

静电喷塑工艺流程 (2)
格式:pdf
大小:30KB
页数:3P
人气 :75
 4.8
4.8
静电喷塑工艺流程(静电喷涂工艺流程、静电粉末喷涂工艺) 及各工序相关设备、材料简介 静电喷涂工艺流程图解 静电喷塑比传统喷漆工艺的优势 (“静电粉末喷涂”俗称“静电喷塑”): 1、不需稀料,施工对环境无污染,对人体无毒害; 2、涂层外观质量优异,附着力及机械强度强; 3、喷涂施工固化时间短; 4、涂层耐腐耐磨能力高出很多; 5、不需底漆; 6、施工简便,对工人技术要求低; 7、成本低于同效果的喷漆工艺; 8、有些应用场合已经明确提出必须使用静电喷塑工艺处理; 9、静电喷粉喷涂过程中不会出现喷漆工艺中常见的流淌现象; 10、喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺; 11、发展速度快,除了象锤纹、桔纹、磨砂、高光、亚光、裂纹、闪金、闪银等各种效果之 外,近几年陆续出现了耐高温粉末、内低温粉末、高耐候性粉末、耐水粉末、耐酸粉末、低温 固化粉末、 UV固化粉末等等,使静电粉末



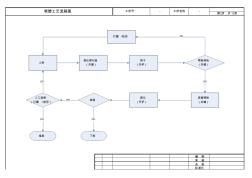
静电喷塑工艺、
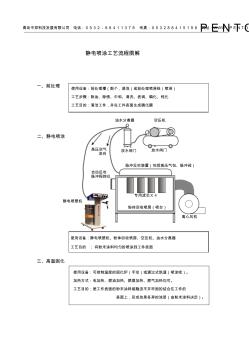
工艺名称工艺流程目的任务与详细步骤 1、前处理 目的:除掉工件表面的油污、灰尘、 锈迹,并在工件表面生成一层抗腐蚀 且能够增加喷涂涂层附着力的“磷化 层”。 主要工艺步骤:除油、除锈、磷化、 钝化。工件经前处理后不但表面没有 油、锈、尘,而且原来银白色有光泽 的表面上生成一层均匀而粗糙的不 容易生锈的灰色磷化膜,既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的:将粉末涂料均匀地喷涂到工 件的表面上,特殊工件(包含容易产 生静电屏蔽的位置)应该采用高性能 的静电喷塑机来完成喷涂。 工艺步骤: 利用静电吸附原理,在工件的表 面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收, 过筛后可以再用 3、高温固化 目的:将工件表面的粉末涂料加热 到规定的温度并保温相应的时间,使 之熔化、流平、固化,从而得到我们 想要的工件表面效果。 工艺步骤:将喷涂好的工件推入 固
喷塑工艺流程
喷塑工艺流程 一、前景 热固性粉末涂料作为高性能、低公害,少污染,省能源的新型涂料而崛起,已成为取 代传统的溶剂型涂料的主要产品之一。我国随着轻工,家用电器,电子仪表,汽车及防腐 等行业的发展和环境保护、节省能源、资源的需要,对热固性粉末涂料的产量、质量、品 种等要求与日俱增。我国的热固性粉末涂料,由六十年代初发展起来的环氧树脂粉末涂 料,发展到目前的环氧/聚酯粉末涂料、纯聚酯树脂粉末涂料、聚氨酯粉末涂料和丙烯酸 粉末涂料等。固化条件由原来的180℃,30分钟降低到180℃,10~15分钟,甚至更低的 140℃,10~15分钟的热固性粉末涂料。同时由于粉末涂料质量的提高,使得粉末涂料在单 位面积喷粉量减少,在金属表面的沉积效应提高,粉末利用率大大提高,因此,回收和再 循环的额外投资大为降低。 我国的树脂生产企业,对发展热固性粉末涂料也作了应有的贡献,新型和专用树脂陆续投 放市场。特别是
编辑推荐下载
喷塑工艺流程说明
格式:pdf
大小:26KB
页数:4P
4.5
