

净水厂工艺管道手工电弧焊操作中保证焊接质量的几点经验
格式:pdf
大小:68KB
页数:1P
人气 :95
 4.4
4.4
净水场厂内输水管道大部分为碳钢板卷焊管,其材质多为:A3、45~#和20g等,管道多为手工电弧焊接和法兰联结。施工中常产生一些焊接缺陷,严重的影响了施工质量。经过多年施工,我们总结出手工电弧焊较易产生的缺陷主要有:1、焊不透;2、夹渣;3、气孔;4、裂纹;5、咬边。通过无损探伤和X光复检结果分析,产生以上5种缺陷原因主要有: ①焊不透的原因是由焊接电流过小,对口间隙过小,坡口角度不当,焊速过快




手工电弧焊的基本操作技术
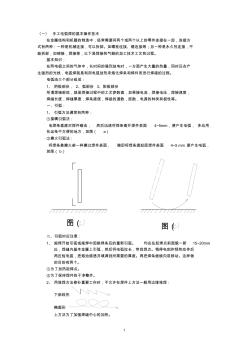
1 〈一〉手工电弧焊的基本操作技术 在金属结构和机器的制造中,经常需要将两个或两个以上的零件连接在一起,连接方 式有两种:一种是机械连接,可以拆卸。如螺栓连接、键连接等;另一种是永久性连接,不 能拆卸,如铆接,焊接等,以下是焊接和气割的加工技术工艺和过程。 基本知识: 在两电极之间的气体中,长时间的强烈放电时,一方面产生大量的热量,同时还会产 生强烈的光线,电弧焊就是利用电弧放热来熔化焊条和焊件而进行焊接的过程。 电弧由三个部分组成: 1、阴极部份,2、弧部份3、阳极部份 所谓焊接规范,就是焊接过程中的工艺参数值,如果接电流,焊接电压,焊接速度, 焊缝长度,焊缝厚度,焊条直径,焊接的道数,层数,电源的种类和极性等。 一、引弧: 1、引弧方法通常有两种: ①接嘴引弧法: 电焊条垂直对焊件碰击,然后迅速将焊条离开焊件表面4~5mm,便产生电弧,多应用 在运条不方便的地方,如图
编辑推荐下载
钢结构手工电弧焊焊接质量控制
格式:pdf
大小:21KB
页数:4P
4.7
钢结构手工电弧焊焊接工程质量管理 1、依据标准: 《建筑工程施工质量验收统一标准》gb50300-2001 《钢结构工程施工质量验收规范》gb50205-2001 2、施工准备 2.1材料及主要机具 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药 皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书 的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝 刷

手工电弧焊焊接工艺资料
格式:pdf
大小:85KB
页数:10P
4.5
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用
净水厂工艺管道手工电弧焊操作中保证焊接质量的几点经验热门文档
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
手工电弧焊焊接工艺
格式:pdf
大小:85KB
页数:10P
4.6
手工电弧焊焊接工艺 本工艺适用于低碳钢和低合金高强度各种大型钢结构 工程制造重要结构的焊接。 一、焊前准备 1.根据施焊结构钢材的强度等级,各种接头形式选择相等强 度等级牌号和合适焊条直径。 2.当施工环境温度低于0℃,或钢材的碳当量大于0.41%及 结构刚性过大,构件较厚时应采用焊前预热措施,预热温度 为80℃~100℃,预热范围为板厚的5倍,但不小于100mm。 3.工件厚度大于6mm对接焊时,为确保焊透强度,在板材 的对接边沿开切v形或x形坡口,坡口角度α为60°,钝边 p=0~1mm,装配间隙b=0~1mm,如图1。当板厚差≥4mm 时,应对较厚板材的对接边缘进行削斜处理,如图2。 4.焊条烘焙:酸性药皮类型焊条焊前烘焙150℃×2保温2 小时;碱性药皮类焊条焊前必须进行300~350℃×2烘焙, 并保温2小时才能使用

