

未来聚变工程实验堆真空室1/32段扇区焊接分析
格式:pdf
大小:2.7MB
页数:7P
人气 :81
 4.4
4.4
对未来聚变工程实验堆真空室1/8段预研计划中第一个1/32扇区的焊接过程进行了分析。数值模拟采用固有应变法,比较并设计了1/32段扇区的焊接工装,同时对焊接形变趋势和形变量进行了预测。焊接过程中控制点的偏移反映了1/32段扇区整体的形变趋势和形变量与数值模拟结果相符合,焊接工装的设计与焊接过程中预补偿的应用有助于提高1/32段的制造精度。



 聚变堆用CLAM钢激光焊接接头显微组织及性能
聚变堆用CLAM钢激光焊接接头显微组织及性能 聚变堆用CLAM钢激光焊接接头显微组织及性能
对聚变堆用clam钢进行了激光焊接试验,并对接头进行740℃/1h焊后回火处理,分别对热处理前、后接头的显微组织及性能进行了研究.结果表明,获得了成形良好、无缺陷的焊接接头;焊态下,焊缝由淬硬的板条马氏体和大量的δ铁素体组织组成.完全淬火区由板条马氏体和极少量的δ铁素体组成,其硬度高达545hv;焊后热处理使焊缝及完全淬火区的板条马氏体分别转变为碳化物弥散分布的回火马氏体和回火索氏体组织.显著降低了接头的淬硬程度,最大硬度仅比母材高约15%;焊后回火热处理前、后接头的抗拉强度均高于基体母材,虽然焊后热处理使接头强度有所降低,但仍达到原始母材的98%以上.
中国聚变工程实验堆大功率混合直流开关概念设计 中国聚变工程实验堆大功率混合直流开关概念设计
中国聚变工程实验堆中的超导线圈失超保护开关要求的额定参数达到了10kv/±100ka,针对该运行参数提出了一种混合式直流开关。承担稳态通流的机械开关采用了三级触头结构,可以降低固态开关的通流时间。双向固态开关的阀串采用二极管桥与igbt组合的形式,结温分析证明可以提高器件的流通电流限制,并对该基本单元拓扑进行了大电流开断实验,验证了该设计的可行性。
编辑推荐下载
国际热核聚变实验堆磁体线圈终端盒的设计 国际热核聚变实验堆磁体线圈终端盒的设计
格式:pdf
大小:616KB
页数:4P
4.4
线圈终端盒(ctb)是国际热核聚变实验堆超导磁体系统的重要组成部分,其内部组件的漏热常常是整个磁体系统的主要漏热源之一,在很大程度上决定着低温系统的液氦消耗量。本文从降低热负荷的角度对ctb内部冷屏、超导电流传输线、电流引线、阀及冷却管路、外部盒体的设计进行了详细阐述,为最终结构的确定提供了理论依据。
太钢不锈“核聚变铜+钢复合板产品”将正式运用于国际热核聚变实验反应堆计划 太钢不锈“核聚变铜+钢复合板产品”将正式运用于国际热核聚变实验反应堆计划
格式:pdf
大小:81KB
页数:1P
4.6
近日,从山西太钢传来消息,经过科研人员不懈努力,太钢1.5吨的核聚变铜+钢复合板产品实现供货,该批产品将正式运用于“iter计划”。
聚变工程实验堆真空室1/32段扇区焊接分析热门文档
焊接温度对铝真空钎焊的影响 焊接温度对铝真空钎焊的影响
格式:pdf
大小:82KB
页数:2P
4.5
近年来真空钎焊技术快速发展,用途最广泛的铝合金真空钎焊产品也越来越普及。焊接温度是铝合金真空钎焊中的必要参数,需要考虑方方面面的因素,想要获得高质量的焊接产品,就必须选取最恰当的焊接温度。
35CrMnSi钢真空电子束焊焊接熔合线裂纹分析 35CrMnSi钢真空电子束焊焊接熔合线裂纹分析
格式:pdf
大小:124KB
页数:未知
4.8
分析了35crmnsi钢真空电子束对接焊接头缺陷的性质,指出了对该种材料今后检测中应注意的一些问题。
