

基于Inventor的纱锭类工件的自动下料工艺改造
格式:pdf
大小:208KB
页数:3P
人气 :91
 4.6
4.6
论述了纱锭类工件的特征,阐述了原有下料工艺的特点。运用Inventor软件强大的设计功能,针对特有的纱锭类工件的下料进行了自动化改造,产生了整个自动下料机构的动作仿真,并给出了自动下料的工艺简图。通过实际论证,该自动化装置可靠稳定,明显降低了工人的劳动强度,提高了工作效率,取得了不错的应用价值。



 牵引变压器引线下料工艺改革的实施技巧
牵引变压器引线下料工艺改革的实施技巧 牵引变压器引线下料工艺改革的实施技巧
"和谐号"大功率电力机车配装的tbq35型牵引变压器,是公司通过引进德国西门子公司技术加以消化吸收,自主研发的新型牵引变压器。因增加了辅助绕组,出头多、走线复杂,引线下料成为提高生产效率、节约材料成本的关键。本文提出,控制引线下料长度,合理使用设备工装,节约材料、提高工效、提升产品质量,对完成生产任务有着明显的推动作用。
压力容器下料工艺守则样本
压力容器下料工艺守则样本 1.总则 (1)本守则适用于碳素钢、低合金钢及不锈钢制压力容器 的下料工序。 (2)不锈钢压力容器下料除按本守则规定执行外,还应遵 守《不锈钢制压力容器制造工艺守则》的规定。 (3)本守则若与产品工艺文件有矛盾,应以产品工艺文件 为准。 2.通用规定 (1)工艺文件(施工图、工艺卡、钢板排板图、产品零件 清单等)齐全,有疑义时应及时向工艺员、材料员反 映。 (2)供应库房按产品零件清单提供符合相应标准的合格 材料,下料前要进行复核并做好记录。 (3)根据钢板排板图进行排板划线。 (4)按照《标记移植管理制度》进行标记移植。 (5)按施工图或压力容器焊接工艺文件确定坡口型式。 3.排板图 (1)排板时应根据施工图纸、到货材料规格及以下规定进 行排板; a.焊缝排板图、钢板排板图中下料尺寸、焊缝编号 及件号应统一。 b.筒节的
编辑推荐下载

某纺织厂三万纱锭纺纱车间空调设计的回顾和思考
格式:pdf
大小:61KB
页数:2P
4.4
结合具体工程,从空调室的配置、空调冷源的选择等方面详细阐述了纺织空调的设计、运行状况及思考,并介绍了纺织空调系统的节能措施。
基于Inventor纱锭类工件自动下料工艺改造热门文档

G数控切割下料工位作业指导书
格式:pdf
大小:23KB
页数:3P
4.5
1 连板数控切割下料 一、使用设备、工具及职能 1.使用设备:dng、cng—6000数控火焰切割机 2.工具:氧气瓶、乙炔气瓶、卷尺(3m、5m) 3.职能:对板材进行切割下料 二、工作程序 1.文件点检:从段长处领取工艺卡、派工单。 2.工具点检:点检所需工具是否齐全。 3.操作过程 3.1用行车把待割之料吊至切割架上,放平以后用撬棍把板放 齐、放正,以便切割更加精确。 3.2合上电源开关,按一下主操作板左上侧系统启动按扭,启 动主系统。 3.3执行计算机提示语句,进入nccc根目录,拷入待切割零 件尺寸,检查零件尺寸,确实拷入后,键入nccc进入 控制程序主画面。 3.4选择钢板项,读入钢板文件,根据切割件形状,对图形进行必 要转角,具体操作可根据实际情况而定。 3.5入钢板后,选择测距项,检查零件各基本尺寸是否与工艺 卡相符,如有不
编织袋扁丝纱锭绕制机往复螺杆的设计与改进 编织袋扁丝纱锭绕制机往复螺杆的设计与改进
格式:pdf
大小:598KB
页数:3P
4.8
为了解决绕丝机绕成扁丝纱锭合格率低的问题,分析发现其原因是绕丝头关键零件——往复螺杆的质量难以保证,提出将传统的以45结构钢制造整体往复螺杆的工艺,改为将其滑线部分做成以尼龙1010为基体,中心轴仍为45结构钢的加工工艺,克服了原用材料加工难,精度难保证问题,同时,提出结合调整绕丝张力也可以达到提高纱锭卷绕紧度的要求。
 基于Inventor的齿轮油泵的关联设计
基于Inventor的齿轮油泵的关联设计 基于Inventor的齿轮油泵的关联设计
格式:pdf
大小:525KB
页数:3P
4.6
介绍了在autodeskinventor平台上进行齿轮油泵零部件设计时零件间关联设计表达的方法,从而改善了图形的修改手段,提高了设计的柔性。
基于Inventor纱锭类工件自动下料工艺改造精华文档

