



编辑推荐下载

 制造加氢反应器用12Cr2Mo1R(H)钢性能试验
制造加氢反应器用12Cr2Mo1R(H)钢性能试验 制造加氢反应器用12Cr2Mo1R(H)钢性能试验
格式:pdf
大小:303KB
页数:3P
 4.8
4.8
高温、高压加氢反应器是加氢裂化和加氢脱硫装置的核心设备,现今大多采用cr-mo钢材料,最常采用2.25cr-1mo钢。尤其是其中的热壁加氢反应器壳体几乎绝大部分都采用该钢制造。随着冶炼技术的不断发展,这种钢的纯洁性、匀质性、抗氢性能、抗回火性能和综合力学性能亦在不断提高和改善,12cr2mo1r(h)钢在我国压力容器制造已得到广泛应用。通过对某钢厂生产的12cr2mo1r(h)钢板在不同状态下进行试验,分别检验了该钢的性能,以获得比较合理可行的热处理工艺规范指导生产,满足了设备制造的各项相关要求。
试压盲板厚度简易口算公式推导 试压盲板厚度简易口算公式推导
格式:pdf
大小:307KB
页数:4P
4.6
通过对对称载荷圆形平板的应力变形进行分析,从其厚度计算公式的整个推导过程入手,归纳整理出适合于施工现场设备及管道等试压时,所需的盲板厚度的简易计算公式,使其达到现场口算化。
加氢反应器制造用试压盲板结构选择热门文档
价值工程在加氢反应器筒节锻造中的应用 价值工程在加氢反应器筒节锻造中的应用
格式:pdf
大小:190KB
页数:2P
4.7
运用价值工程原理,改进曾获国家科技进步一等奖的锻焊结构加氢反应器的筒节锻造工艺,创新后的筒节锻造工艺又应用在其他两台类似的加氢反应器上,总计降低生产成本1700余万元。
试压用盲板图
格式:pdf
大小:84KB
页数:2P
4.3
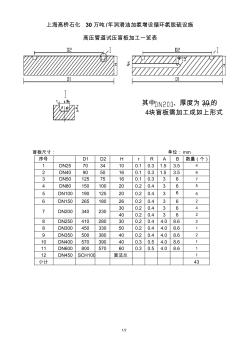
1/2 上海高桥石化30万吨/年润滑油加氢增设循环氢脱硫设施 高压管道试压盲板加工一览表 φ 其中、厚度为30的 4块盲板需加工成如上形式 φ 盲板尺寸:单位:mm 序号d1d2hrrab数量(个) 1dn257034100.10.31.53.54 2dn409050160.10.31.53.56 3dn5012575160.10.3367 4dn80150100200.20.4365 5dn100190125200.20.4366 6dn150265180260.20.4362 7dn200340230 300.20.4364 400.20.4362 8dn250410280300.20.44.08.62
工艺管道试压盲板规格
格式:pdf
大小:30KB
页数:2P
4.5
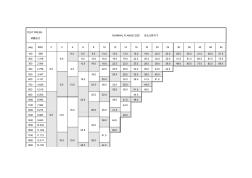
testpress. 试验压力 nominalflangesize法兰公称尺寸 psigmpa23468101214161820243036424854 100.6896.56.59.513.013.013.016.019.022.522.528.535.041.548.051.0 2001.3796.59.513.016.019.019.022.525.532.032.041.551.060.567.073.0 3002.06813.016.019.022.522.525.528.538.038.048.060.573.082.589.0 4002.7586.59.522.525.525.532.035.044.544.5
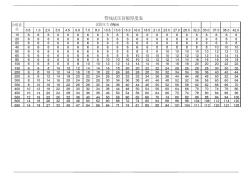
管道试压盲板厚度选用表
格式:pdf
大小:22KB
页数:1P
4.7
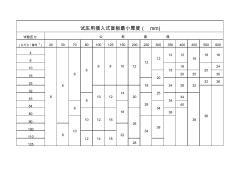
试验压力 (公斤力/厘米 2 )40507080100125150200250300350400450500600 4 6 101824 16202530 253238 32 4534 6440 8038 90 100 110 12528 试压用插入式盲板最小厚度(mm) 公称直径 18 38 18 25 36 20 25 34 12 28 18 32 12 18 28 34 38 12 18 24 34 12 10 14 18 22 12 20 26 6 10 12 14 8 12 16 18 8 8 12 8 6 8 6 10 6 10
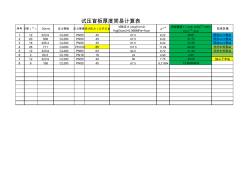
试压盲板厚度简易计算表
格式:pdf
大小:21KB
页数:1P
4.8
序号寸径(″)d(mm)压力等级压力等级设计压力(公斤力)试验压力p(kg(f)/cm2) 1kg(f)/cm2=0.098mpa=1barp^ 0.5盲板厚度t(mm)≥dp 1/2/100= d*p^0.5/100 站场区域 112323.9cl300pn504567.58.2226.61阿拉山口首站 220508cl300pn504567.58.2241.74阿拉山口首站 316406.4cl300pn504567.58.2233.39阿拉山口首站 428711cl600pn10085127.511.2980.28托托中间泵站 512323.9cl400pn636394.59.7231.49托托中间泵站 6260.3cl150pn1616244.902.