镍基钎料真空钎焊316L不锈钢钎焊接头组织转变的研究(英文) 镍基钎料真空钎焊316L不锈钢钎焊接头组织转变的研究(英文)
格式:pdf
大小:1.8MB
页数:5P
4.4
使用质量比为6:4的混合镍基钎料bni-2与bni-5对316l不锈钢进行真空钎焊。由于钎缝间隙对钎焊接头组织性能有重要影响,所以在钎焊温度1140℃,保温时间10min的钎焊参数下,分别对钎缝间隙为30,60和100μm进行了钎焊实验。主要通过光学显微镜、扫描电子显微镜、能谱分析仪、电子探针显微分析仪以及显微硬度计等对钎焊接头界面组织特征进行分析。结果表明,分布于钎焊接头中心连续共晶组织是导致裂纹扩展的主要通道。另外,研究发现当进行完整的等温凝固过程时,只有γ-ni固溶体相存在于钎焊接头中,但在钎缝与母材边界的沿晶界区域仍存在第二相的金属间化合物。
 聚变堆用CLAM钢管件冷推弯成形数值模拟及试验研究
聚变堆用CLAM钢管件冷推弯成形数值模拟及试验研究 聚变堆用CLAM钢管件冷推弯成形数值模拟及试验研究
格式:pdf
大小:577KB
页数:7P
4.3
为解决clam钢的冷成形困难的问题,争取使其早日服役于核聚变环境,利用有限元数值模拟软件对clam钢管材的室温冷推弯过程进行了数值模拟,对影响弯头冷成形的工艺参数进行了优化以及对冷成形效果进行预报,由此确定了相对优化的工艺参数;并使用摩擦因子约为0.07的表面涂层对管坯进行润滑处理,结合有限元模拟结果进行了实际冷成形。研究表明,在厚度分布以及表面质量等方面,实验结果和模拟结果吻合,实际成形效果优良。因此,数值模拟的优化计算可以较好地指导聚变堆用难变形材料clam钢弯头的室温冷成形。
聚变工程实验堆真空室1/32段扇区焊接分析精华文档
聚变堆用难变形CLAM钢三通成形模拟及试验研究 聚变堆用难变形CLAM钢三通成形模拟及试验研究
格式:pdf
大小:651KB
页数:6P
4.8
利用有限元软件对聚变堆用clam钢三通管件的内高压整体成形工艺进行了数值模拟,研究了压力加载路径及摩擦条件关键工艺参数对支管高度以及壁厚分布的影响,从而确定了clam钢三通管件内高压成形的优化工艺参数组合。使用满足优化摩擦系数的表面涂层对clam钢管坯进行润滑处理,并根据优化结果对clam钢管材进行了内高压成形试验。实际成形的三通管件在几何尺寸及厚度分布方面,实验结果和模拟结果吻合。研究结果表明,通过有限元数值模拟可准确预测难变形材料clam钢三通的复杂冷成形,并确定工艺参数;通过确定的工艺参数可制备出几何尺寸及厚度分布均满足要求的高质量聚变堆用三通管件。
聚变堆第一镜材料块体金属玻璃表面特性 聚变堆第一镜材料块体金属玻璃表面特性
格式:pdf
大小:488KB
页数:4P
4.6
研究了块体金属玻璃(块体非晶合金)zr65al7.5ni10cu17.5,co61.2b26.2si7.8ta4.8和金属多晶钼3种第一镜材料经低温等离子体h和ar辐照后的表面特性变化。结果表明,两种块体金属玻璃的抗h等离子体溅射能力与其成分有关。随着等离子体辐照时间的增加,金属多晶钼和块体金属玻璃zr65al7.5ni10cu17.5的表面粗糙度增大,镜面反射率降低;而块体金属玻璃co61.2b26.2si7.8ta4.8的表面粗糙度减小,镜面反射率升高。x射线衍射仪(xrd)分析表明,块体金属玻璃在离子体溅射过程中,表面微结构具有自修复性。
焊接实验报告
格式:pdf
大小:13KB
