

机床微机控制系统与机床改造讲座:第三讲 零件...
格式:pdf
大小:171KB
页数:7P
人气 :68
 4.7
4.7
第三讲 零件加工程序的编制 俘定水泵厂(0710 61) 张永皋 编锚零件椰工程序除了要熟练掌握讥睐微机控制系统,曲各项指々外,还 要熟悉零件的毛坏加工余量,工艺参数的选择、工艺装备的使用以及零件的 尺寸精度、形位公差要求,指导零件l朋工的有关工艺文件等等。只有掌握了 这些情况后,才能综合考虑,合理编制加工程序,保证零件的加工精度和生 产效率。 一 , 螭程前的准备工作 用机床微机控制系统改造的普通机床,习惯上叫做简易数控机床或经济 塑数控机床 选种简易数控机床,由于实行了拄程序自动加工,就必然对柏 工剐象及其工艺条件有特定的要求,当适应了这条件后,机床才能发挥其优 势。应用简易效控机床在编程前应考虑以下几十方面。 1.加工零件的坯料 简易数控机床 (以车床为铡)加工的零件大致可分为轴类、盘类和珠类 兰种。坯料可分黼 造、锻造和型材下斜三种。无论对于哪种坯料



 机床微机控制系统与机床改造讲座 第三讲 零件加工程序的编制
机床微机控制系统与机床改造讲座 第三讲 零件加工程序的编制 机床微机控制系统与机床改造讲座 第三讲 零件加工程序的编制
编制零件加工程序除了要熟练掌握机床微机控制系统的各项指令外,还要熟悉零件的毛坯加工余量、工艺参数的选择、工艺装备的使用以及零件的尺寸精度、形位公差要求、指导零件加工的有关工艺文件等等。只有掌握了这些情况后,才能综合考虑、合理编制加工程序、保证零件的加工精度和生产效率。
基于机床改造智能视觉的舰船用零件的加工控制优化
舰船用零件加工要求精度极高,为了改善加工工艺,提出一种机床改造智能视觉的舰船用零件的加工控制优化方法。进行加工控制约束参量分析,对影响加工精度的曲面啮合、机床进给速度、主轴转速等参量进行解析优化分析,在机器视觉下进行机床控制参量的优化量算改造,实现舰船用零件控制优化,得出机床进刀最优控制律,改善加工工艺。仿真结果表明,采用该方法进行舰船用零件的加工控制,加工轨迹误差较低,收敛效果较好。
编辑推荐下载
机床零件用感应器的设计及选用 机床零件用感应器的设计及选用
格式:pdf
大小:447KB
页数:5P
4.7
以几种典型的机床零件的感应加热淬火方式为例,分析了感应器的设计和选用,包括加热不同零件或零件特殊部位的施感导体即感应圈的结构及其加热效果,感应圈匝数选定,功率核算,仿形感应器,导磁体的应用等。
机床微机控制系统与机床改造讲座第三讲零件热门文档
多工位组合机床控制系统改造
格式:pdf
大小:308KB
页数:1P
4.7
组合机床兼有低成本和高效率的优点,在大批量生产中得到了广泛的应用,并可以组成自动生产线。在我单位使用继电器控制的组合机床,效率低,误差大,故障率比较大,严重地影响了工人劳动的积极性。现将plc控制技术应用于机床,大大提高了自动化程度和工作效率,同时减少了大量继电器的硬件接线,工作的可靠程度也显著增加,方便了操作和维修。
多工位组合机床控制系统的PLC改造
格式:pdf
大小:2.2MB
页数:3P
4.3
介绍了用西门子s7-200系列plc对多工位组合机床电气控制系统的改造,介绍了系统的工艺流程,给出改造后plc端子接线图和主程序。实践结果证明改造后控制系统工作可靠,操作方便直观,故障率低,提高了工效。
传统机床控制系统的数控化改造研究
格式:pdf
大小:7.6MB
页数:6P
4.6
传统机床的控制系统多为继电器-接触器系统,不仅增加了控制系统的接线复杂度和故障率,且造成控制功能单一、不易扩展等缺点,故传统机床的数控化改造势在必行。以c650车床为例,分析了原有继电器-接触器系统的控制功能及其组成;以plc为核心控制单元,以主轴电动机、进给步进电动机为控制对象,设计研制了c650型车床的数控化控制系统,并通过试验台对其进行了验证。结果表明:所研制的数控化控制系统可以实现主轴电动机的正反转、制动、点动及步进电动机的调速等控制功能,为其他型号机床的数控化改造提供了一种技术参考。