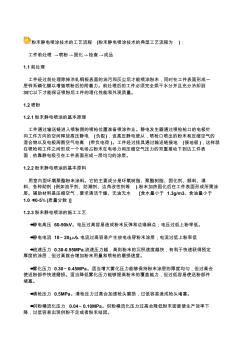
1 喷塑工艺 1.准备工作 1.1零部件 零件表面应进行吹灰处理,不需喷塑的部位要遮盖处理。 1.2设备 a.静电发生器:通电检查静电发生器电源是否正常,电压输出是否正常。 b.粉桶:粉末是否处于悬浮状态。 c.喷枪、粉管、粉泵:是否清理干净,不允许有残留粉末。 d.空气压缩机:通电检查压缩机工作是否正常,空气压力是否满足要求。 e.压缩空气冷冻干燥机及气路油水分离装置:检查是否工作正常,排油、排水装置是否正常工作。 f.试喷:检查上粉是否正常,电压、气压、设备运转是否正常。 2.工艺过程 2.1参数检查 静电电压:30-70kv 空气压力:0.6-0.8mpa 供粉量:150-250g/min(可调节) 2.2调试喷枪:打开静电发生器,出粉由进气调节。气压从零开始,逐渐调大,观察出粉量是否均匀。 喷涂:喷枪与零部件距离10-20cm。喷焊道及不易上粉的部位时喷枪距零部件可以
喷塑工艺流程
格式:pdf
大小:53KB
页数:1P
4.6
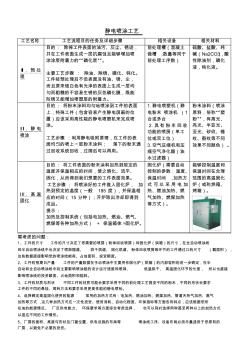
静电喷涂工艺 工艺名称工艺流程目的任务及详细步骤相关设备相关材料 ⅰ.预处 理 目的:除掉工件表面的油污、灰尘、锈迹, 并在工件表面生成一层抗腐蚀且能够增加喷 涂涂层附着力的“磷化层”。 主要工艺步骤:除油、除锈、磷化、钝化。 工件经预处理后不但表面没有油、锈、尘, 而且原来银白色有光泽的表面上生成一层均 匀而粗糙的不容易生锈的灰色磷化膜,既能 防锈又能增加喷塑层的附着力。 前处理槽(混凝土 做槽,数量等同于 前处理工序数) 硫酸、盐酸、纯 碱(na2co3),酸 性除油剂,磷化 液,钝化液。 ⅱ.静电 喷涂 目的:将粉末涂料均匀地喷涂到工件的表面 上,特殊工件(包含容易产生静电屏蔽的位 置)应该采用高性能的静电喷塑机来完成喷 涂。 工艺步骤:利用静电吸附原理,在工件的表 面均匀的喷上一层粉末涂料;落下的粉末通 过回收系统回收,过筛后可以再用。 1.静电喷塑机(
静电喷塑工艺流程热门文档
喷塑工艺流程 (2)
格式:pdf
大小:1.4MB
页数:12P
4.7
1 喷塑工艺流程 一、前景 热固性粉末涂料作为高性能、低公害,少污染,省能源的新型涂料而崛起,已成为取 代传统的溶剂型涂料的主要产品之一。我国随着轻工,家用电器,电子仪表,汽车及防腐 等行业的发展和环境保护、节省能源、资源的需要,对热固性粉末涂料的产量、质量、品 种等要求与日俱增。我国的热固性粉末涂料,由六十年代初发展起来的环氧树脂粉末涂 料,发展到目前的环氧/聚酯粉末涂料、纯聚酯树脂粉末涂料、聚氨酯粉末涂料和丙烯酸 粉末涂料等。固化条件由原来的180℃,30分钟降低到180℃,10~15分钟,甚至更低的 140℃,10~15分钟的热固性粉末涂料。同时由于粉末涂料质量的提高,使得粉末涂料在单 位面积喷粉量减少,在金属表面的沉积效应提高,粉末利用率大大提高,因此,回收和再 循环的额外投资大为降低。 我国的树脂生产企业,对发展热固性粉末涂料也作了应有的贡献,新型和专用树脂陆续
喷塑工艺流程 (3)
格式:pdf
大小:463KB
页数:12P
4.6
