

交流电焊机故障现象可能原因及排除方法
格式:pdf
大小:19KB
页数:3P
人气 :67
 4.8
4.8
交流电焊机故障现象可能原因及排除方法 交流电焊机变压器过热 现象: 1.过载 2.变压器绕组短路 方法: 1.减小焊接电流 2.排除短路故障 焊接电流过小 现象:1.次级电源线过长过细(导线压降太大) 2.次级电源线盘成圈状(电 感太大) 3.次级电源线接触不良(连接处接触电阻太大或与过作接触不良) 方法: 1.减小长度或放大面积 2.排除圈状 3.重新连接,使接触电阻减小。 焊接电流过大或过小 现象:1.电路中起感抗作用的绝缘损坏(引起电流过大) 2.磁回路产生涡流 (引起电流减小) 方法: 1.修复绝缘损坏处 2.调整铁心间隙 焊接电源线过热 现象:1.全根导线过热:导线截面积过小 2.连接处过热:连接处的接触电阻 过大 方法: 1.更换较大面积的导线 2.重新连接,减小接触电阻 焊接电流忽大忽小动铁心在焊接时位置不稳定固定调节手柄或动铁心 焊接时有“嗡嗡”异声动铁心的制动螺钉或弹簧过


编辑推荐下载

交流电焊机改造修理
格式:pdf
大小:35KB
页数:6P
4.7
交流电焊机改造修理 摘要:近年来,焊接生产大量应用气体保护焊设备,但在某些产品 和工序上,手工交流电焊机还是有着很大应用价值的。为此,我们对一 批老旧的手工交流电焊机予以保留并继续应用于生产。使用中故障频 发,直接影响了生产和安全。为此,我们通过反复实践,多次试验,初步探 索出应用菜单列项法检修交流电焊机的路子。 关键词:菜单列项法故障现象方案设计 1分析故障现象 1.1故障现象 我们先将5台在使用中,故障频发bx1-330型手工交流电焊机故 障产生的现象进行了归纳并进行了编号。(1)大档电流正常,小档时好 时坏,有时不引弧;(2)小档电流正常,大档时好时坏,有时不引弧;(3)电流 粗调小档位。接电有异响,不引弧;(4)电流粗调小档位正常,大档时,不 引弧;(5)无空载电压使用时电流忽大忽小。 1.2分析原因 以1bx1
 自己动手维修交流电焊机
自己动手维修交流电焊机 自己动手维修交流电焊机
格式:pdf
大小:85KB
页数:1P
4.5
交流电焊机在农机维修中的使用十分普遍,其结构是由一次绕组、二次绕组相隔离的变压器及调节和指示装置组成。焊机的作用是:将电网的交流电压变为适合弧焊的交流电压,配以焊钳利用焊条进行手工电弧焊。焊接
交流电焊机故障现象可能原因及排除方法热门文档

如何选购交流电焊机
格式:pdf
大小:11KB
页数:3P
4.8
蚅如何选购交流电焊机 蒀手工电弧焊机是一种技术比较成熟,结构相对简单的产品,其主要制造成本在于其所用的变压器及外壳 等金属件的重量!因此重型的bx3会比bx1贵,同理bx1也会比bx6贵!铜线机,铝线机,铜包铝线机 在重量比较下也能做到一目了然! 蚇2.型号参数只是一个参考指标 蚅bx1-***后面的参数代表能用的最大焊接电流值。如bx1-500就表示其最大电流是500a,但厂家能通 过很简单的办法使实际电流400a的机显示的电流值是500a!而你是没法用钳表来测实际电流的!所以在同 种型号机比较价格时,请参考第一条:重量重的肯定比轻的会贵!因此对市场上有些bx1-315的品牌机会 贵过杂牌的bx1-500你也就见怪不怪了!只要比一下重量就知原由了! 膄3.同等重量的机看变压器材料及工艺 膀变压器所用的材料矽钢片有进口和国产,新和旧,
 让交流电焊机自动开停
让交流电焊机自动开停 让交流电焊机自动开停
格式:pdf
大小:233KB
页数:1P
4.6
电焊机在工作中必然有许多空运行时间。因此,如能加装自动开停装置,就能够节省空运行时消耗的电能。我经过反复试验加装了如附图所示的电路,达到了空载时电焊机自动停电,焊接时只要焊条与焊件一接触,开关就自动合上给电焊机供电的理想效果。
交流电焊机故障现象可能原因及排除方法精华文档