加氢反应器制造用试压盲板结构选择精华文档
加氢反应器管板与壳体焊接接头裂纹返修 加氢反应器管板与壳体焊接接头裂纹返修
格式:pdf
大小:240KB
页数:2P
4.7
通过对换热式加氢反应器管板与壳体焊接接头裂纹成因的分析,提出了成功的返修工艺,给出了同类材料焊接时预防焊接接头产生裂纹的有效方法。
加氢反应器组合顶盖板式主吊耳设计 加氢反应器组合顶盖板式主吊耳设计
格式:pdf
大小:447KB
页数:4P
4.4
文章以大庆石化建设公司120万t/a加氢反应器吊装为例,介绍一种新型的用于大型设备吊装的组合顶盖板式吊耳,并对其进行强度校核和拉力试验。组合顶盖板式吊耳具有可拆性,可与其他顶盖板组合重复使用,不仅解决了吊耳整体锻造的制造难题,还可节约部分吊装措施的费用。
乙烯装置碳二加氢反应器改造及开车条件优化
格式:pdf
大小:1013KB
页数:5P
4.7
对乙烯装置的碳二加氢反应器本体进行改造,以改善物料在反应器内的流动状态;优化裂解气压缩机五段出口防喘振控制方案,以满足反应器运行对空速的要求;优化催化剂钝化方案,缩短碳二加氢反应合格时间。通过上述改造和优化措施,乙烯装置减少了开工过程中的火炬排放,顺利实现装置原始开车一次成功。
乙烯装置碳二加氢反应器改造及开车条件优化
格式:pdf
大小:1.9MB
页数:4P
4.8
对乙烯装置的碳二加氢反应器本体进行改造,以改善物料在反应器内的流动状态;优化裂解气压缩机五段出口防喘振控制方案,以满足反应器运行对空速的要求;优化催化剂钝化方案,缩短碳二加氢反应合格时间.通过上述改造和优化措施,乙烯装置减少了开工过程中的火炬排放,顺利实现装置原始开车一次成功.
加氢反应器法兰密封槽裂纹的检测和定量 加氢反应器法兰密封槽裂纹的检测和定量
格式:pdf
大小:614KB
页数:3P
4.4
通过试验研究,实现衍射时差法(tofd)超声检测技术在加氢反应器法兰密封槽裂纹检测和定量中的应用。检测灵敏度达到5mm×1mm(长度×高度),裂纹高度测量误差<0.5mm。该技术适用于多种规格和材质的法兰密封槽裂纹的检测和定量。
加氢反应器制造用试压盲板结构选择最新文档
压力容器大直径接管现场试压盲板的选用及设计 压力容器大直径接管现场试压盲板的选用及设计
格式:pdf
大小:925KB
页数:2P
4.4
文章根据现行的容器标准,讨论了容器试压时容器接管封堵用封头形式及厚度计算,主要包括椭圆形封头、平盖封头、盲板法兰等封头的设计选用,并探讨了带加强肋平盖封头壁厚和加强筋数量、厚度的计算方法。该方法计算的盲板安全、经济,在中石油七建公司承建的抚顺、钦州项目得到实际应用验证,达到预期效果。
大型反应器加劲薄钢板结构屈曲性能 大型反应器加劲薄钢板结构屈曲性能
格式:pdf
大小:1.1MB
页数:7P
4.5
通过有限元方法分析了大型反应器钢结构体系的受力与变形的薄弱位置,并对反应器中大量使用的加劲薄钢板的屈曲性能进行了研究.在此基础上,实验分析了加劲板的稳定性.结果表明:矩形薄钢板开孔周围加加劲肋时,加劲肋对板起到嵌固作用;对于此反应器整体结构来说,薄板选择l形加劲肋最优;对于带有加劲肋的薄板,边界约束条件越强,临界屈曲荷载越大,板越不易发生屈曲.实验和数值结果有较好的一致性.