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3

手工电弧焊焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.5
sws 上海外高桥造船有限公司企业标准 q/sws42-022-2003 手工电弧焊焊接工艺规范 2003-04-25发布2003-05-10实施 上海外高桥造船有限公司发布 前言 本规范为公司新编制企业标准。是根据公司的生产实际经验并参照有关船厂企业标准编 制而成。 本规范代替g16-sws005《船体手工电弧焊通用工艺》。 本规范发布时,g16-sws005《船体手工电弧焊通用工艺》同时作废。 本规范由上海外高桥造船有限公司提出; 本规范由设计部归口。 本规范起草部门:设计部。 本规范主要起草(编制):陈国权 标检:徐玉珍 审核:孙嘉钧 本规范由总工程师南大庆批准。 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和

手工电弧焊焊接工艺规范
格式:pdf
大小:95KB
页数:8P
4.4
船舶制造焊接工艺规范 阜宁县阜城才林船舶保养厂 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材, 结构刚性较大以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a36 2ya32a36d32d36 3ya32a36d32d36e32
净水厂工艺管道手工电弧焊操作中保证焊接质量的几点经验精华文档

01手工电弧焊操作规程
格式:pdf
大小:69KB
页数:4P
4.6
手工电弧焊操作规程 1目的 规范常用碳素结构钢及低合金结构钢手工电弧焊的设备,工艺过程,材料,操作技术要素,焊接质 量检验及焊接缺陷消除方法,确保手工电弧焊质量。 2适用范围 适用于本企业碳素结构钢及合金结构钢全方位手工电弧焊。 3引用标准 gb/t985-1988气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式和尺寸 gb/t5185-1985金属焊接及钎焊方法在图样上的表示代号 gb/t324-1988焊缝符号表示法 gb/t5117-1995碳钢焊条 gb/t5118-1995低合金钢焊条 gb/t12467.3~4-1998焊接质量要求金属材料的熔化焊 jb928-67焊

手工电弧焊操作流程
格式:pdf
大小:1.5MB
页数:17P
4.4
综合维修车间培训教材(一) 手工电弧焊操作教程 综合维修车间 二〇一六年一月 2/172 手工电弧焊操作流程 电弧焊是熔化焊中最基本的焊接方法,它也是在各种焊接方法中应用最普遍的焊接 方法,其中最简单最常见的是用手工操作电焊条进行焊接的电弧焊,称为手工电弧焊, 简称手弧焊。手弧焊的设备简单,操作方便灵活,适应性强。它适用于厚度2mm以上的 各种金属材料和各种形状结构的焊接,尤其适于结构形状复杂、焊缝短或弯曲的焊件和 各种不同空间位置的焊缝焊接。手弧焊的主要缺点是焊接质量不够稳定,生产效率较低, 对操作者的技术水平要求较高。 手弧焊的焊接过程:首先将电焊机的输出端两极分别与焊件和焊钳连接,如图5-4 所示。再用焊钳夹持电焊条。焊接时在焊条与焊件之间引出电弧,高温电弧将焊条端头 与焊件局部熔化而形成熔池。然后,熔池迅速冷却、凝固形成焊缝,使分离的两块焊件 牢固地连接成一整体。焊条的

