

【CN210029840U】金属风管电动提升机【专利】
格式:pdf
大小:330KB
页数:8P
人气 :63
 4.4
4.4
(19)中华人民共和国国家知识产权局 (12)实用新型专利 (10) 授权公告号 (45) 授权公告日 (21) 申请号 201920346978. 1 (22) 申请日 2019. 03. 19 (73) 专利权人 中国建筑第八工程局有限公司 地址 200122 上海市浦东新区中国 (上海) 自由贸易试验区世纪大道 1568号27层 (72) 发明人 李泽朋 范平 任合仕 刘瑞军 阮立伟 赵鹏怀 李润泽 葛阳 季本鑫 刘朋朋 (74) 专利代理机构 上海唯源专利代理有限公司 31229 代理人 曾耀先 (51)Int. Cl. B66D 1/12 (2006. 01) B66D 1/14 (2006. 01) B66D 1/40 (2006. 01) (54) 实用新型名称 金属风管电动提升机 (57) 摘要 本实用新型涉及金属风管电动提升机, 包括 槽钢底



金属风管
安全技术交底 工程名称博林天瑞花园交底公司中建二局第二建筑工程有限公司 班组名称金属风管交底时间年月日 交 底 内 容 1、剪切时,手严禁伸入机机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在 踏板上。使用固定式震动剪两手要;扶稳钢板,手离刀口不得小于5m,用力均匀适当。 2、铆钉连接时,必须使柳钉中心垂直于板面,铆钉头应把板材压紧,使板缝密合并且铆钉排列整齐、 均匀。 3、咬口时手指距轮売不小于5cm,手柄不准放在咬口机轨道上,扶稳板料。 4、咬口的板料将画好的折方线放在折方机上,置予下模的中心线。操作时使机械上刀片中心线与 下模中心线重合,折成所需要的角度。 5、折方时应互相配合并折板机保持一定距离,以免被翻转的钢板或配重碰伤。 6、制作圆风管时,将咬扣两端拍成圆弧状放在圈圆机上圈圆,按风管圆径规格适当调整上
金属风管 (2)
安全技术交底 工程名称博林天瑞花园交底公司中建二局第二建筑工程有限公司 班组名称金属风管交底时间年月日 交 底 内 容 1、剪切时,手严禁伸入机机械压板空隙中。上刀架不准放置工具等物品,调整板料时,脚不能放在 踏板上。使用固定式震动剪两手要;扶稳钢板,手离刀口不得小于5m,用力均匀适当。 2、铆钉连接时,必须使柳钉中心垂直于板面,铆钉头应把板材压紧,使板缝密合并且铆钉排列整齐、 均匀。 3、咬口时手指距轮売不小于5cm,手柄不准放在咬口机轨道上,扶稳板料。 4、咬口的板料将画好的折方线放在折方机上,置予下模的中心线。操作时使机械上刀片中心线与 下模中心线重合,折成所需要的角度。 5、折方时应互相配合并折板机保持一定距离,以免被翻转的钢板或配重碰伤。 6、制作圆风管时,将咬扣两端拍成圆弧状放在圈圆机上圈圆,按风管圆径规格适当调整上
编辑推荐下载
 工业炉烟道闸板电动提升机构CAD
工业炉烟道闸板电动提升机构CAD 工业炉烟道闸板电动提升机构CAD
格式:pdf
大小:185KB
页数:未知
4.5
从结构设计方法入手,确定零部件设计和强度校核的基本模型,开发出可行、实用的烟道闸板电动提升机构cad软件。