用PLC改造三面铣组合机床控制系统
格式:pdf
大小:631KB
页数:3P
4.5
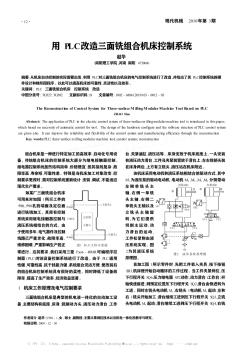
从机床自动控制的实际需要出发,利用plc对三面铣组合机床的电气控制系统进行了改造,并给出了其plc控制系统的硬件设计和梯形图程序。以此可以提高机床的可靠性、灵活性以及效率。
数控机床轴类零件加工工艺分析大学设计 (2)
格式:pdf
大小:187KB
页数:26P
4.5
毕业论文<设计)任务书 课题名称数控机床轴类零件加工工艺分析 毕业论文<设计)任务书 一、毕业论文<设计)地目地与要求: 大学三年地时间匆匆而过,在这三年地学习中,掌握了一定地专业知 识,毕业设计是对我们前两年专业知识地综合考验也是一次回顾,把所学 地理论知识灵活地运用到实践操作中来这样更能强化学生对专业知识更 深一步地理解.针对本课题总结目地三点如下: <1)毕业设计是数控专业教案体系中构成数控加工技术专业知识及 专业技能地重要组成部分. <2)毕业设计是运用数控原理、、数控编程、专业软件等专业知识 和数控机床地一次综合实训练习. <3)对教案计划和课程设计地一次总结. 毕业设计使学生能够把三年所学到地知识灵活运用、融会贯通,以巩 固和提高所学过地知识.在设计过程中,培养学生地资料检索、知识综合 应用、团队合作等方面能力,提高学生处理问题及时做出
机床微机控制系统与机床改造讲座第三讲零件精华文档
数控机床轴类零件加工工艺分析大学设计
格式:pdf
大小:187KB
页数:26P
4.6
毕业论文<设计)任务书 课题名称数控机床轴类零件加工工艺分析 毕业论文<设计)任务书 一、毕业论文<设计)地目地与要求: 大学三年地时间匆匆而过,在这三年地学习中,掌握了一定地专业知 识,毕业设计是对我们前两年专业知识地综合考验也是一次回顾,把所学 地理论知识灵活地运用到实践操作中来这样更能强化学生对专业知识更 深一步地理解.针对本课题总结目地三点如下: <1)毕业设计是数控专业教案体系中构成数控加工技术专业知识及 专业技能地重要组成部分. <2)毕业设计是运用数控原理、、数控编程、专业软件等专业知识 和数控机床地一次综合实训练习. <3)对教案计划和课程设计地一次总结. 毕业设计使学生能够把三年所学到地知识灵活运用、融会贯通,以巩 固和提高所学过地知识.在设计过程中,培养学生地资料检索、知识综合 应用、团队合作等方面能力,提高学生处理问题及时做出
浅谈普通机床加工的曲面零件工艺 浅谈普通机床加工的曲面零件工艺
格式:pdf
大小:51KB
页数:1P
4.6
一般用来加工样式比较单一的零件的机床,我们称之普通机床。用普通机床加工出具有弧形曲面的零件是机床生产商最为关注的问题。本文就将对普通机床中的零件切割刀的支撑进行分析和研究,并且以特别案例的形式对具有曲面的零件在普通机床上的加工工艺进行剖析,从而得出能够提高零件加工密度和效率的方法。
基于多零件工序族工艺规划的机床产品构型综合设计 基于多零件工序族工艺规划的机床产品构型综合设计
格式:pdf
大小:415KB
页数:未知
4.5
针对机床产品的定制问题,以基本工艺元为基础将多零件工序族进行组合,建立了工艺和机床结构的映射关系,建立了机床的运动功能模型并计算完成工序族所需要的运动范围,制定了机床的运动学图谱并根据约束条件进行选择,使机床的工艺能力在多零件工序组合的加工需求变化范围内,从而实现机床的定制柔性。工艺聚类和排序为实现以工艺能力为导向的机床结构设计提供了依据,保证了设计的定制性,最后以实例进行了说明。
《数控机床电气控制》讲座 第五章 数控机床主轴控制系统
格式:pdf
大小:592KB
页数:4P
4.5
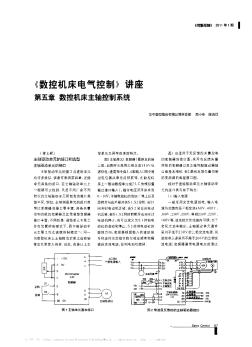