钢结构手工电弧焊焊接
格式:doc
大小:53KB
页数:4P
4.5
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
钢结构手工电弧焊焊接
格式:pdf
大小:10KB
页数:6P
4.5
钢结构手工电弧焊焊接 1.1本标准仅适用于本工程次钢构制作与安装手工电弧焊焊接。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;按说明书的 要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混 杂使用。 2.1.2主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、钢丝刷、等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合格证有效期限,应证明焊工所能承担 的焊接工作。 2.2.3现场供电应符合焊接用电要求。 2.2.4环境温度低于0℃,对预热,后热温度应根据工艺试验确 定。 3.1工艺流程 作业准备→电弧焊接(平焊、立焊、横焊、仰焊)
钢结构手工电弧焊焊接
格式:pdf
大小:37KB
页数:7P
4.8
钢结构手工电弧焊焊接 1.1本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安 装手工电弧焊焊接工程。 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按 要求施焊前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无 规定时,焊接q235钢时宜选用e43系列碳钢结构焊条;焊接16mn 钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随 用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应 与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、 小锤、焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术交底。 2.2.2施焊前应检查焊工合
净水厂工艺管道手工电弧焊操作中保证焊接质量的几点经验最新文档
手工电弧焊
格式:pdf
大小:834KB
页数:11P
4.5
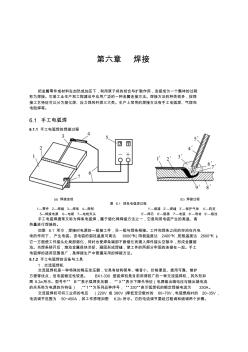
第六章焊接 把金属零件或材料在加热或加压下,利用原子间的结合与扩散作用,连接成为一个整体的过程 称为焊接。它是工业生产和工程建设中应用广泛的一种金属连接方法。焊接方法的种类很多,按焊 接工艺特征可以分为熔化焊、压力焊和钎焊三大类。生产上常用的焊接方法有手工电弧焊、气焊和 电阻焊等。 6.1手工电弧焊 6.1.1手工电弧焊的焊接过程 (a)焊接连线(b)焊接过程 图6.1焊条电弧焊过程 1—零件2—焊缝3—焊条4—焊钳1'—熔渣2'—焊缝3'—保护气体4'—药皮 5—焊接电源6—电缆7—地线夹头5'—焊芯6'—熔滴7'—电弧8'—母材9'—熔池 手工电弧焊通常又称为焊条电弧焊,属于熔化焊焊接方法之一,它是利用电弧产生的高温、高 热量进行焊接的。 如图6.1所示,焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电 场的作用下,产
焊接(手工电弧焊)技术交底
格式:pdf
大小:42KB
页数:3P
4.4
技术交底记录 编号:表12-1 工程名称30万吨/年芳烃抽提装置土建工程施工部位手工电弧焊 施工图号104-820a-062施工班组焊工班日期2005年4月2日 内容: 1本道工序的设计要求 本分项施工的部位为30万吨/年芳烃抽提装置有电弧焊的地方,为本交底适用于钢筋及埋件手工电弧焊。 2上道工序的验收标准: 2.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂合格证书及复检报告单。 2.2钢材:预埋件的钢材不得有裂缝、锈蚀、变形,其截面尺寸和机械性能应符合设计要求。 2.3焊条:焊条的牌号应符合设计规定。如无设计规定时,应符合以下要求: 2.3.1药皮应无裂缝、气孔、凹凸不平等缺陷,并不得有肉眼看得出的偏心度。 2.3.2焊接过程中,电弧应燃烧稳定,药皮熔化均匀,无成块脱落现象。 2.3.3焊条必须根据焊条说明书的要求烘干后才能使
钢筋手工电弧焊焊接
格式:pdf
大小:31KB
页数:5P
4.6
钢筋手工电弧焊 1范围 本工艺标准适用于工业与民用建筑的钢筋及埋件手工电弧焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。进口 钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊性试验。预埋件的锚爪应 用ⅰ、ⅱ级钢筋。钢筋应无老锈和油污。 2.1.2钢材:预埋件的钢材不得有裂缝、锈蚀、斑痕、变形,其断面尺寸和机械性能应 符合设计要求。 2.1.3焊条:焊条的牌号应符合设计规定。如设计无规定时,应符合表1的要求,焊条 质量应符合以下要求: 钢筋电弧焊使用的焊条牌号表1 项次钢筋级别搭接焊、帮条焊坡口焊 1ⅰ级e4303e4303e4303 2ⅱ级e4303e4303e5003 3ⅲ级e5003e5003e5503 4ⅰ、ⅱ级与钢板焊接e4303 注:不含
钢结构手工电弧焊焊接 (2)
格式:pdf
大小:32KB
页数:4P
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧 焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊 前经过烘焙。严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235 钢时宜选用e43系列碳钢结构焊条;焊接16mn钢时宜选用e50系列低合金结构 钢焊条;焊接重要结构时宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙 后,放入保温桶内,随用随取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相 同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条 烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件
手工电弧焊(气焊)安全操作规程
格式:pdf
大小:5KB
页数:2P
4.4
手工电弧焊工操作规程 1、应掌握一般电气知识,遵守焊工一般安全规程,还应熟悉 灭火技术,触电急救及人工呼吸方法。 2、工作前应检查焊机电源线,引出线及各接线点是否良好: 线路横越车行道应架空或安置保护盖;焊机二次线路及外壳必 须良好接地;焊条的夹钳绝缘必须良好。 3、雨天不准露天电焊,在潮湿地带工作时,应站在铺有绝缘 物品的地方并穿好绝缘鞋。 4、移动式电焊机从电力网上线或拆线,以及接地等工作均应 由电工进行。 5、工作时先接通电源开关,然后开启电焊机;停止时,先要 关电焊机,才能拉断电源开关。 6、移动电焊机位置,须先停机断电;焊接中突然停电,应立 即关好电焊机。 7、在人多的地方焊接时,应安设遮栏档住弧光。无遮挡时应 提醒周围人员不要直视弧光。 8、换焊条时应戴好手套,身体不要靠在铁板或其它导电物件 上。敲渣子时应戴上防护眼镜。 9、焊接有色金属件时,应加强
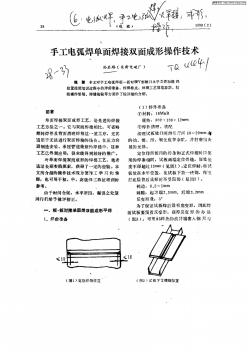
手工电弧焊单面焊接双面成形操作技术
格式:pdf
大小:1.5MB
页数:6P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
钢结构手工电弧焊焊接工艺标准
格式:pdf
大小:24KB
页数:6P
4.7
钢结构手工电弧焊焊接工艺标准 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工 电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。对有 需要进行烘焙要求的型号的焊条在施焊前要经过烘焙并要有记录。严禁使用药皮 脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢结 构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时 宜采用低氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随 取。酸性焊条与碱性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与 焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、 焊条烘箱、焊条保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2
钢结构手工电弧焊焊接工艺【工程施工】
格式:pdf
大小:22KB
页数:3P
4.7
钢结构手工电弧焊焊接 1范围 本工艺标准适用于一般工业与民用建筑工程中钢结构制作与安装手工电弧焊焊接工程。 2施工准备 2.1材料及主要机具: 2.1.1电焊条:其型号按设计要求选用,必须有质量证明书。按要求施焊前经过烘焙。 严禁使用药皮脱落、焊芯生锈的焊条。设计无规定时,焊接q235钢时宜选用e43系列碳钢 结构焊条;焊接16mn钢时宜选用e50系列低合金结构钢焊条;焊接重要结构时宜采用低 氢型焊条(碱性焊条)。按说明书的要求烘焙后,放入保温桶内,随用随取。酸性焊条与碱 性焊条不准混杂使用。 2.1.2引弧板:用坡口连接时需用弧板,弧板材质和坡口型式应与焊件相同。 2.1.3主要机具:电焊机(交、直流)、焊把线、焊钳、面罩、小锤、焊条烘箱、焊条 保温桶、钢丝刷、石棉布、测温计等。 2.2作业条件 2.2.1熟悉图纸,做焊接工艺技术