页数:6P
4.7
焊接实验报告 材料工程实验报告 (焊接方向) 任课教师:施政顾荣海 学号:060810316姓名:王光华所在院系:材料科学与技术学院 材料科学与技术学院 2019年11月 实验一焊条设计及制备工艺实验 一、实验目的 1.了解焊条的结构和生产过程。 2.了解常用酸性焊条药皮配方的组成。3.初步掌握焊条的设计方法和设计步骤。 二、实验设备及材料 1.焊条制备系统:搅拌机、压涂机、送丝机、磨头磨尾机和烘干炉;2.天平,称 药皮原料用;3.压制焊条用原料 (1)药皮原料:大理石、萤石、石英、钛白粉、金红石、45号硅铁、锰铁、钛铁等; (2)焊芯:压制焊条用h08a焊芯——砂纸打磨至表面无锈迹;(3)粘结剂:水玻璃 实验原理 1.压制焊条基本原理 焊条由药皮和焊芯组成,焊条结构如图1所示。焊条药皮

Cr20Ni32炉管焊接工法
格式:pdf
大小:37KB
页数:5P
4.4
cr20ni32炉管焊接工法 1 cr20ni32炉管焊接工法 作者筒介:王敬一同志1991年毕业于抚顺石油学院焊接专业,现任第三工程公司工程师、焊 接责任工程师。曾赴新加坡参加乙烯装置施工,并在辽化加氢制氢工程中担任焊接责任工程师。该 工法为作者的处女作。 一、前言 在石油化工建设施工中,对于制氢装置及合成氨装置的转化炉的高温管道系统 (一般820c左右)均采用ni-fe-cr系铁镍基合金cr20ni32钢,此钢种在高温下具 有良好的力学性能,抗氧化和抗腐蚀性能。由于铁镍基管材及所需焊材中加入大量贵 重的ni、cr等合金元素,因此它的造价较高,焊接性较差,需认真组织施工,保证工 程一次成优。 通过三套同类装置转化炉炉管的焊接施工,我们总结出此工法。本工法具有如下 特点: 1)由于转化炉炉管系统温度高,介质易燃易爆,因此施工必须坚持质量第一的 原则。 2)在保
聚变工程实验堆真空室1/32段扇区焊接分析最新文档
不锈钢真空保温器皿的焊接
格式:pdf
大小:1.1MB
页数:4P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 154/32/112电路焊接头:连接头
154/32/112电路焊接头:连接头 154/32/112电路焊接头:连接头
格式:pdf
大小:116KB
页数:未知
4.8
molex公司推出一款引脚兼容的154电路连接头,以及32和112电路焊接头,用于汽车和运输行业动力传动应用的业界标准接口,应用包括发动机控制单元(ecu)、自动变速箱、悬挂控制器和电气泊车制动。
焊接工艺评定报告(16mm埋弧焊12-32)
格式:pdf
大小:124KB
页数:6P
4.5
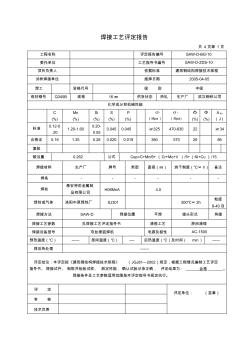
焊接工艺评定报告 共4页第1页 工程名称评定报告编号saw-d-bg-10 委托单位工艺指导书编号saw-d-zds-10 项目负责人依据标准建筑钢结构焊接技术规程 试样焊接单位施焊日期2005-04-05 焊工资格代号级别中级 母材钢号q345b规格16㎜供货状态热轧生产厂武汉钢铁公司 化学成分和机械性能 c (%) mn (%) si (%) s (%) p (%) σs (mpa) σb (mpa) δ (%) φ (%) akv (j) 标准 0.12-0 .20 1.20-1.60 0.20- 0.55 0.0450.045≥325470-63022≥34 合格证0.161.350.280.0200.0193805702686 复验 碳当量0.262公式
