

减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率
格式:pdf
大小:78KB
页数:2P
人气 :87
 4.6
4.6
减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率太原市政开发公司陕中明在军工火化设备制造和生产维修中,常常碰到大量的不锈钢加工,由于不锈钢材质的特点,给操作带来很大困难,尤其在不锈钢上手工攻螺纹,更是一项劳动强度大、效率低、成本高的加工工艺。用这种方法进行...



 在钻床上用大型丝锥攻螺纹
在钻床上用大型丝锥攻螺纹 在钻床上用大型丝锥攻螺纹
在日常生产加工中,我们用丝锥攻内螺纹的方法仅限用于小于m42内螺纹的成形,而大于m42的内螺纹,因螺纹螺距大,攻制时丝锥承受的切削力较大,常出现操作力矩不够致无法切削,或力矩过大致螺牙崩碎,甚至折断丝锥的情况。如我厂型号为专200j547y320nb阀门的阀体,材料是耐热钢10mowvnb,热处理后硬度为160~190hbw,抗拉强度为550~612mpa,需攻螺纹m56×5.5-6h共
编辑推荐下载
采用普通丝锥攻不锈钢螺纹 采用普通丝锥攻不锈钢螺纹
格式:pdf
大小:112KB
页数:2P
4.7
简述了不锈钢攻螺纹前钻底孔和采用普通丝锥攻不锈钢螺纹的基本方法、操作步骤、注意事项。介绍了不锈钢攻螺纹时,选用增大底孔直径、用豆油作为冷却润滑油来保证螺纹的产品质量并减少丝锥折断的方法。
不锈钢圆锥外螺纹的修复 不锈钢圆锥外螺纹的修复
格式:pdf
大小:321KB
页数:2P
4.5
我厂承接一批连铸设备,其中侧框架上有rc3″的圆锥外螺纹(图1)。由于加工过程中的翻转和工序间的周转不慎,将此螺纹不同程度地碰伤、磕瘪。螺纹材质为1cr18ni9ti,壁厚仅3.5mm。修复的方法是利用图2所示的销轴打入φ81mm孔后,再用软
减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率热门文档
普通丝锥攻螺纹的方法及问题处理 普通丝锥攻螺纹的方法及问题处理
格式:pdf
大小:87KB
页数:2P
4.7
螺纹是机械零件上最常见的结构,用丝锥攻螺纹也是使用比较普遍的加工方法。在机电类专业的学生实训中,用普遍丝锥攻螺纹是实训项目之一。就实训中用普通丝锥攻螺纹的方法及出现的问题进行探讨。
加工不锈钢工件小孔螺纹的挤压丝锥 加工不锈钢工件小孔螺纹的挤压丝锥
格式:pdf
大小:134KB
页数:1P
4.7
由于1cr18ni9ti等奥氏体类型不锈钢具有韧性大、高温机械性能好、切屑粘附性强、导热性差和加工硬化趋势强等特性,因而其切削加工性差,机械加工较困难,攻螺纹工序尤甚。为此,一般采用w18c14v作为刀具材料,并使用具有较小导角ψ、校准部分较短(4~5扣)、容屑槽数较多(m6以下用三个槽)、较大前角γ(15°~20°)和后角α(8°~12°)结构的丝锥。据我们实际使用,感到这种丝锥对于加工m6以上较大的不锈钢螺纹孔可行,但用于加工m6以下的不锈钢螺纹孔,效果仍不好,即攻螺纹时易出现攻不进、丝锥“咬死”、易折断等弊病。因此我们曾试制了一种容屑槽丝锥,实际试用效果仍不好。分析其原因,主要是由于不锈钢材料上述固有的特点;以及由于丝锥小,
探究在钻床上用大型丝锥攻螺纹的工艺方法 探究在钻床上用大型丝锥攻螺纹的工艺方法
格式:pdf
大小:81KB