1 喷塑工艺流程 一、前景 热固性粉末涂料作为高性能、低公害,少污染,省能源的新型涂料而崛起,已成为取 代传统的溶剂型涂料的主要产品之一。我国随着轻工,家用电器,电子仪表,汽车及防腐 等行业的发展和环境保护、节省能源、资源的需要,对热固性粉末涂料的产量、质量、品 种等要求与日俱增。我国的热固性粉末涂料,由六十年代初发展起来的环氧树脂粉末涂 料,发展到目前的环氧/聚酯粉末涂料、纯聚酯树脂粉末涂料、聚氨酯粉末涂料和丙烯酸 粉末涂料等。固化条件由原来的180℃,30分钟降低到180℃,10~15分钟,甚至更低的 140℃,10~15分钟的热固性粉末涂料。同时由于粉末涂料质量的提高,使得粉末涂料在单 位面积喷粉量减少,在金属表面的沉积效应提高,粉末利用率大大提高,因此,回收和再 循环的额外投资大为降低。 我国的树脂生产企业,对发展热固性粉末涂料也作了应有的贡献,新型和专用树脂陆续投 放市场。
 静电喷塑工艺在石材机械中的应用
静电喷塑工艺在石材机械中的应用 静电喷塑工艺在石材机械中的应用
格式:pdf
大小:362KB
页数:3P
4.5
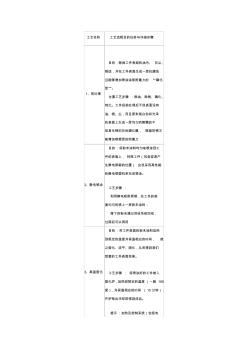
本文介绍静电喷塑工艺在石材机械制造过程中应用的基本原理,静电喷塑的工艺流程以及各工序的相关设备和使用材料,并对静电喷塑工艺在石材机械制造应用中常见的故障及处理措施进行了详细的分析。对在石材机械上的应用效果和成本进行了介绍和分析比较,以供石材机械制造企业同行进行参考,从而不断采用新技术和新工艺去提高石材机械的质量和制造水平,以促进石材业的飞速发展。
喷塑工艺流程(20201027183229)
格式:pdf
大小:476KB
页数:12P
4.6
喷塑工艺流程 一、前景 热固性粉末涂料作为高性能、低公害,少污染,省能源的新型涂料而崛起,已成为取 代传统的溶剂型涂料的主要产品之一。我国随着轻工,家用电器,电子仪表,汽车及防腐 等行业的发展和环境保护、节省能源、资源的需要,对热固性粉末涂料的产量、质量、品 种等要求与日俱增。我国的热固性粉末涂料,由六十年代初发展起来的环氧树脂粉末涂 料,发展到目前的环氧/聚酯粉末涂料、纯聚酯树脂粉末涂料、聚氨酯粉末涂料和丙烯酸 粉末涂料等。固化条件由原来的180℃,30分钟降低到180℃,10~15分钟,甚至更低的 140℃,10~15分钟的热固性粉末涂料。同时由于粉末涂料质量的提高,使得粉末涂料在单 位面积喷粉量减少,在金属表面的沉积效应提高,粉末利用率大大提高,因此,回收和再 循环的额外投资大为降低。 我国的树脂生产企业,对发展热固性粉末涂料也作了应有的贡献,新型和专用树脂陆续投 放市场。特别是
静电喷塑工艺流程精华文档


静电喷涂的工艺流程
格式:pdf
大小:75KB
页数:6P
4.7
1/6 静电喷涂的工艺流程: 严格说来静电喷涂分为“静电液体喷涂”和“静电粉体喷涂”两大类,我们平时说的静电喷涂, 往往是单指“静电粉末喷涂”,也叫“静电喷塑”。 静电粉末喷涂工艺流程: 1、前处理 目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂 涂层附着力的“磷化层”。 主要工艺步骤:除油、除锈、磷化、钝化。工件经前处理后不但表面没有油、锈、尘,而 且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置) 应该采用高性能的静电喷塑机来完成喷涂。 工艺步骤: 利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收,过筛后可以再用 3、高温固化 目的:将工件表面的
