规程
格式:pdf
大小:10KB
页数:2P
4.3
枣庄市鲁源电器设备有限公司 lydq/sb-11-a 空气等离子切割机操作维护规程 1范围 本规程规定了空气等离子切割机的正确使用方法及维护要求。 本规程适用于空气等离子切割机。 2操作前准备 a)将切割机的电路和气路接好并检查一下:切割机的放置、按 装、操作者的防护是否符合要求。 b)切割机的顺序将瓷咀、气筛、电极一次装入切割炬,再拧紧 (拧紧的力量不要太大,以在使用中不松动为准)注意:每次每次更 换或检查喷咀电极时必须将电源开关旋至“关机”位置。 c)将空气压缩机启动,当空气压力升至0.5mpa以上时,打开空 气压缩机出气节门,然后把切割机的电源开头旋至“关机”的位置, 把试气开头拨至“试气”位置,这时有气从割炬喷出,此该将切割机 后的减压阀压力调至0.36-0.4mpa(一般出厂前已调好)再把试气开 关拨至“切割”位置。 d)将切割地线卡在被切工作上。 3操作阶
空气等离子切割机操作规程
格式:pdf
大小:74KB
页数:9P
4.5
等离子切割机安全操作规程 1.操作人员应遵守一般焊工安全操作规程。按规定穿戴好劳动防护用品。 2.操作人员必须经专门安全技术培训,经考试合格,取得特种作业操作资格证后,方能上岗 操作。 3.设备附近禁止存放易燃易爆物品,并应备有消防器材。 4.严禁在切割机导轨、工作面放置物品。不得在上面敲打、校直和修整工件。 5.新工件程序输入后,应先试运行,确认无误后再投入运行。 6.开机前应检查导轨、齿条及床身。检查气路系统有泄漏,排放储气筒、油水分离器内积水 和杂质。检查消耗品及割炬防撞碰装置。 7.开机后应手动低速x、y方向开动机床,检查确认有无异常情况。 8.手动升降割炬,检查动作有无异常。 9.起动等离子发生器,根据材料厚度调整气压。 10.切割过程中,观察调高系统及除尘系统工作是否正常,有异常应立即停机处理,排除故 障。 11.工作时,操作人员不得离开岗位,注意观察机床运行情况,以免切割机
数控等离子切割机用电缆 数控等离子切割机用电缆
格式:pdf
大小:140KB
页数:2P
4.4
等离子切割产生于20世纪40年代,直至20世纪50年代中期开始投入工业应用。随着国内经济的发展,数控切割的优势正在逐渐为人们所认识。国内数控切割机生产厂家经过二次开发,设计出了适合我国国情的数控等离子切割机。本文从应用要求、主要性能、结构和材料选用等方面对数控等离子切割机用电缆进行介绍。
等离子切割机操作规程 (2)
格式:pdf
大小:6KB
页数:3P
4.7
一、等离子切割机操作步骤 1.合上车间配电柜中控制数控的开关,合上切割机电柜总电源,合上除尘控制器电源,启 动除尘器。 2.待数控系统完全启动完成后,右旋紧急停止开关,右旋上电按钮使驱动上电。 3.自定义各轴回零。 4.检查等离子易损件并更换,合上等离子电源断路器。 5.打开氧气、压缩空气,各气体压力为8.3bar+/-10%。 6.调用切割程序。 7.调用程序相应的数据库。 8.校正。 9.保存程序切割起点到参考点。 10.打开等离子电源并调整气体设置。 11.启动切割。 12.中途如遇问题请按停止按钮停止切割,排除问题后继续切割. 13.切割完毕后,关闭机器电脑电源、等离子电源、各气体阀门。 14.清洁机器,包括机架、导轨,并加油。 特别注意:更换切割嘴等易损件时,一定关闭等离子电源(1.防止触电;2.防止冷却液流 失) 二、等离子操作注意事项 1
空气等离子切割电源引弧电路的研究最新文档
数控等离子切割技术在钢结构生产中的应用和发展 数控等离子切割技术在钢结构生产中的应用和发展
格式:pdf
大小:150KB
页数:3P
4.5
数控等离子切割技术发展很快,在机械加工包括在大型钢结构切割中应用越来越广泛。本文简介了数控等离子切割原理和技术设备概况,结合钢结构生产实际,对数控等离子切割、火焰切割等切割方式的异同、应用范围和选型,进行了一定的探讨。
等离子切割机操作规程
格式:pdf
大小:6KB
页数:3P
4.5
等离子切割机操作规程 一、目的 为保证操作人员安全正确地操作设备,避免人机伤害,特制定本规程。 二、适用范围 公司现有等离子切割机 三、操作前的准备 1.操作前认真检查并确认等离子切割机电源线路完好无漏电、气源无漏气, 接地线安全可靠。 2.操作人员必须戴好防护面罩、电焊手套、帽子、滤膜防尘口罩和隔音耳罩。 不戴防护镜的人员严禁直接观察等离子弧裸露的皮肤严禁接近等离子弧。 三、操作步骤 1.合上车间配电柜中控制数控的开关,合上切割机电柜总电源,合上除尘 控制器电源,启动除尘器。 2.数控系统完全启动完成后,右旋紧急停止开关,右旋上电按钮使驱动上电。 3.自定义各轴回零。 4.检查等离子易损件并更换,合上等离子电源断路器。 5.打开氧气、压缩空气,各气体压力为8.3bar+/-10%。 6.调用切割程序。 7.调用程序相应的数据库。 8.校正。 9.保存程序切割起点到
数控火焰等离子切割机
格式:pdf
大小:7KB
页数:2P
4.6
数控火焰等离子切割机_深圳欧卡特 文章参考资料:www.***.***c.cn 在企业生产过程中,特别是结构件生产制造过程中,第一道工序便是原材料的切割,也 称为下料。下料的方式有很多种,比如:带锯床的锯切、剪板机的剪切、线切割机的电火花 切、冲床的冲剪切、氧气乙炔的火焰切、等离子机的等离子切、激光设备的激光切、高速水 射流设备的水切割等等。 现在,我们把各种切割设备的应用范围和领域做一个简单的探讨。今天,对结构件产品 生产领域中应用最广和最多的设备---数控火焰等离子切割机做一些简单的介绍如下: 过去,在这方面生产中,下料主要靠氧气乙炔的手工割炬来手工切割,效率低下、切割 精度不高、且浪费原材料。随着生产手段的不断提高,渐渐有了仿形切割机,它的出现提高 了切割精度和效率,但是由于必须每一种切割零件都要制作一个胎膜,所以,增加了胎膜制 作的时间和成本。现在,有了数控设备,当然就免去了
一种等离子切割机切割机构的设计 一种等离子切割机切割机构的设计
格式:pdf
大小:285KB
页数:4P
4.7
针对等离子切割在不锈钢板材下料方面的应用讨论,通过对目前下料方式的优缺点分析,阐述了等离子切割在该领域应用的重大意义,设计出了一种等离子切割机的整体结构方案,详细说明了切割工艺过程。同时,对机器切割机构部分进行了深入的探讨,通过对该机构的功能和运动分析、对各种实现方案的比较以及对关键部件的设计计算,提出了一种经济适用的结构方案。该切割机构结构简单,调整方便,能较好地满足切割生产要求。