页数:未知
4.4
在钻床上用丝锥攻制大型内螺纹时常会出现丝锥螺牙崩碎或丝锥折断的情况。该文通过工艺试验,摸索并总结出其操作技巧和要领,解决了本厂用丝锥攻制大型内螺纹的难题。
多线螺纹磨床加工圆锥管螺纹丝锥 多线螺纹磨床加工圆锥管螺纹丝锥
格式:pdf
大小:177KB
页数:2P
4.7
众所周知,圆锥管螺纹丝锥通常采用单线螺纹磨床加工,其螺纹部分锥度的形成,一般用锥度靠模板,通过铲磨机构使砂轮按一定的规律退刀磨削。本文主要论述如何利用多线螺纹磨床加工圆锥管螺纹丝锥。以加工npt丝锥为例:首先在外圆磨床上加工出正
减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率精华文档
高效率螺纹加工——拉削式丝锥 高效率螺纹加工——拉削式丝锥
格式:pdf
大小:301KB
页数:未知
4.3
本文介绍了一种新型螺纹刀具结构——内螺纹拉削式丝锥。用拉削螺纹代替了车削螺纹。加工精度高于车削,效率提高了4倍,且易于推广使用。
浅谈不锈钢攻螺纹技巧 浅谈不锈钢攻螺纹技巧
格式:pdf
大小:214KB
页数:3P
4.7
随着我国生产制造业的迅速发展,产品向着小型化、美观化等方向发展。不锈钢材料由于具有耐腐蚀性并兼有强度和韧性方面的优异性能,在高压电器工业领域,得到了日益广泛的应用。不锈钢材料的韧性大、热强度高、导热系数低、切削时塑性变形大、加工硬化严重、切削热多、散热困难等特点,造成刀尖处切削温度高、切屑粘附刃口严重,
不锈钢螺母的钻孔、攻螺纹 不锈钢螺母的钻孔、攻螺纹
格式:pdf
大小:369KB
页数:2P
4.4
在石油、化工行业机械设备及管道的紧固联接中,为了确保联接的牢固,严防腐蚀失效,不锈钢紧固件被广泛应用,其材质一般为铬不锈钢或铬镍不锈钢。铬不锈钢分为wcr=12%、wcr=17%和wcr=27%等种类;铬镍不锈钢中wcr=17%-20%,wni=8%-11%。铬镍不锈钢的抗腐蚀性能及力学性能比铬不锈钢高,因而被首先利用。例如1cr18ni9ti,其特点是韧性大、强度高、导热性差,切屑的粘附性和加工硬化趋势较强,故无论是切削还是钻削性能都不良,尤其是在不锈钢螺母工件上钻孔、攻螺纹,钻头上易产生积瘤,出现“胀牙”现象;攻螺纹速度慢、丝锥易出现咬死或扭断、工件表面粗糙度差等不良情况,产品质量不佳。为此本文就工作中遇到的规格m24-m36、材质1cr18ni9ti不锈钢螺母的钻孔、螺纹问题略谈以下几点看法,供参考。
不锈钢工件的钻孔与攻螺纹 不锈钢工件的钻孔与攻螺纹
格式:pdf
大小:208KB
页数:1P
4.5
由于不锈钢材料韧性大、热强度高、导热性差,在加工中切削力大、切屑粘性强,在刀具上积聚的热量愈多,切屑带走的热量就愈少,切削的热量难于扩散,致使刀具发热,降低刀具的切削性能,故带来一系列问题。为了提高产品质量和生产效率,因此在不锈钢工件上钻孔、攻螺纹两个工艺方面在克服不足之处可采取一些措施。
减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率最新文档
OSG的CC-SUS-SFT不锈钢用螺旋槽丝锥 OSG的CC-SUS-SFT不锈钢用螺旋槽丝锥
格式:pdf
大小:64KB
页数:1P
4.5
实现用水溶性切削油剂加工不锈钢,“trs-ho-3d”和“trs-ho-5d”3刃钻头的潜在优势令现场加工效率大幅提高,超高进给量,实现了难以置信的加工效率!