86静电喷涂工艺流程图解
格式:pdf
大小:67KB
页数:1P
4.5
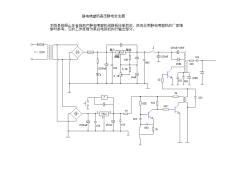
静电喷涂工艺流程图解 空压机油水分离器 脉冲反吹装置(包括高压气包、脉冲阀) 自动反吹 脉冲程控仪 静电喷塑机 离心风机 放水阀门放水阀门高压空气 流向 一、前处理 粉体回收喷房(喷台) 专用滤芯x4 使用设备:前处理槽(数个,浸泡)或前处理喷淋线(喷淋) 工艺步骤:除油、除锈、中和、清洗、表调、磷化、钝化 工艺目的:清洁工件,并在工件表面生成磷化膜 二、静电喷涂 三、高温固化 使用设备:可控制温度的固化炉(手动)或通过式烘道(喷涂线)。 加热方式:电加热、燃油加热、燃煤加热、燃气加热均可。 工艺目的:使工件表面的粉末涂料熔融流平并牢固的结合在工件的 表面上,形成效果各异的涂层(由粉末涂料决定)。 青岛中邦科技发展有限公司 电话:0532-88411378 传真:053288415198 网址:www.pentoo.com 使用设备:静电喷塑机、粉体回收喷房、空压
粉末静电喷涂技术的工艺流程
格式:pdf
大小:18KB
页数:5P
4.5
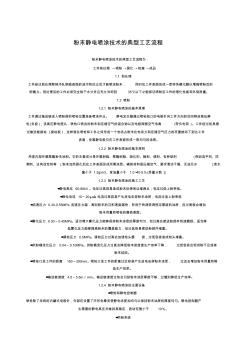
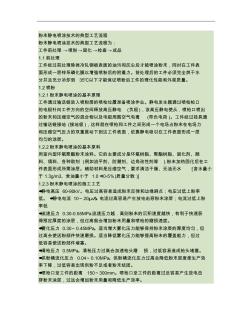
粉末静电喷涂技术的工艺流程(粉末静电喷涂技术的典型工艺流程为): 工件前处理→喷粉→固化→检查→成品 1.1前处理 工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表面形成一 层锌系磷化膜以增强喷粉后的附着力。前处理后的工件必须完全烘干水分并且充分冷却到 35℃以下才能保证喷粉后工件的理化性能和外观质量。 1.2喷粉 1.2.1粉末静电喷涂的基本原理 工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口的电极针 向工件方向的空间释放高压静电(负极),该高压静电使从.喷枪口喷出的粉末和压缩空气的 混合物以及电极周围空气电离(带负电荷)。工件经过挂具通过输送链接地(接地极),这样就 在喷枪和工件之间形成一个电场占粉末在电场力和压缩空气压力的双重推动下到达工件表 面,依靠静电吸引在工件表面形成一层均匀的涂层。 1.2.2粉末静电喷涂
静电喷塑工艺流程最新文档
散热器静电喷塑--表面质量检验标准
格式:pdf
大小:33KB
页数:2P
4.5
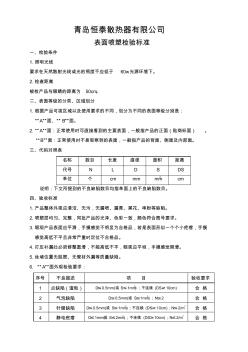
青岛恒泰散热器有限公司 表面喷塑检验标准 一、检验条件 1.照明光线 要求在天然散射光线或光的照度不应低于60w光源环境下。 2.检查距离 被检产品与眼睛的距离为50cm。 二、表面等级的分类、区域划分 1.根据产品可视区域以及使用要求的不同,划分为不同的表面等级分别是: “a”面、“b”面。 2.“a”面:正常使用时可直接看到的主要表面,一般指产品的正面(贴商标面)。 “b”面:正常使用时不易观察到的表面,一般指产品的背面、侧面及内部面。 三、代码对照表 名称数目长度直径面积距离 代号nldsds 单位个cmmmmm2cm 说明:下文所提到的不良缺陷数目均指单面上的不良缺陷数目。 四、验收标准 1.产品整体外观应清洁、无污,无漏喷、漏青、黑花、串粉等缺陷。 2.喷塑层均匀、完整,同批产品的光泽、色彩一致,颜色符合图号要求。 3.眼观产品表面应平滑