01风管与配件制作(金属风管)
格式:doc
大小:78KB
页数:2P
4.6
风管与配件制作(金属风管)检验批质量验收记录 (gb50243-2002)表c.2.1-1编号:080101/080201/080301/080401/080501 工程名称 子分部工程名称 验收部位 施工单位 专业工长 (施工员) 项目经理 施工执行标准名称及编号 分包单位 分包项目经理 施工班组长 质量验收规范的规定 施工单位自检记录 监理(建设)单位 验收记录 主控项目 1 材质种类、性能及厚度 4.2.1条 2 防火风管材料及密封垫材料 4.2.3条 3 风管强度及严密性、工艺性检测 4.2.5条 4 风管的连接 4.2.6条 风管的
金属风管电动提升机热门文档
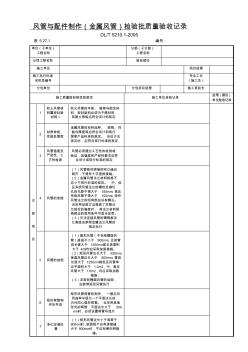
表5.27.1-风管与配件制作(金属风管)
格式:pdf
大小:84KB
页数:4P
4.4
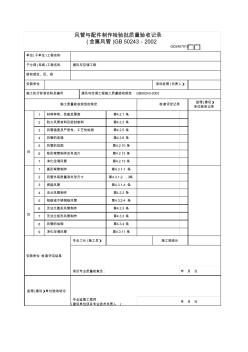
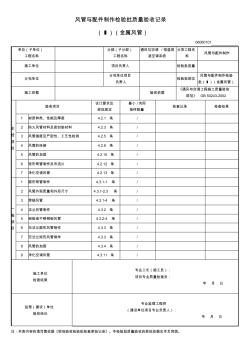
风管与配件制作(金属风管)检验批质量验收记录 dl/t5210.1-2005 表5.27.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位自检记录 监理(建设) 单位验收记录 主 控 项 目 1 防火风管材 料翼密封垫 材料☆ 防火风管的本体、框架与固定材 料、密封垫料必须为不燃材料, 其耐火等级应符合设计的规定 2材质种类、 性能及厚度 金属风管的材料品种、规格、性 能与厚度等应符合设计和现行 国家产品标准的规定。当设计无 规定时,应符合现行标准的规定 3 风管强度及 严密性、工 艺性检测 风管必须通过工艺性
风管与配件制作检验批(金属风管)
格式:pdf
大小:21KB
页数:1P
4.7
1 2 3 4 5 6 7 1 2 3 4 5 6 7 8 9 项目专业质量检查员:年月日 监理(建设)单位验收结论 专业监理工程师 (建设单位项目专业技术负责人): 年月日 净化空调风管第4.3.11条 安装单位检查评定结果 专业工长(施工员)施工班组长 无法兰矩形风管制作第4.3.3条 风管的加固第4.3.4条 风管外观质量和外形尺寸第4.3.1-2,3条 焊接风管第4.3.1-4条 法兰风管制作第4.3.2条 目 圆形弯管制作第4.3.1-1条 铝板或不锈钢板风管第4.3.2-4条 无法兰圆形风管制作第4.3.3条 第4.2.5条 风管的连接第4.2.6条 净化空调风管第4.2.13条 第4.2.10条 矩形弯管制作及导流片第4.2.12条 防火风管材料及密封垫料第4.2
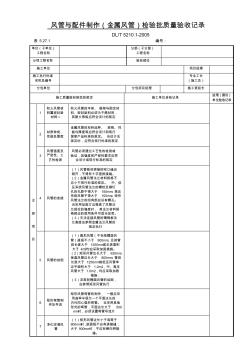
表5.27.1-风管与配件制作(金属风管)
格式:pdf
大小:85KB
页数:4P
4.4
风管与配件制作(金属风管)检验批质量验收记录 dl/t5210.1-2005 表5.27.1编号: 单位(子单位) 工程名称 分部(子分部) 工程名称 分项工程名称验收部位 施工单位项目经理 施工执行标准 名称及编号 专业工长 (施工员) 分包单位分包项目经理施工班组长 施工质量验收规范的规定施工单位自检记录 监理(建设) 单位验收记录 主 控 项 目 1 防火风管材 料翼密封垫 材料☆ 防火风管的本体、框架与固定材 料、密封垫料必须为不燃材料, 其耐火等级应符合设计的规定 2材质种类、 性能及厚度 金属风管的材料品种、规格、性 能与厚度等应符合设计和现行 国家产品标准的规定。当设计无 规定时,应符合现行标准的规定 3 风管强度及 严密性、工 艺性检测 风管必须通过工艺

01风管与配件制作(金属风管)
格式:pdf
大小:42KB
页数:3P
4.6
风管与配件制作(金属风管)检验批质量验收记录 (gb50243-2002)表c.2.1-1编号:080101/080201/080301/080401/080501 工程名称子分部工程名称验收部位 施工单位 专业工长 (施工员) 项目经理 施工执行标准 名称及编号 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录 监理(建设)单位 验收记录 主 控 项 目 1材质种类、性能及厚度4.2.1条 2防火风管材料及密封垫材料4.2.3条 3风管强度及严密性、工艺性检测4.2.5条 4风管的连接4.2.6条 风管的加固4.2.10条 矩形弯管制作及导流4.2.12条 净化空调风管4.2.13条 一 般 项 目 1圆形弯管制作4.3.1-1条 2