焊接实验心得体会
格式:pdf
大小:9KB
页数:4P
4.6
焊接实验心得体会 【篇一:焊接工艺学实验心得体会】 焊接工艺学实验培训总结 朱山德 通过一个星期的焊接培训,有一定的感性和理性认识,打好了日后 学习技术课的入门基础。培养了我理论联系实际的能力,提高了我 分析问题和解决问题的能力,增强了独立工作的能力。最主要的是 培养了我与其他同学的团队合作、共同探讨、共同前进的精神。具 体如下:1.熟悉手工焊锡的常用工具的使用及其维护与修理。2.基 本掌握手工电烙铁的焊接技术,能够独立的完成简单电子产品的安 装与焊接。熟悉电子产品的安装工艺的生产流程。3.熟悉印制电路 板设计的步骤和方法,熟悉手工制作印制电板的工艺流程,能够根 据电路原理图,元器件实物设计并制作印制电路板。 一、学习内容:1讲解焊接的操作方法和注意事项;2练习焊接3分 发与清点元件。4讲解收音机的工作原理及其分类;5讲解收音机元 器件的类别、型号

真空-堆载联合预压加固区形状对加固效果的影响
格式:pdf
大小:259KB
页数:3P
3
真空-堆载联合预压加固区形状对加固效果的影响——运用真空-堆载联合预压法加固软土地基,设计及施工人员主要从做好加固区密封和减少排水通道的阻力两方面入手,来提高软土地基的加固效果.在影响软土地基加固效果的诸多因素中,加固区形状对加固效果也有较大影...
天津市焊接钢管企业重点实验室 天津市焊接钢管企业重点实验室
格式:pdf
大小:68KB
页数:未知
4.4
天津市焊接钢管企业重点实验室(简称实验室)由中国钢研新冶集团技术公司与天津市联众钢管有限公司联合建立,于2015年8月28日获得天津市科委认定,并于2016年5月16日通过cnas认可。实验室位于中国华北焊管生产基地——天津市大邱庄,是天津市唯一一家集焊管研发、检测、分析于一体的中心。实验室现有固定研究人员38人,流动研究人员5人。其中,中国工程院院士1人,教授级高级工程师20人,高级工程师9人,拥有硕士及以上学位者26人,拥有高级工程师及以上职称的人员占比为76%。
多扇区天线阵列中的微带开关设计与实现 多扇区天线阵列中的微带开关设计与实现
格式:pdf
大小:399KB
页数:未知
4.4
在宽带无线网络中,为了扩展传输距离和提升链路速率,天线系统的性能至关重要。提出了一种应用于多扇区天线阵列中的单刀八掷微带开关,工作频段为5.7~5.9ghz,多扇区天线阵列共包括八个扇区,每个扇区天线水平面波束覆盖范围为45°,信号通过单刀八掷微带开关在各扇区天线间进行高速波束动态切换,从而在满足高增益的同时实现了水平360°全向覆盖。单刀八掷微带开关由微带线和pin二极管构成,通过采用adsmomentum电磁场仿真工具进行仿真及实际生产并进行测试,结果表明所设计的单刀八掷微带开关的插入损耗、隔离度和驻波比等关键性能指标均达到设计要求。
真空调平工艺在车辆薄板焊接箱体的运用 真空调平工艺在车辆薄板焊接箱体的运用
格式:pdf
大小:2.6MB
页数:2P
4.5
本文介绍了一种新的调平工艺——真空调平工艺运用于车辆薄板焊接箱体焊后调平,针对解决车辆焊接箱体薄板焊接变形大,采用手工火焰调校工艺表面产生鼓包和凹坑的现象,大大提升焊接产品的外观质量。
聚变工程实验堆真空室1/32段扇区焊接分析相关
文辑推荐
知识推荐
百科推荐


职位:总工程师
擅长专业:土建 安装 装饰 市政 园林


