

金属材料焊接接头机械性能试验报告
格式:pdf
大小:31KB
页数:2P
人气 :51
 4.4
4.4
报告编号 委托编号 记录编号 报告日期 试验 复核 单位(章) 试样尺寸及类型 试验温度 (℃) 弯曲角度 α (°)或压扁高度 H(mm) 弯心直径 d (mm) 弯曲成压扁外表面描述 弯曲成压扁结果 断裂位置 断口特征 弯曲或压扁方法 试验结果 试件编号项目 横截面积 S(mm) 拉断最大力F b(kN) 抗拉强度 σ b(MPa) 拉伸 试验 测点洛氏硬度值 压头种类 测试面形状 测点洛氏硬度修正值 试验机打击能量 (J) 冲击吸收功a kv aku2或aku5 (J/cm 2) 试样测点编号 试样最小厚度 (mm) 冷却条件 应变时效敏感性系数 Cv或Cu 应变时效冲击韧性值 a kvs或a kus 检测评定依据: 应变时效 敏感性试 验 洛氏硬度确定值 残余应变量 (%) 加热温度 (℃) 保温时间 (h) 弯曲 试验 冲击 试验 洛氏硬度 试验 标准规定值 工程名称 施工部位



金属材料焊接接头机械性能试验记录
应变时效冲击韧性值 akvs cu 附注: akus 冷却条件 加热温度(℃) 弯 曲 试 验 应 变 时 效 敏 感 性 试 验 残余应变量(%) 保温时间(h) 应变时效敏感性系数 cv 项目 试件编号 弯心直径d(mm) 弯曲外表面描述 测点洛氏硬度修正值 弯曲或压扁方法 弯曲结果 弯曲角度α(°)或 压扁高度h(mm) 断口特征描述试样最小厚度(mm) 洛 氏 硬 度 试 验 试样测点编号 测点洛氏硬度值 测试面形状 洛氏硬度确定值 压头种类 抗拉强度σb(mpa)aku5 横截面积s(mm)冲击吸 收功 (j/cm2 ) akv 拉断最大力fb(kn) 试样宽度b0(mm)试验温度(℃) 冲 击 试 验 试样尺寸及类型 拉断处位置描述 试验机打击能量(j) aku2 拉 伸 试 验 试样厚度a0(mm) 圆形试样直径或圆管

8.7金属材料焊接接头机械性能试验报告10.01.27
表号:铁建试报43 批准文号:铁建设函[2009]27号 《碳素结构钢和低合金结构钢热轧厚钢板和钢带》(gb/t 3274-2007)、《碳素结构钢》(gb/t700-2006)、《低合金高 强度结构钢》(gb/t1591-2008)、《金属材料室温拉伸试验 方法》(gb/t228-2002)、《金属材料弯曲试验方法》(gb/t 232-2010)、《钢筋焊接及验收规程》(jgj18-2003)。 委托单位母材名称 试验结论:检测评定依据: 报告日期 委托编号 委托日期 该批金属材料焊接接头的力学性能和工艺性能 符合《钢筋焊接及验收规程》(jgj18-2003)标准要 求。 焊缝外 延性断裂 冷却条件 应变时效敏感性系数cv或cu 应变时效冲击韧性值akvs或akus 应变时效 敏感性试 验 洛氏硬度确定值 残余应变量(%
编辑推荐下载
8.7金属材料焊接接头机械性能试验记录(10.03.05)
格式:pdf
大小:33KB
页数:2P
4.5
母材名称母材规格 委托编号母材产地 代表数量焊接方法 仪器设备 及 环境条件 复核试验计算 试件编号 项目 akv 冲 击 试 验 试样尺寸及类型 试验机打击能量(j) 拉 伸 试 验 试样厚度a0(mm) 试验温度(℃) 冲击吸 收功 (j/cm2) 试样最小厚度(mm) aku5 aku2 试样测点编号 测点洛氏硬度修正 值 压头种类 测试面形状 弯 曲 试 验 洛 氏 硬 度 试 验 测点洛氏硬度值 洛氏硬度确定值 附注: 应变时效冲击 韧性值 采用标准样品状态描述 管理编号示值范围型号仪器设备名称 拉断最大力fb(kn) 抗拉强度σb(mpa) 拉断处位置描述 断口特征描述 试件编号 试样宽度b0(mm) 圆形试样直径或圆管试 样内径d0(mm) 横截面积s(mm) 项目 akus akvs 弯曲或压扁方法 弯曲角度α(°)或压 扁高
铁建试报45金属焊接接头机械性能试验报告
格式:pdf
大小:41KB
页数:4P
4.7
报告编号 委托编号 记录编号 报告日期 试样尺寸及类型 试验温度(℃) 弯曲角度α(°)或压扁高度h(mm) 弯心直径d(mm) 弯曲外表面描述 弯曲结果 断裂位置 断口特征 弯曲或压扁方法 试验结果 试件编号项目 横截面积s(mm) 拉断最大力fb(kn) 抗拉强度σb(mpa) 拉伸 试验 测点洛氏硬度值 压头种类 测试面形状 测点洛氏硬度修正值 试验机打击能量(j) 冲击吸收功akvaku2或aku5(j/cm 2) 试样测点编号 试样最小厚度(mm) 冷却条件 应变时效敏感性系数cv或cu 应变时效冲击韧性值akvs或akus 检测评定依据: 应变时 效敏感 性试验 洛氏硬度确定值 残余应变量(%) 加热温度(℃) 保温时间(h) 弯曲 试验 冲击 试验 洛氏硬 度试验 标准规定值 工程名称 施工部位 母材产地 试验结论: 母材名称 母材规格
金属材料焊接接头机械性能试验报告热门文档