主轴驱动单元的接口和选型主轴驱动单元的接口主轴驱动单元的接口与进给单元有许多类似,读者可参阅第四章。进给单元具备的接口,在主轴驱动单元上一般都可以找到,只是不同厂家不同档次的主轴驱动单元所包含的接口类型不同,例如,主轴伺服单元的接口类型比变频器的接口要丰富;具备矢量控制功能的变频器又比简易型变频器
《数控机床电气控制》讲座 第五章 数控机床主轴控制系统
格式:pdf
大小:644KB
页数:3P
4.5
数控机床主轴及其控制系统的性能在某种程度上决定了机床的性能及其档次,因此,在数控机床的发展进程中都引起高度的重视。本章介绍:数控机床主轴控制系统的要求;三相笼型感应电动机+齿轮变速箱这种普通主轴的控制;变频器调速主轴的工作原理,其中包括感应电动机的变频调速和矢量控制及直接转矩控制等原理,这些是现代数控
机床微机控制系统与机床改造讲座第三讲零件最新文档
机床清洗
格式:pdf
大小:2.4MB
页数:12P
4.4
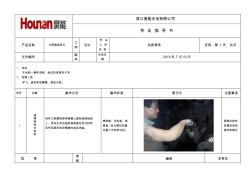
浙江昊能光电有限公司 作业指导书 产品名称太阳能级硅片 工 序 切片 作业 工序 名称 机床清洗页码:第1页共页 文件编号 版 本 生效日 期 2015年7月10日 一、目的 车间统一操作流程,保证机床清洗干净 二、所需工具 铲刀、废砂浆放置桶、清洗水枪。 序号步骤操作方法操作标准图示化注意事项 1 清 理 绕 线 仓 砂 浆 用铲刀把横移架伸缩臂上面和线筒轴承 上、导轮主体后面的轴承部位的沉积砂 浆铲到废砂浆收集桶内或泡沫盒。 横移架、导轮架、线 筒轴/张力臂及机器 内壁上无砂浆沉积。 清理出的砂 浆要回收到 废砂浆桶内 批准 审 核 编制宋常乐 浙江昊能光电有限公司 作业指导书 产品名称太阳能级硅片 工 序 切片 作业 工序 名称 机床清洗页码:第2页共2页 文件编号 版 本 生效日 期 2015年7月10日 序号
机床电气控制系统论文
格式:pdf
大小:8KB
页数:1P
4.8
浅谈机床电气控制系统 【摘要】数控机床的电气控制系统是机床应用中非常重要的一 部分。本文阐述了机床电气控制系统的概况,详细介绍了电气控制 系统的原理,针对应用中常出现的故障情况讲解了如何维修,最后 展望了机床电气控制系统的技术发展方向。 【关键词】数控机床;电气控制系统;现场维修;技术发展 1.我国从2003年开始就成了全球最大的机床消费国,也成了世 界上最大的数控机床进口国 目前正在提高机械加工设备的数控化率,1999年,我们国家机 械加工设备数控化率是5-8%,目前预计是15~20%之间。 因此,随着电子技术和自动化技术的发展,数控技术的应用越 来越广泛。以微处理器为基础,以大规模集成电路为标志的数控设 备,已在我国批量生产、大量引进和推广应用,它们给机械制造业 的发展创造了条件,并带来很大的效益。 “九五”期间,为促进我国数控机床的发展,机床工具行业针 对我国数控机床产量低

《数控机床电气控制》讲座 第三章 数控系统基本知识
格式:pdf
大小:1.2MB
页数:6P
4.5
3.4计算机数控系统的软件体系结构3.4.1cnc系统软、硬件界面数控系统是由软件和硬件组成的,硬件为软件的运行提供了支撑环境,软件结构取决于cnc系统中的软件和硬件分工。在信息处理方面,软件和硬件在逻辑上是等价的,在cnc系统中,由硬件完成的工作,原则上也可由软件来完成,但是硬件和软件各有不同的特点,硬件处理速度快,但造价
数控机床常见故障的诊断维修与机床保养探讨 数控机床常见故障的诊断维修与机床保养探讨
格式:pdf
大小:56KB
页数:2P
4.4
数控机床在我国已有近三十余年的应用历史,在使用过程中积累了大量的经验,并在科研技术上表现出国际性优势.为了保障其在生产中的稳定性,本文就所需要掌握的故障诊断原则与维修技术进行分析,并在维护方法上进行研究,从技术角度为出发点,为相关的研究与实践操作提供参考.