钢结构手工电弧焊焊接施工工艺 (2)
格式:pdf
大小:130KB
页数:8P
4.6
1 在此输入你的公司名称 logo 钢结构手工电弧焊 焊接施工工艺 2 钢结构手工电弧焊焊接施工工艺 3.1.6施工工艺 3.1.6.1工艺流程 3.1.6.2操作工艺 (1)焊接参数的选择 1)焊条直径的选择 焊条直径主要根据焊件厚度选择,见表3.1.6.2-l。多层焊的第一层以及非水平位 置焊 接时,焊条直径应选小一点。 2)焊接电流的选择主要根据焊条直径选择电流,方法有两种: 方法一、查表:见表3.1.6.2-2。 方法二、有近似的经验公式可供估算: i=(30~55)φ 式中φ-焊条直径,mm; i-焊接电流,ao 焊角焊缝时,电流要稍大些。 打底焊时,特别是焊接单面焊双面成形焊道时,使用的焊接电流要小;填充焊时, 通常 3 用较大的焊接电流;盖面焊时,为防止咬边和获得较美观的焊缝,使用的电流稍 小些。 碱性焊条选用的焊接电流比酸性焊条小
净水厂工艺管道手工电弧焊操作中保证焊接质量的几点经验相关
文辑推荐
知识推荐
百科推荐


职位:公路工程材料员
擅长专业:土建 安装 装饰 市政 园林