普通丝锥攻螺纹操作中的常见问题及解决方法 普通丝锥攻螺纹操作中的常见问题及解决方法
格式:pdf
大小:1.2MB
页数:1P
4.7
利用普通丝锥攻螺纹是加工螺纹的一种传统方法,也是攻丝最常用的加工方法,还是中职学校钳工专业学生的必修技能。学生在学习的过程中,总会遇到各种问题。作为一名中职学校的钳工实习教师,笔者根据多年的教学经验,将其中的常见问题及解决方法总结如下。
圆锥形螺纹平均螺旋升角的计算 圆锥形螺纹平均螺旋升角的计算
格式:pdf
大小:139KB
页数:未知
4.4
在万工显上,采用影像法测量圆锥形外螺纹的诸参数(例如:牙距、牙形半角等)时,中央显微镜的立柱要倾斜一个角度。与测量普通的圆柱形外螺纹不同的是,该角度是一个平均值,称为平均螺旋升角。给出了平均螺旋升角的三种计算公式及其推导过程。
多线螺纹拉削丝锥的设计和制造 多线螺纹拉削丝锥的设计和制造
格式:pdf
大小:309KB
页数:未知
4.4
多线螺纹拉削丝锥是效率高、质量好的多齿多刃成型刀具(图1),能使多线梯形与矩形内螺纹的拉削加工获得良好的效果。但是其几何参数的特殊要求,给设计制造带来一些具体问题。现结合加工有色金属内螺纹,对其设计与成型工艺作如下简单介绍。
改进内螺纹拉削丝锥的使用 改进内螺纹拉削丝锥的使用
格式:pdf
大小:125KB
页数:未知
4.8
我们改变了原拉削丝锥的工作方法,使加工比较顺利。其方法为:拆下小拖板(如图),在中拖板上装上夹具(如有组合夹具可用组合夹具)。调整好夹具位置以后,中拖板与中拖板刻度盘之间用一圆棒料车成所需长度别住,防止钻孔时中拖板来回窜动,把钻头夹在三爪卡盘上,φ20以下的直柄钻头可直接夹住。φ20以上的底孔,用锥柄钻头,在钻头的锥柄上套上一个圆柱形套筒,卡爪夹住套筒。套筒的内锥孔和扁槽与钻头锥柄的锥度和舌尾相配,套筒的外圆表面上钻一螺孔,用螺钉栓入,别住一个卡爪,防止用较大钻头
 加工低碳奥氏体不锈钢专用丝锥的设计
加工低碳奥氏体不锈钢专用丝锥的设计 加工低碳奥氏体不锈钢专用丝锥的设计
格式:pdf
大小:281KB
页数:未知
4.8
对在f316低碳奥氏体不锈钢上加工粗牙盲孔内螺纹用专用丝锥的设计、加工工艺、参数选择及成组丝锥切削面积的分配等作了简要介绍。
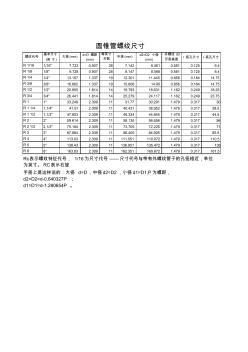
圆锥管螺纹规格
格式:pdf
大小:18KB
页数:1P
4.7
螺纹代号 基本尺寸 (英寸) 大径(mm)d=d螺距 (mm) 每英寸 牙数 中径(mm)d2=d2小径 (mm) 外螺纹d3 牙型高度 r底孔尺寸r底孔尺寸 r1/161/16"7.7230.907287.1426.5610.5810.1256.4 r1/81/8"9.7280.907289.1478.5660.5810.1258.4 r1/41/4"13.1571.3371912.30111.4450.8560.18414.75 r3/83/8"16.6621.3371915.80614.950.8560.18414.75 r1/21/2"20.9551.8141419.79318.6311.1620.24918.25 r3/43/4"26.4
用专用夹具车圆锥管螺纹 用专用夹具车圆锥管螺纹
格式:pdf
大小:109KB
页数:未知
4.6
圆锥螺纹的车削,通常是利用手动赶刀法控制锥度的斜率,学生学习起来较为困难。本文在学生手动车削的基础上,设计了一种夹具用于圆锥螺纹的车削方法,使车削过程变得简单易行。其设计思路是利用工件轴线与导轨相交一定角度而形成锥度的原理,把夹具调到所需要的角度,从而车出圆锥。
减小丝锥圆锥斜角提高在不锈钢上攻螺纹的效率相关
文辑推荐
知识推荐
百科推荐


职位:中级暖通工程师
擅长专业:土建 安装 装饰 市政 园林