基于Inventor的机械零部件设计分析及应用
格式:pdf
大小:805KB
页数:3P
4.6
从inventor软件的建模模块系统分析了其关联设计、参数化建模、概念设计三种方法的适用场合及应用实例,然后从软件的其余三个模块装配、工程图、表达视图三方面说明了相应的应用方法。通过对各模块应用方法的阐述,为设计人员使用inventor设计零部件时灵活选择设计方法提供一定参考。
基于Inventor的安全阀三维建模和虚拟装配 基于Inventor的安全阀三维建模和虚拟装配
格式:pdf
大小:268KB
页数:2P
4.3
随着时代的进步和发展,科学技术、计算机技术、软件技术等也快速的发展,并取得优异的成绩。在技术的影响下,我们日常生活、工作也广泛的应用了这些技术,使得人们的工作效率以及设备的安全性得以提高。inventor是一种具有较强功能的三维立体软件设计技术,通过与计算机技术的人们结合,进行相关软件、设备、图形等的设计,以提高设备的可视化,利用三维建模,将设备等设计主体展现出来,清晰的将设备中各个部件之间的关系展现出来。为此文章针对inventor在安全阀三维建模和虚拟装配中的应用,以及相关的知识内容进行分析研究。
基于Inventor的模锻截止阀的三维造型 基于Inventor的模锻截止阀的三维造型
格式:pdf
大小:108KB
页数:1P
4.7
截止阀的三维数字模型采用inventor软件生成,inventor具有全面的实体建模和参数化设计功能,广泛应用于各行各业。模锻截止阀产品结构较简单,变化较小,产品设计的工作量主要是补充系列设计与改型设计任务,特别适合采用参数化建模进行产品设计。
机床上下料的自动化改造
格式:pdf
大小:1.6MB
页数:3P
4.3
在人工成本不断上涨,老龄化的大环境下,如何提高产品生成效率与质量,成为每一个公司迫切需要解决的问题。针对某公司机床上下料的实际情况,紧跟机器换人的国家政策,先从产品特性与自动化系统改造的设计要求着眼,接着介绍自动化系统整体方案以及工业机器人关键组成部分,最后验证机床与工业机器人的输出与输入信号是否符合系统改造的要求。采取工业机器人自动化改造技术,每台设备生产时间多出4个小时,由原来的一人一台机改成一人4台机,节省人力成本,给企业带来非常大的效益。
一种基于激光测量轴类工件跳动量的算法 一种基于激光测量轴类工件跳动量的算法
格式:pdf
大小:519KB
页数:未知
4.5
对齿轮轴、齿条、花键轴等特殊的轴类工件做校直处理,利用挺杆测量其跳动量很难满足要求。为保证产品的质量和精度以及安全快速地进行校直处理,利用非接触式激光测距仪作为变形反馈传感器,结合计算机软件来对其跳动量和冲压点的角度进行计算和处理,最终为下一步的校直工作提供精确可靠的数据和角度,从而使得此类工件的校直工作顺利进行。本文介绍了利用激光测量仪检测轴类工件跳动量的一种算法,从建立模型、算法推理和算法设计进行了详细地阐述,实践证明该计算方法可行。
基于Inventor纱锭类工件自动下料工艺改造最新文档
Inventor平台上平板钢闸门自动出图与尺寸标注 Inventor平台上平板钢闸门自动出图与尺寸标注
格式:pdf
大小:223KB
页数:4P
4.7
针对工程图自动化出图过程中出现的问题,提出了一种平板钢闸门自动出图和尺寸标注的方案.即在平板钢闸门三维信息模型的支持下,确定了三维数据在二维空间的投影;利用局部坐标系进行定位,利用尺寸定位对图纸进行自动尺寸标注,并利用inventor平台提供的api使用vb.net,c#等编程语言编写了自动出图程序.
自制件下料工时定额编制标准2011(最终版)
格式:pdf
大小:54KB
页数:5P
4.5