静电喷涂的工艺流程(20201029162308)
格式:pdf
大小:78KB
页数:6P
4.5
静电喷涂的工艺流程: 严格说来静电喷涂分为“静电液体喷涂”和“静电粉体喷涂”两大类,我们平时说的静电喷涂, 往往是单指“静电粉末喷涂”,也叫“静电喷塑”。 静电粉末喷涂工艺流程: 1、前处理 目的:除掉工件表面的油污、灰尘、锈迹,并在工件表面生成一层抗腐蚀且能够增加喷涂 涂层附着力的“磷化层”。 主要工艺步骤:除油、除锈、磷化、钝化。工件经前处理后不但表面没有油、锈、尘,而 且原来银白色有光泽的表面上生成一层均匀而粗糙的不容易生锈的灰色磷化膜,既能防锈又 能增加喷塑层的附着力 2、静电喷涂 目的:将粉末涂料均匀地喷涂到工件的表面上,特殊工件(包含容易产生静电屏蔽的位置) 应该采用高性能的静电喷塑机来完成喷涂。 工艺步骤: 利用静电吸附原理,在工件的表面均匀的喷上一层粉末涂料; 落下的粉末通过回收系统回收,过筛后可以再用 3、高温固化 目的:将工件表面的粉末涂料加热

粉末静电喷涂技术的工艺流程00
格式:pdf
大小:7KB
页数:2P
4.7
粉末静电喷涂技术的工艺流程 1.工件前处理 2.喷粉2.1粉末静电喷涂的基本原料 2.2粉末静电喷涂的施工工艺 3.固化 4.检查 5.成品 1前处理 工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表面形成 一层锌系磷化膜以增强喷粉后的附着力。前处理后的工件必须完全烘干水分并且充分冷却到 35℃以下才能保证喷粉后工件的理化性能和外观质量。 前处理工艺质量好坏直接影响粉末涂膜质量,前处理不好,造成涂膜易脱落,鼓 泡等现象。因此,前处理工作必须予以重视。 为了清洗掉铝制品表面存在着的污垢和缺陷,如灰尘、金属氧化物、残留油污、手印、 轻微的划(擦)伤等,在表面处理之前,必须进行必要的表面预处理。其一般工艺是:脱脂 →水洗→碱蚀洗→一次水洗→二次水洗→中和→水洗。 (1)脱脂脱脂处理通常也称为除油,其目的是除去铝材表面的工艺润滑油、防锈油和其他 污物,以保证在
粉末静电喷涂技术的典型工艺流程
格式:pdf
大小:9KB
页数:3P
4.6
粉末静电喷涂技术的典型工艺流程 粉末静电喷涂技术的典型工艺流程为: 工件前处理→喷粉→固化→检查→成品 1.1前处理 工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表面形成一层锌系磷化膜以增强喷粉后的 附着力。前处理后的工件必须完全烘干水分并且充分冷却到35℃以下才能保证喷粉后工件的理化性能和外观质量。 1.2喷粉 1.2.1粉末静电喷涂的基本原理 工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口的电极针向工件方向的空间释放高压静 电(负极),该高压静电使从.喷枪口喷出的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。工件经过挂具通 过输送链接地(接地极),这样就在喷枪和工件之间形成一个电场占粉末在电场力和压缩空气压力的双重推动下到达工件 表面,依靠静电吸引在工件表面形成一层均匀的涂层。 1.2.2粉末静电喷涂
粉末静电喷涂流程(精)
格式:pdf
大小:56KB