自制微型交流电焊机(附图)
格式:pdf
大小:173KB
页数:3P
4.6
自制微型交流电焊机(附图) 交流电焊 业余电子制作和维修过程中,难免遇到焊接电池极片或薄钢板,而要确保顺利完成这一任 务就离不开电焊机。电焊机通常可分为直流电焊机和交流电焊机两种,这里介绍的是交流 电焊机,它由降压变压器、电流调节器和散热系统以及焊接导线、把手等附件组成。焊接 时不必使用电焊条,只需把欲焊接的两工件分别作为电路的两个电极,利用接触电阻处产 生的高温,将金属瞬间熔化,从而将工件牢牢焊接在一起。由于购买成品电焊机价格不菲, 倘若你觉得自己动手能力还不算太弱,也可以和笔者一样充分发挥diy精神,来制作一台 实用的微型交流电焊机。 电路工作原理 如图1所示,b2是降压变压器。也是电焊机的核心部件。ab2整流桥、单向可控硅scr、 单结晶体管ujt、电阻r2、r3、r4、r5、电容c2及电位器rp构成了焊接电流无级调节器。 直流电流表a用于间接指示焊接工作
交流电焊机
格式:pdf
大小:728KB
页数:7P
4.4
普通电焊机的工作原理和变压器相似,是一个降压变压器。在齿及线圈的两端是被焊接工件 和焊条,引燃电弧,在电弧的高温中将工件的缝隙和焊条熔接。 电焊变压器有自身的特点,就是具有电压急剧下降的特性。在焊条引燃后电压下降;在焊条 被粘连短路时,电压也是急剧下降。这种现象产生的原因,是电焊变压器的铁芯特性产生的。 电焊机的工作电压的调节,除了一次的220/380电压变换,二次线圈也有抽头变 换电压,同时还有用铁芯来调节的,可调铁芯的进入多少,就分流磁路,进入越 多,焊接电压越低。 是利用正负两极在瞬间短路时产生的高温电弧来熔化电焊条上的焊料和被焊材料,来达到使 它们结合的目的。电焊机的结构十分简单,说白了就是一个大功率的变压器,将220v交流 电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自身的特点, 就是具有电压急剧下降的特性。在焊条引燃
交流电焊机的特性
格式:pdf
大小:19KB
页数:3P
4.4
交流电焊机的特性 为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1.交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为 380v(单相)或220v。虽然接入焊接变压器的电压是一定的,如为380v或220v,但 通过这种变压器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而 迅速降低,此称为陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1)初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380v,因此一般交流电焊机接入电 网的电压为单项380v。 (2)零电压:为了保证焊接过程频繁短路(焊条与焊件接触)时,要求电压能自动降至 趋近于零,以限制短路电流不致无限增大而烧毁电源。 (3)空载电压:为了满足引弧与安全的需要
交流电焊机故障现象可能原因及排除方法最新文档
交流电焊机次级触电危害及预防 交流电焊机次级触电危害及预防
格式:pdf
大小:67KB
页数:2P
4.7
交流电焊机次级触电危害及预防陆瑜和(广西石油化工厅南宁530023)1前言交流电焊机次级空载电压一般为60~80v,工作电压16~35v,电流调节范围50~450a。由于次级电压较低,而且对于电焊工或配合焊接作业人员来说,次级触电现象常有发生,但在多...