等离子切割机切割参数表(40A-160A)
格式:pdf
大小:75KB
页数:2P
4.5
lgk40lgk60lgk70lgk80lgk100lgk160 板长1m板长1m板长1m板长1m板长1m板长1m pt31枪st55枪st55枪bp80bp80枪bp80枪a141a141 8mm 气压 2分1秒 气压 2分2秒 气压 1分1秒 气压 1分3秒 气压5 46秒 (小车满速) 气压5 46秒 (小车满速) 10mm 气压 3分52秒 气压 3分10秒 气压 1分30 秒 气压 1分33 秒 气压 1分1秒 气压 1分5秒 气压5 52秒 12mm 气压 6分29秒 气压 6分19秒 气压 1分57 秒 气压 1分56 秒 气压 1分25秒 气压 1分18秒 气压 59秒 15mm 气压 9分10秒 气压 8分26秒 气压 3分29 秒 气压 2分
等离子(PDP)彩电电源板电路维修技法 等离子(PDP)彩电电源板电路维修技法
格式:pdf
大小:63KB
页数:3P
4.8
等离子(pdp)彩电电源板电路是pdp彩电中故障率最高的部分,电源板电路出现故障后,会导致各种故障现象,最常见的现象就是不开机、"三无"、整机无反应、电源指示灯不亮。此外,还会引起"死机"、开机后关机保护等现象。下面根据维修实际,详细介绍等离子
空气等离子切割机在给水管道施工中的应用 空气等离子切割机在给水管道施工中的应用
格式:pdf
大小:111KB
页数:1P
4.5
目前,城市供水管材大多采用球墨铸铁管,管件也采用球墨铸铁管件。然而,由于球墨铸铁管件多数为双承胶圈接口或法兰连接短管甲、乙,而球墨铸铁管多为承插胶圈接口,为了节省施工的材料费,多数施工企业在施工中都要碰到球墨铸铁管的切割问题。

伊萨空气等离子切割机在桥梁钢结构制造中的应用
格式:pdf
大小:1.0MB
页数:3P
4.7
简要介绍了伊萨空气等离子切割机的主要结构与技术参数,同时叙述了该等离子切割机在箱型结构桥梁、桁梁结构桥梁制造中的应用。
空气等离子切割机工安全技术操作规程
格式:pdf
大小:8KB
页数:3P
4.4
空气等离子切割机工安全技术操作规程 1预防烧伤 1.1必须戴好防护眼镜; 1.2穿能遮蔽所有裸露部位的阻燃服装,穿上裤角无翻边的裤子,穿戴好长筒护手套; 1.3割炬引弧时,不要触及割炬的前部,切割后,应使割炬前部充分冷却。 2有害烟雾的预防 2.1保持切割工作场地的良好通风; 2.2切割旧的容器和板材,应去除残留的氯化物和其它化学残留物,以防在切割时产生 有害气体; 2.3当切割镀锌金属及含有锌、铅、锆、铍的金属或涂漆金属,一定要戴好呼吸设备, 并保证良好的通风。 3防火 3.1切割现场应备有灭火装置; 3.2距切割部位10米之内不得存在可燃性材料; 3.3刚切割下来的热金属材料,未冷却时,不得搬运; 3.4不得切割沾有可能引起爆炸或燃烧物质的金属材料或容器。 4防止触电 4.1保持身体和服装干燥; 4.2穿戴绝缘手套和绝缘鞋,避免直接接触工件任何潮湿表面
等离子(PDP)彩电主板电路维修笔记 等离子(PDP)彩电主板电路维修笔记
格式:pdf
大小:110KB
页数:3P
4.6
例1康佳pdp4209j彩电,"三无"。分析与维修:拆开后盖,通电检查,开机能听到电源继电器吸合的声音,但在吸合瞬间又自动断开。此现象可能是整机在开机启动的过程中检测到有故障,
空气等离子切割电源引弧电路的研究相关
文辑推荐
知识推荐
百科推荐


职位:MIDAS岩土软件销售工程师
擅长专业:土建 安装 装饰 市政 园林