2019年风管与配件制作(金属风管)
格式:pdf
大小:48KB
页数:3P
4.7
1/3 风管与配件制作(金属风管)检验批质量验收记录 (gb50243-2002)表c.2.1-1编号:080101/080201/080301/080401/080501 工程名称子分部工程名称验收部位 施工单位 专业工长 (施工员) 项目经理 施工执行标准 名称及编号 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录 监理(建设)单位 验收记录 主 控 项 目 1材质种类、性能及厚度4.2.1条 2防火风管材料及密封垫材料4.2.3条 3风管强度及严密性、工艺性检测4.2.5条 4风管的连接4.2.6条 风管的加固4.2.10条 矩形弯管制作及导流4.2.12条 净化空调风管4.2.13条 一 般 项 目 1圆形弯管制作4.3.1
金属风管电动提升机精华文档
金属风管及风管配件的制作
格式:pdf
大小:822KB
页数:24P
4.8
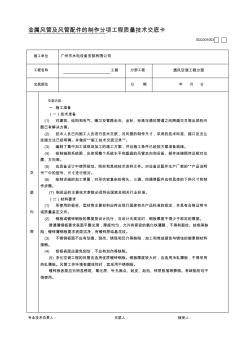
金属风管及风管配件的制作分项工程质量技术交底卡 gd2301003 施工单位广州市水电设备安装有限公司 工程名称工程分部工程通风空调工程分部 交底部位日期年月日 交 底 内 容 交底内容: 一施工准备 (一)技术准备 (1)对建筑、结构和电气、暖卫及管路走向、坐标、标高与通风管道之间跨越交叉等出现的问 题已有解决方案。 (2)技术人员已向施工人员进行技术交底,对风管的制作尺寸,采用的技术标准、接口及法兰 连接方法已经明确。并做好“施工技术交底记录”。 (3)编制了集中加工或现场加工的施工方案,并且施工条件已经按方案准备就绪。 (4)绘制轴测系统图,应体现整个系统水平和垂直的风管走向和设备、部件连接顺序及相对位 置、方向等。 (5)应具备设计中使用规范、院标和其他技术资料文件。对设备及配件生产厂家的“产品说明 书”中的型
风管与配件制作检验批(Ⅰ)(金属风管)
格式:pdf
大小:24KB
页数:1P
4.3
风管与配件制作检验批质量验收记录 (ⅰ)(金属风管) 06060101 单位(子单位) 工程名称 分部(子分部) 工程名称 通风与空调/恒温恒 湿空调系统 分项工程名 称 风管与配件制作 施工单位项目负责人检验批容量 分包单位 分包单位项目 负责人 检验批部位 风管与配件制作检验 批(ⅰ)(金属风管) 施工依据验收依据 《通风与空调工程施工质量验收 规范》gb50243-2002 主 控 项 目 验收项目 设计要求及 规范规定 最小/实际 抽样数量 检查记录检查结果 1材质种类、性能及厚度4.2.1条/ 2防火风管材料及密封垫材料4.2.3条/ 3风管强度及严密性、工艺性检测4.2.5条/ 4风管的连接4.2.6条/ 5风管的加固4.2.10条/ 6矩形弯管制作及导流片4.2.12条