交流电焊机自动节电电路 交流电焊机自动节电电路
格式:pdf
大小:57KB
页数:2P
4.7
交流电焊机自动节电电路中国第一拖拉机工程机械公司第一铸铁厂杨公宪本文介绍一种交流电焊机自动节电电路,它能自动控制电焊机的通电与断电。当焊条与工件接触时,电焊机立即自动接通,便能开始焊接;当焊条离开工件停止焊接时,电焊机便自动断开,使电焊机的空载电流由...
交流电焊机的节电措施 交流电焊机的节电措施
格式:pdf
大小:208KB
页数:1P
4.6
交流电焊机是一种最常用的低压电气设备,在建筑、冶金、机械制造等行业应用最为广泛。它主要的特点是工作时间间断频繁,空载运行时间长。一般焊接特别是高空作业时,电焊机引线长,操作点远离电源,要想在电焊机空载时断开电源很难做到,浪费大量电能。交流电焊机空载时,有功损耗约为额定容量的1%~2.5%,无功损耗约为额定容量的8%~9%,空载功率因数约为0.1~0.3。因此,可以针对电焊机的工作特点,对电焊机电路作适当改进,减少空载损耗,提高平均功
7.14.交流电焊机的构造
格式:pdf
大小:440KB
页数:2P
4.4
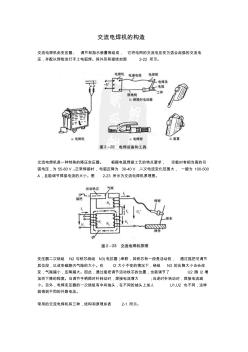
交流电焊机的构造 交流电焊机由变压器、调节和指示装置等组成,它将电网的交流电压变为适合起弧的交流电 压,并配以焊钳进行手工电弧焊。其外形和接线如图2-22所示。 交流电焊机是一种特殊的降压变压器。根据电弧焊接工艺的特点要求,空载时有相当高的引 弧电压,为55-80v。正常焊接时,电弧压降为30-40v,二次电流变化范围大,一般为100-500 a,且能调节焊接电流的大小。图2-23所示为交流电焊机原理图。 变压器二次绕组n2与铁芯绕组n3(电抗器)串联,其铁芯有一段是活动的,通过摇把可调节 其位段,以改变磁路内气隙的大小。在i2大小不变的情况下,绕组n3的压降大小也会改 变,气隙越小,压降越大。因此,通过摇把调节活动铁芯的位置,也就调节了u2随i2增 加而下降的程度。当调节手柄顺时针转动时,焊接电流增大;当逆时针转动时,焊接电流
交流电焊机型号
格式:pdf
大小:412KB
页数:5P
4.4
交流电焊机型号 描述 [1]交流电焊机实质上是一种特殊的降压变压器。将220v和380v交流电变为低压的交流电, 交流电焊机既是输出电源种类为交流电源的电焊机。焊接变压器有自身的特点,外特性就是在焊 条引燃后电压急剧下降的特性。 特性 为了使焊接顺利进行,这种变压器电源能按焊接过程的需要而具有如下特点: 1交流电焊机具有电压陡降的特性 一般的用电设备都要求电源的电压不随负载的变化而变化,其电压是恒定的,如为380v (单相)或220v。虽然接入焊接变压器的电压是一定的,如为380v或220v,但通过这种变压 器后所输出的电压可随输出电流(负载)的变化而变化,且电压随负载增大而迅速降低,此称为 陡降特性或称下降特性。这就适应了焊接所需各种的电压要求: (1)初级电压:即接入电焊机的外电压。 由于弧焊变压器初级线圈两端要求的电压为单项380v,因此一般
交流电焊机的维护和检修 交流电焊机的维护和检修
格式:pdf
大小:115KB
页数:2P
4.4
文章分析了交流电焊机的基本原理及基本性能,并根据交流电焊机操作、维护和故障检修特点,制定交流电焊机操作规程,确定交流电焊机的合理保养时间,明确保养人和保养内容,分析常见的故障及其排除方法。
交流电焊机故障现象可能原因及排除方法相关
文辑推荐
知识推荐
百科推荐


职位:中/高级建筑师
擅长专业:土建 安装 装饰 市政 园林