金属焊接接头及焊缝金属的试验机械性能试验
格式:doc
大小:33KB
页数:1P
4.5
金属焊接接头及焊缝金属的试验机械性能试验 编号:c-7-3-□□□□-□□□□ 试验单位 合同号 样品名称 试验规程 jtj-053-83 样品来源 试验日期 焊接种类 试样编号 试 件 尺 寸 直径(mm) 长度(mm) 焊口直径(mm) 母材截面积(m2) 断口部位 极限荷载(kn) 极限强度(mpa) 备注 焊接质量评述 结
 金属材料焊接接头的组织与性能对比
金属材料焊接接头的组织与性能对比 金属材料焊接接头的组织与性能对比
格式:pdf
大小:104KB
页数:未知
4.7
随着工业和科学技术的不断发展,对金属材料焊接技术的要求也越来越高。金属材料的焊接性能一般包括接合性能与使用性能,金属材料的焊接性与焊接时焊接接头的组织和性能有关,为此,一定要寻找出合适的焊接方法,确保好焊接接头的组织和性能,控制焊接能力参数,学会从组织的变化去研究和分析焊接性能的变化。
新型金属焊割气焊接接头机械性能的测试
格式:pdf
大小:89KB
页数:2P
3
新型金属焊割气焊接接头机械性能的测试——根据国家标准的要求,对用新型金属焊割气焊接的垒属材料的焊接接头进行了一系列机械性能试验。试验结果显示,该焊割气基本解决了对金属钢的焊接质量问题,具有较高的推广应甩价值。

金属材料机械(焊接)性能试验报告(钢材-01)
格式:pdf
大小:22KB
页数:1P
4.4
金属材料机械(焊接)性能试验记录 钢材-01 渝合公路合同段生产厂家: 工程名称:使用部位: 检测单位:试验编号: 试 验 编 组 试件 编号 规格 型号 直径 (mm) 面积 (mm 2 ) 屈服 点 (mpa) 抗拉 强度 (mpa) 断后伸长冷弯断处 最大 抗剪 力(kn) 标距 (mm) 伸长 率(%) 弯心 及弯 曲角 结果(线 材反复弯 曲次数) 距焊 缝(mm) 特 征 试验依据: 试验结论: 试验者:校核者:监理工程师:年月日
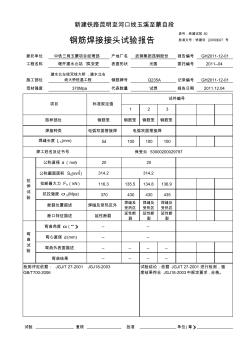
钢筋焊接接头试验报告
格式:pdf
大小:79KB
页数:8P
4.5
试验复核单位(章) 弯 曲 试 验 弯曲外表面描述 检测评定依据:jgj/t27-2001jgj18-2003 gb/t700-2006 试验结论:依据jgj/t27-2001进行检测,强 度结果符合jgj18-2003中规定要求,合格。 批准 ---- 弯曲结果-------- -------- 弯心直径d(mm)---- 弯曲角度α(°) 断口特征描述延性断裂 延性断 裂 延性断 裂 延性断 裂 断裂位置描述焊缝及受热区外 焊缝及 受热区 焊缝及 受热区 焊缝及 受热区 抗拉强度σb(mpa)370430430435 314.2314.2 拉断最大力fb(kn)116.3135.5134.8136.9 焊工姓名及证书号保受云53000200029797 拉 伸 试 验 公称直径a(mm)
金属材料焊接接头机械性能试验报告精华文档

28钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.6
钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢材种类:级别及规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
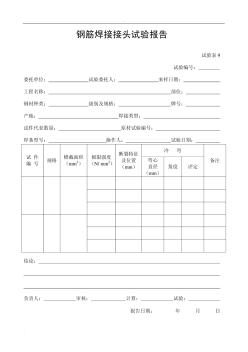
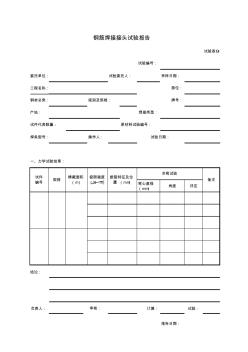
表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.8
试验表9 委托单位:试验委托人:来样日期: 工程名称: 钢材总类:级别及规格: 产地: 焊条型号:操作人: 弯心直径 (mm)角度评定 结论: 负责人:计算:试验: 报告日期: 一、力学试验结果: 试验编号: 原材料试验编号: 审核: 钢筋焊接接头试验报告 试件 编号 部位: 牌号: 冷弯试验 断裂特征及位 置(mm) 极限强度 (n∕m)规格 横截面积 (m)备注 焊接类型: 试件代表数量: 试验日期:

钢筋焊接接头试验报告
格式:pdf
大小:21KB
页数:1P
4.6
试件代表数量: 计算:试验: 试验委托人: 厂别: 横截面积 (mm2) 极限强度 (mpa) 断裂位置 及特征 (mm) 焊条型号:操作人: 直径 (mm) 试验日期: 原材试验编号: 工程名称:部位: 来样日期: 焊接类型: 钢筋焊接接头试验报告 钢筋种类:级别及规格: 试验表9 试件编号 委托单位: 负责人:审核: 报告日期:年 月 日 试验编号: 牌号: 结论: 冷弯 备注弯心 直径 (mm) 角度评定
金属材料焊接接头机械性能试验报告最新文档

C-16金属焊接头及焊缝金属的试验机械性能试验
格式:pdf
大小:26KB
页数:2P
4.4
生产日期 代表数量 金属接头及焊缝金属的试验机械性能试验 试验单位合同号 编号: 结 论 jgj/t27-2001 jgj107-2003 试样名称 试样来源 试验人 试验规程 审核人 试验日期 焊接质量评述: 冷 弯 弯心直径(mm) 弯曲角度 弯曲结果 备注 接头种类 试样编号 试验室负责人:日期: 监理工程师:日期: 极限强度(mpa) 直径(mm) 试件长度(mm) 焊缝长度(mm) 母材截面积(mm 2 ) 试 件 尺 寸 断口部位 极限

金属材料焊接期未试题
格式:pdf
大小:5KB
页数:2P
4.7
1 193班金属材料焊接期未试题 一、填空题 1、不锈钢是指主加元素的质量分数铬大于()的钢,它在空气中具有不锈的特性。 2、不锈钢按化学成分不同,不锈钢可分为()不锈钢和()不锈钢。按 性能不同,不锈钢分为()不锈钢和()不锈钢。按组织类型不同 可分为()不锈钢,()不锈钢、()不锈钢、() 不锈钢和()不锈钢。 3、不锈钢的主要腐蚀形式有()、()、()、()、 ()5种。 4、防止不锈钢焊接接头产生晶间腐蚀的措施有()和()措施两种。 5、不锈钢的固容处理是指将奥氏体不锈钢加热到(),使碳化物溶入奥氏体, 然后急速冷却,使碳化物来不及析出,得到成分均匀的奥氏体组织。固溶处理是防止产生 ()腐蚀的重要手段。 6、不锈钢的稳定化处理是一般加热到()温度,并保温2小时。是针对含 有稳定剂的奥氏体不锈钢设计的一种热处理工艺。 7、奥氏体不锈
压力管道金属材料焊接接头的流动加速腐蚀性能 压力管道金属材料焊接接头的流动加速腐蚀性能
格式:pdf
大小:522KB
页数:5P
4.6
通过温度、压力、流速可控的流动加速腐蚀实验机,模拟某冷凝水管线工况,对20钢分别与20钢、q345r钢和304不锈钢焊接接头的流动加速腐蚀性能进行研究。通过扫描电镜(sem)和能谱仪(eds)对腐蚀产物进行表征。结果表明:腐蚀速率从大到小依次为20钢-20钢、20钢-q345r钢、20钢-304不锈钢;相对于20钢母材,3种焊接接头的腐蚀电流均变小,腐蚀电位均向正方向偏移,构成电偶腐蚀时加速了母材的腐蚀速度。在介质流动的状态下,20钢-20钢焊接接头腐蚀产物膜为柱状,20钢-q345r钢焊接接头腐蚀产物膜为分层片状结构,20钢-304不锈钢焊接接头腐蚀产物为网状结构,其覆盖率从大到小依次为20钢-q345r,20钢-304不锈钢,20钢-20钢。
熔焊原理及金属材料焊接
格式:pdf
大小:23KB
页数:11P
4.5
熔焊原理及金属材料焊接 什么是焊接:焊接是通过加热或加压,或两者并用,并且用或不 用填充材料,使工件达到结合的一种方法。 宏观上焊接的两个特点: 1.需要外界能量。 2.焊接结合的不可拆卸性。 微观上的特点:焊接件之间达成原子间的结合。即就是原来分开 的工件,经过焊接后在为微观上形成一个整体。(两工件间建立了金 属键) 我们主要学习研究与熔焊有关的基本理论及应用 焊接接头示意图:1.焊缝2.熔合区3.热影响区4.母材 焊缝:焊接时焊件经过焊接形成的结合部分。 热影响区:母材因受热的影响(但未熔化)而发生组织与力学性能的 变化区域叫热影响区。 熔合区:焊缝与热影响之间的过渡区。 第一章焊接区温度的变化 1.焊接区温度的变化 加热是是实现熔焊的必要条件。 通过对焊件进行局部加热,使焊接区的金属熔化、冷却后形成 牢固接头。但加热也必将引起焊接区金属的成分、组织与性能的变化, 1
《熔焊原理及金属材料焊接》教案
格式:pdf
大小:8KB
页数:4P
4.7
1 《熔焊原理及金属材料焊接》教案 一、教材《熔焊原理及金属材料焊接》 二、教学对象新高职焊接专业的学生 三、教案试讲内容:第七章第三节《低碳调质钢的焊接》中 的(二)低碳调质钢的焊接性分析 本节课主要内容:详细分析了低碳调质钢的焊接性,为制 定该钢种的焊接工艺提供了依据。 四、本节课的教学目的及要求: 1.掌握该钢种焊接接头对各种焊接缺陷的敏感性和防止措 施; 2.掌握该钢种焊接热影响区性能下降的原因和防止措施。 五、本节课的重点、难点: 重点:冷裂纹产生原因及防止措施,热影响区脆化机理及 防止措施。 难点:热影响区脆化机理及防止措施。 六、本节课的教学时间:30分钟 七、教学方法:讲授法 八、教学过程: (一)复习旧课: 提问:什么是焊接性?答案(略) (二)导入新课: 2 三峡工程压力钢管下平段及蜗壳的焊接安装选用日本nkk 公司生产的nk一