01风管与配件制作(金属风管)
格式:pdf
大小:30KB
页数:2P
4.3
施工组织 风管与配件制作(金属风管)检验批质量验收记录 (gb50243-2002)表c.2.1-1编号:080101/080201/080301/080401/080501 工程名称子分部工程名称验收部位 施工单位 专业工长 (施工员) 项目经理 施工执行标准 名称及编号 分包单位分包项目经理施工班组长 质量验收规范的规定施工单位自检记录 监理(建设)单位 验收记录 主 控 项 目 1材质种类、性能及厚度4.2.1条 2防火风管材料及密封垫材料4.2.3条 3风管强度及严密性、工艺性检测4.2.5条 4风管的连接4.2.6条 风管的加固4.2.10条 矩形弯管制作及导流4.2.12条 净化空调风管4.2.13条 一 般 项 目 1圆形弯管制作4.3.1-
禽骨类产品金属探测提升机的设计 禽骨类产品金属探测提升机的设计
格式:pdf
大小:165KB
页数:未知
4.7
针对禽骨类产品肉质采集生产线的需要和加工原料特性及输送方式,提出一种禽骨类产品专用的提升设备。该设备包括水平和倾斜部分,并引入金属检测设备,通过调速电机带动实现其提升功能,满足后续骨肉分离设备的原料需求。该设备用自动化方式代替繁重的劳动力作业,极大地提高了工作效率。
内保温金属风管施工技术
格式:pdf
大小:55KB
页数:3P
4.5
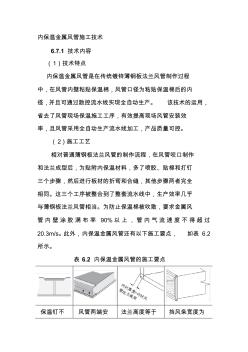
内保温金属风管施工技术 6.7.1技术内容 (1)技术特点 内保温金属风管是在传统镀锌薄钢板法兰风管制作过程 中,在风管内壁粘贴保温棉,风管口径为粘贴保温棉后的内 径,并且可通过数控流水线实现全自动生产。该技术的运用, 省去了风管现场保温施工工序,有效提高现场风管安装效 率,且风管采用全自动生产流水线加工,产品质量可控。 (2)施工工艺 相对普通薄钢板法兰风管的制作流程,在风管咬口制作 和法兰成型后,为贴附内保温材料,多了喷胶、贴棉和打钉 三个步骤,然后进行板材的折弯和合缝,其他步骤两者完全 相同。这三个工序被整合到了整套流水线中,生产效率几乎 与薄钢板法兰风管相当。为防止保温棉被吹散,要求金属风 管内壁涂胶满布率90%以上,管内气流速度不得超过 20.3m/s。此外,内保温金属风管还有以下施工要点,如表6.2 所示。 表6.2内保温金属风管的施工要点 保温钉不风管两端安
金属风管电动提升机最新文档