页数:5P
4.6
粉末静电喷涂技术的典型工艺流程 粉末静电喷涂技术的典型工艺流程为: 工件前处理→喷粉→固化→检查→成品 1.1前处理 工件经过前处理除掉冷轧钢板表面的油污和灰尘后才能喷涂粉末,同时在工件表 面形成一层锌系磷化膜以增强喷粉后的附着力。前处理后的工件必须完全烘干水 分并且充分冷却到35℃以下才能保证喷粉后工件的理化性能和外观质量。 1.2喷粉 1.2.1粉末静电喷涂的基本原理 工件通过输送链进入喷粉房的喷枪位置准备喷涂作业。静电发生器通过喷枪枪口 的电极针向工件方向的空间释放高压静电(负极),该高压静电使从.喷枪口喷出 的粉末和压缩空气的混合物以及电极周围空气电离(带负电荷)。工件经过挂具通 过输送链接地(接地极),这样就在喷枪和工件之间形成一个电场占粉末在电场力 和压缩空气压力的双重推动下到达工件表面,依靠静电吸引在工件表面形成一层 均匀的涂层。 1.2.2粉末静电喷
 静电喷塑桥架和热镀锌桥架哪个贵
静电喷塑桥架和热镀锌桥架哪个贵 静电喷塑桥架和热镀锌桥架哪个贵
格式:doc
大小:52KB
页数:5P
4.7
本文将从建设工程领域的角度出发,对比分析静电喷塑桥架和热镀锌桥架的价格差异,并详细说明两者的特点和适用场景,以帮助读者了解哪种桥架更为贵重。
塑料瓶工艺流程
格式:pdf
大小:557KB
页数:6P
4.6
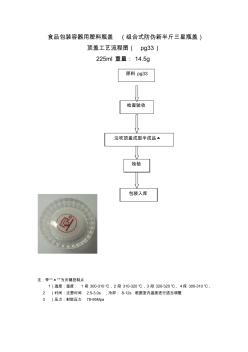
食品包装容器用塑料瓶盖(组合式防伪新半斤三星瓶盖) 顶盖工艺流程图(pg33) 225ml重量:14.5g 注:带“▲”为关键控制点 1)温度:温度:1段300-310℃,2段310-320℃,3段320-320℃,4段300-310℃, 2)时间:注塑时间2.5-3.0s;冷却:8-12s根据室内温度进行适当调整 3)压力:射胶压力78-95mpa 原料pg33 检查验收 注吹顶盖成型半成品▲ 包装入库 检验 上内盖瓶盖(pe) 工艺流程图 注:带“▲”为关键控制点 1)温度:温度:1段200-210℃,2段210-220℃,3段220-220℃,4段200-210℃, 2)时间:注塑时间2.5-3.0s;冷却:8-16s根据室内温度进行适当调整 3)压

注塑工艺流程
格式:pdf
大小:198KB
页数:3P
4.6
delphipackrdelecteicsystemsco.,ltd. 注塑工序流程文件编号 版本号1.0页次 上模工序流程 发布日期01-02-2008第1页共3页 德尔福派克电气系统有限公司 sop-pm-401 作业流程图 文件号 上模 根据计划确认模具 是否符合生产标准。 (1分钟) 拿取吊环与吊带安装到模具上, 吊出模具至压车上拉到机台边上 no yes 开模具维护清单至 打开机台马达及电热。 把行车开到指定机台边缘。 (1分钟) 确认顶杆和定位圈及 限位开关是否符合标准。 从压车上把模具慢速吊到机台上方 把模具靠在定模板慢速下降至定位位 在调模状态下 慢速开模到位。 把吊环吊带取下,行车开 到指定位置,打开模具。 (2分钟) 装上压板上下拉开 用加力板手压紧压板紧固螺丝 (4分钟) 用干净布擦试模具表 面 待模温到实际值按标 顶针连接,按需求接顶针
静电喷塑工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:高级给排水工程师
擅长专业:土建 安装 装饰 市政 园林