钢筋焊接接头试验报告试验表9
格式:pdf
大小:16KB
页数:1P
4.7
钢筋焊接接头试验报告 试验表9 试验编号: 委托单位:试验委托人:来样日期: 工程名称:部位: 钢筋种类:级别规格:牌号: 产地:焊接类型: 试件代表数量:原材试验编号: 焊条型号:操作人:试验日期: 试件 编号 规格 横截面积 (mm2) 极限强度 (n/mm2) 断裂特征 及位置 (mm) 冷弯 备注弯心 直径 (mm) 角度评定 结论: 负责人:审核:计算:试验: 报告日期:年月日
001-试验表9钢筋焊接接头试验报告
格式:pdf
大小:16KB
页数:1P
4.4
试验: 报告日期:年月日 结论: 负责人:审核:计算: 评定 试件 编号 规格 横截面积极限强度 断裂特征 及位置 (mm) 冷弯 备注 弯心直径 (mm) 角度 焊条型号:操作人:试验日期: 年月日 产地:焊接类型: 试件代表数量:原材试验编号: 工程名称: 毕节双山新区职教园区路网工程三号路 部位: 钢材种类:级别及规格:牌号: 委托单位:试验委托人:来样日期: 年月日 钢筋焊接接头试验报告 试验表9 试验编号: 001



焊接接头组织
格式:pdf
大小:25KB
页数:5P
4.5
焊接接头组织 电弧焊接时,焊接电弧使焊件局部加热和熔化,同时加入填充金属(焊条或焊 丝),形成金属熔池,并不断把热量传给周围冷的母材金属。当电弧移开后,熔 池的温度迅速降低,熔池中液体金属凝固成焊缝。由于热传导的作用,母材将受 到不同程度的加热和冷却,相当于进行了一次热处理,使其组织和性能发生了变 化,这部分金属所占的区域就称为焊缝的热影响区。焊接接头是焊缝和热影响区 的总称。 由于电弧对焊接接头的加热是不均匀的,焊缝区温度达到金属的熔化温度, 而在整个热影响区中,离焊缝越近温度就越高。因此,在焊接接头组织中不仅组 织和性能都不均匀,而且在焊缝和热影响区中还容易产生各种焊接缺陷,存在焊 接残余应力和应力集中。焊接接头组织和性能与焊接方法、焊接规范、接头形式 等因素有关,并直接影响焊接结构的性能和可靠性。 热影响区某点加热的最高温度、高温停留时间及冷却速度
金属材料焊接接头机械性能试验报告相关
文辑推荐
知识推荐
百科推荐


职位:水利水电工程
擅长专业:土建 安装 装饰 市政 园林