 大口径焊接坡口式阀门试压盲板的改进
大口径焊接坡口式阀门试压盲板的改进 大口径焊接坡口式阀门试压盲板的改进
格式:pdf
大小:255KB
页数:2P
4.4
高压大口径焊接坡口式阀门(bw型)试压泵水盲板的体积大、质量重、难适应生产的要求。采用分体式盲板后,很好的解决了盲板迅速匹配不同口径阀门试压泵水的问题
开停工过程造成加氢反应器破坏的原因分析及防护措施 开停工过程造成加氢反应器破坏的原因分析及防护措施
格式:pdf
大小:233KB
页数:4P
4.5
探讨了在开停工过程中,加氢反应器可能造成的氢脆、氢致开裂、铬钼钢的回火脆性、堆焊层剥离等破坏的机理及防护措施,并对胜利炼油厂重油加氢装置反应器的使用情况作了介绍。
加氢反应器焊接质量控制研究 加氢反应器焊接质量控制研究
格式:pdf
大小:175KB
页数:2P
4.7
分析了加氢反应器焊接质量问题产生的因素,提出了提高和控制加氢反应器焊接质量的相应对策和措施.只有提高加氢反应器焊接技术环节控制、提高焊接技术人员素质、控制加氢反应器焊接设备和材料的质量、优化加氢反应器焊接工序、预防加氢反应器焊接裂缝产生,才能全面提升加氢反应器的焊接质量.
加氢裂化装置高温高压管道试压盲板核算与安装方法 加氢裂化装置高温高压管道试压盲板核算与安装方法
格式:pdf
大小:81KB
页数:2P
4.4
通过在四川石化270万吨/年蜡油加氢裂化装置中的实践,对高温高压管道试压盲板的核算及安装方法进行了尝试探索。
加氢反应器封头管口90°弯管的制造 加氢反应器封头管口90°弯管的制造
格式:pdf
大小:334KB
页数:未知
4.6
加氢反应器是炼油厂加氢装置中的关键设备,其结构正由冷壁向热壁发展,我厂已成功地制造了两台热壁反应器。在该反应器的上下封头上各有一个管口,即油汽入口和出口。其由90°弯管和接管法兰组成,其中90°弯管的制造难度较大,也是该设备制造的关键之一。现将有关制造情况介绍如下。
制造加氢反应器用12Cr2MolR(H)钢性能试验 制造加氢反应器用12Cr2MolR(H)钢性能试验
格式:pdf
大小:174KB
页数:未知
4.5
高温、高压加氢反应器是加氢裂化和加氢脱硫装置的核心设备,现今大多采用cr—mo钢材料,最常采用2.25cr-1mo钢。尤其是其中的热壁加氢反应器壳体几乎绝大部分都采用该钢制造。随着冶炼技术的不断发展,这种钢的纯洁性、匀质性、抗氢性能、抗回火性能和综合力学性能亦在不断提高和改善,12cr2molr(h)钢在我国压力容器制造已得到广泛应用。通过对某钢厂生产的12cr2molr(h)钢板在不同状态下进行试验,分别检验了该钢的性能,以获得比较合理可行的热处理工艺规范指导生产,满足了设备制造的各项相关要求。
用简易拆卸盲板防止拱顶罐试压时负压超限 用简易拆卸盲板防止拱顶罐试压时负压超限
格式:pdf
大小:245KB
页数:未知
4.5
在拱顶罐的正压负压稳定性试验中,若负压超限,将导致罐体抽瘪事故。利用简易折卸盲板可有效防止负压超限,该方法简单易行。文章介绍了拱顶罐试压前的准备工作、试压过程的操作步骤及安全措施
加氢反应器制造用试压盲板结构选择相关
文辑推荐
知识推荐
百科推荐


职位:土建项目副经理
擅长专业:土建 安装 装饰 市政 园林