金属下料件劳动定额时间编制说明 工艺技术部零件室 1定额适用对象 泵车高强钢结构件下料。 2定额编制原则 2.1定额时间组成:准备时间(图纸熟悉、工具准备、机床空运转等)、作业(机动 与操作)与辅助作业(工具更换、测量等)时间、休息与生理需要时间。 2.2作业定额时间以中等劳动技能所能完成作业为准。 2.3定额时间不考虑待料、机床修理、其它活动等原因引起的时间需求。 2.4定额时间反映了采用的先进技术与设备(如精细等离子切割)已达到的工艺 制造水平。 定额时间能满足工序质量要求(适度考虑工装使用的熟练程度与适应性)。 工艺文件中定额时间为批量生产标准定额时间,派生新产品试制定额时间是 标准定额时间的1.5倍;新型产品第一次试制定额时间是标准定额时间的2.5 倍,第二次试制定额时间是标准定额时间的2倍,第三次试制定额时间是标准定 额时间的1.5倍,试制批次
inventor凸雕实例旋转楼梯(附阵列图)
格式:pdf
大小:471KB
页数:3P
4.6
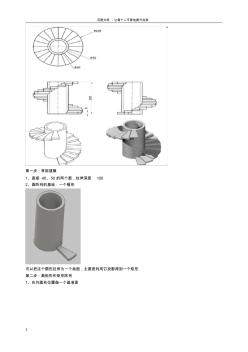
百度文库-让每个人平等地提升自我 1 第一步:常规建模 1、直接40、50的两个圆,拉伸深度100 2、画阵列的基础:一个扇形 可以把这个扇形拉伸为一个曲面,主要是利用它投影得到一个矩形 第二步:画矩形作矩形阵列 1、在外圆柱位置做一个基准面 百度文库-让每个人平等地提升自我 2 在这个基准面内建立草图画矩形,用内侧小圆弧的四条边投影到草图上 对生成的矩形做矩形阵列: 几何图元:选择矩形的四条边 方向:选择对角线定义方向 阵列距离:选择“测量”,选对角线 然后选择“凸雕”功能:注意折叠到面,选择圆柱外表面 百度文库-让每个人平等地提升自我 3 距离输入35,是(120-50)/2得到的。所以矩形应该是最小的与圆相切的时候画出来的。
浅谈Inventor在机械制图教学中的应用 浅谈Inventor在机械制图教学中的应用
格式:pdf
大小:2.0MB
页数:2P
4.7
机械制图课程是机械类专业高职学生必修的一门技能基础课,主要训练和培养学生识图和绘图的能力。借助inventor软件辅助课堂教学,提高学习的兴趣和积极性,同时改善了教学效果。
木棉/棉环锭纺混纺工艺及纱线性能研究 木棉/棉环锭纺混纺工艺及纱线性能研究
格式:pdf
大小:163KB
页数:3P
4.3
研究了木棉/棉环锭纺混纺工艺,成功纺制出了混纺比达50%的木棉/棉混纺纱线并对纱线的性能进行了测试,对比了不同的混纺比对纱线断裂强力、断裂伸长率、毛羽以及条干均匀度的影响.
一种多孔盘类工件的加工工艺分析 一种多孔盘类工件的加工工艺分析
格式:pdf
大小:197KB
页数:3P
4.7
介绍了一种加工多孔盘类工件的工艺方法。采用专用夹具定位在普车上加工,效率高,对于批量生产具有一定的指导意义。
环锭嵌入式复合纺细纱上机工艺及其他 环锭嵌入式复合纺细纱上机工艺及其他
格式:pdf
大小:202KB
页数:4P
4.8
环锭嵌入式复合纺是环锭细纱机的创新技术,它有别于传统环锭纺的细纱工艺计算。本文从嵌入式复合纺的名词、术语定义进入,阐述了嵌入式复合纺细纱机纱线的设计计算方法及单纱、单股纱、股线的捻度计算方法,从而对嵌入式复合纺细纱工艺上机的计算和产品试验的可操作性提供有益的参考。
不锈钢薄板类工件的车削工艺 不锈钢薄板类工件的车削工艺
格式:pdf
大小:111KB
页数:2P
4.8
我公司承揽的风电项目中,需要加工一批不锈钢(1cr18ni9)材质的薄板类密封环(见图1)。现介绍该类密封环的车序加工工艺措施,为解决不锈钢薄板类工件的加工提供一种新方法。

基于PLC控制的工件装配装置系统改造
格式:pdf
大小:207KB
页数:3P
4.3
利用三菱fx2n系列plc替代原有工件装配装置的继电器控制系统,对硬件结构和气动传动控制方案进行了研究,利用顺序编程实现装配装置的控制要求。
基于Inventor纱锭类工件自动下料工艺改造相关
文辑推荐
知识推荐
百科推荐


职位:资深室内设计师
擅长专业:土建 安装 装饰 市政 园林