基于PLC的旧式机床电气控制系统的改造
格式:pdf
大小:97KB
页数:1P
4.5
目前采用继电器控制的旧式普通机床设备仍在企业中广泛使用.随着plc技术的发展,使用plc相对于使用继电器线路拥有无法比拟的优势,用可编程序控制器(plc)改造旧机床电控系统,是非常现实的技术改造方案.特别是一些加工工艺较特殊的机床设备,采用plc实现机床电器系统的控制更有优势.所以对这类普通机床控制系统进行改造是非常必要的.
机床改造PLC在电气控制系统中的应用
格式:pdf
大小:229KB
页数:3P
4.4
机床是一种在工业制造和加工,并为企业备件的制作,为企业在生产中,设备损坏应急的器件加工等机械加工的设备,传统的机床电气控制系统是以继电器、接触器为主体的半自动控制系统,本文通过plc的技术结合原机床电器的控制来加以改进,利用plc可编程控制,进行机床手动控制系统的改进,plc程序的控制可靠稳定、加工精度高、自动操作易于控制扩展等优点,对传统的机床电气控制系统以及运用和改造进行分析。
基于PLC控制系统的电解加工机床改造
格式:pdf
大小:601KB
页数:3P
4.4
介绍了上海宝钢设备检修有限公司宝钢机械厂电解加工机床plc自动控制系统。根据电解加工机床的要求,设计了控制系统的总体方案,阐述了该系统硬件设备配置及相应软件体系,机床主轴进给系统是由交流伺服电动机、光栅尺、滚珠丝杠等精密部件及plc构成的全闭环控制系统。配备触摸屏作为人机接口,使系统控制界面友好,简单直观,便于操作。实际运行表明,该系统稳定可靠,满足生产工艺要求。
基于PLC的多工位组合机床控制系统改造
格式:pdf
大小:307KB
页数:4P
4.4
采用可编程控制器(plc)技术对卧式多工位组合机床进行改造,并根据生产工艺要求,将各工位及上下料有机地协调工作,提高了生产率和系统的可靠性。介绍了卧式多工位组合机床的工艺和控制要求,以及控制系统的软、硬件设计。
基于PLC的深孔钻组合机床控制系统的改造研究
格式:pdf
大小:576KB
页数:3P
4.5
采用西门子s7-200系列可编程控制器(plc)对深孔钻组合机床的控制系统进行技术改造。介绍了深孔钻组合机床的工作过程,给出了plc控制的i/o端子接线图和梯形图程序。实践证明改造后的深孔钻组合机床在实际生产中运行稳定,生产效率大为提高。
基于PLC的钻锪组合机床控制系统的改造
格式:pdf
大小:259KB
页数:3P
4.5
采用西门子s7-200系列可编程控制器(plc)对钻锪组合机床的控制系统进行技术改造,介绍了钻锪组合机床的工作过程,给出设计了plc控制的i/o端子接线图和梯形图程序。实践证明改造后的钻锪组合机床在实际生产中运行稳定,生产效率大大提高。
机床微机控制系统与机床改造讲座第三讲零件相关
文辑推荐
知识推荐
百科推荐


职位:BIM深化设计师(幕墙)
擅长专业:土建 安装 装饰 市政 园林