金属风管制作
格式:pdf
大小:133KB
页数:23P
4.7
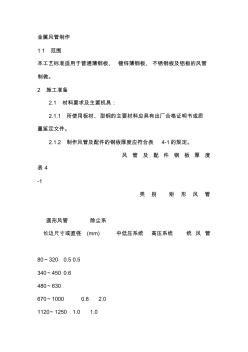
金属风管制作 11范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管 制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质 量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 风管及配件钢板厚度 表4 -1 类别矩形风管 圆形风管除尘系 长边尺寸或直径(mm)中低压系统高压系统统风管 80~3200.50.5 340~4500.6 480~630 670~10000.82.0 1120~12501.01.0 1320~20003.0 2500~40001.2按设计 注:螺旋风管的钢板厚度可相减小。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀 锌层结晶花 纹。 2.1.
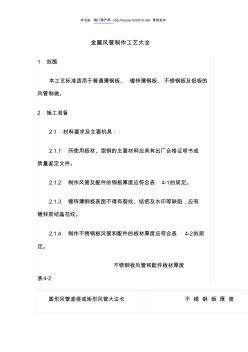
金属风管制作工艺大全
格式:pdf
大小:286KB
页数:24P
4.6
本文由海门房产网http://house.hm0513.net/原创发布 金属风管制作工艺大全 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的 风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或 质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有 镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规 定。 不锈钢板风管和配件板材厚度 表4-2 圆形风管直径或矩形风管大边长不锈钢板厚度 本文由海门房产网http://house.hm0513.net/原创发布 (mm)(mm) 100~5000.5 560~11200.75 1250~20001.00 250
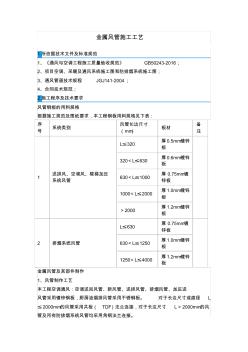
金属风管施工工艺
格式:pdf
大小:3.4MB
页数:12P
4.4
金属风管施工工艺 1所依据技术文件及标准规范 1、《通风与空调工程施工质量验收规范》gb50243-2016; 2、项目空调、采暖及通风系统施工图和防排烟系统施工图; 3、通风管道技术规程jgj141-2004; 4、合同技术规范; 2施工程序及技术要求 风管钢板的用料规格 根据施工规范及图纸要求,本工程钢板用料规格见下表: 序 号 系统类别 风管长边尺寸 (mm) 板材 备 注 1 送排风、空调风、楼梯加压 系统风管 l≤320厚0.5mm镀锌 板 320<l≤630厚0.6mm镀锌 板 630<l≤1000 厚0.75mm镀 锌板 1000<l≤2000 厚1.0mm镀锌 板 >2000 厚1.2mm镀锌 板 2排烟系统风管 l≤630 厚0.75mm镀 锌板 630<l≤1250厚1.0mm镀锌 板 1250<l≤4000厚1.2mm镀锌 板 金属风管及其部件制
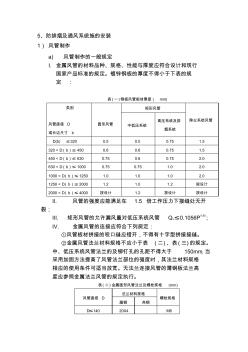
金属风管的安装
格式:pdf
大小:52KB
页数:7P
4.5
5、防排烟及通风系统施的安装 1)风管制作 a)风管制作的一般规定 i.金属风管的材料品种、规格、性能与厚度应符合设计和现行 国家产品标准的规定。镀锌钢板的厚度不得小于下表的规 定: 表(一)钢板风管板材厚度(mm) 类别 风管直径d 或长边尺寸b 圆形风管 矩形风管 除尘系统风管 中低压系统 高压系统及排 烟系统 d(b)≤3200.50.50.751.5 320<d(b)≤4500.60.60.751.5 450<d(b)≤6300.750.60.752.0 630<d(b)≤10000.750.751.02.0 1000<d(b)≤12501.01.01.02.0 1250<d(b)≤20001.21.01.2按设计 2000<d(b)≤4000按设计1.2按设计按设计 ii
金属风管制作 (3)
格式:pdf
大小:25KB
页数:21P
4.5
金属风管制作 11范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管 制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质 量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 风管及配件钢板厚度 表4 -1 类别矩形风管 圆形风管除尘系 长边尺寸或直径(mm)中低压系统高压系统统风管 80~3200.50.5 340~4500.6 480~630 670~10000.82.0 1120~12501.01.0 1320~20003.0 2500~40001.2按设计 注:螺旋风管的钢板厚度可相减小。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀 锌层结晶花 纹。 2.1.
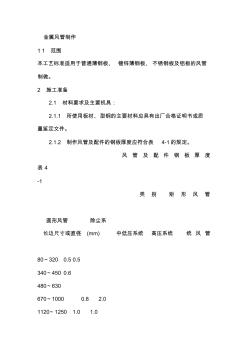
金属风管制作
格式:pdf
大小:68KB
页数:7P
4.5
金属风管制作 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规定。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5000.5 560~11200.75 1250~20001.00 2500~40001.2 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈 斑和凹穴等缺陷。 2.1.6制作铝
金属风管制作工艺
格式:pdf
大小:68KB
页数:7P
4.7
金属风管制作 1范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀锌层结晶花纹。 2.1.4制作不锈钢板风管和配件的板材厚度应符合表4-2的规定。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5000.5 560~11200.75 1250~20001.00 2500~40001.2 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈 斑和凹穴等缺陷。 2.1.6制作铝

金属风管支、吊架间距要求
格式:pdf
大小:15KB
页数:2P
4.6
风管直径或长边尺寸 b(㎜)水平安装间距(m)垂直安装间距(m) 薄钢板法兰风管安装间 距(m) b≤400≤4≤4≤3 b>400≤3≤4≤3 注:风管垂直安装,单根直管至少应有2个固定点. 金属风管支、吊架间距如无设计要求时,按应按下表为准 螺旋风管安装间距(m) ≤5 ≤3.75 准
金属风管制作 (2)
格式:pdf
大小:25KB
页数:21P
4.4
金属风管制作 11范围 本工艺标准适用于普通薄钢板、镀锌薄钢板、不锈钢板及铝板的风管 制做。 2施工准备 2.1材料要求及主要机具: 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质 量鉴定文件。 2.1.2制作风管及配件的钢板厚度应符合表4-1的规定。 风管及配件钢板厚度 表4 -1 类别矩形风管 圆形风管除尘系 长边尺寸或直径(mm)中低压系统高压系统统风管 80~3200.50.5 340~4500.6 480~630 670~10000.82.0 1120~12501.01.0 1320~20003.0 2500~40001.2按设计 注:螺旋风管的钢板厚度可相减小。 2.1.3镀锌薄钢板表面不得有裂纹、结疤及水印等缺陷,应有镀 锌层结晶花 纹。 2.1.
金属风管电动提升机相关
文辑推荐
知识推荐
百科推荐


职位:交通运输工程
擅长专业:土建 安装 装饰 市政 园林


