

焊接与切割安全(GB9448-88)
格式:pdf
大小:35KB
页数:22P
人气 :65
 4.5
4.5
焊接与切割安全 (GB9448-88) 为了保障焊接与切割工作者的安全 , 改善卫生条件 , 防止工伤事故和减少经济 损失,特制定本标准。 1 适用范围 本标准规定了焊接与切割安全的基本原则,适用于各种焊接与切割操作。 水下、化工、铁路、船舶等专业焊接与切割中的安全标准,是本标准专业 内容的具体补充。 2 气焊与气割设备及操作安全 2 .1一般安全要求 2 .1.1乙炔最高工作压力禁止超过 174kPa1.5kgf/cm*2*)表压。 2 .1.2禁止使用紫铜、银或含铜量超过 70%的铜合金制造与乙炔接触的 仪表、管子等零件。 2 .1.3乙炔发生器、回火防止器、氢气和液化石油气瓶、减压器等均应 采取防止冻结措施。 一旦冻结应用热水解冻, 禁止采用明火烘烤或用棍棒敲打解 冻。 2 .1.4气瓶、容器、管道、仪表等连接部位应



(完整word版)焊接与切割安全(GB9448-88)
焊接与切割安全(gb9448-88) 为了保障焊接与切割工作者的安全,改善卫生条件,防止工伤事故和减少经济 损失,特制定本标准。 1适用范围 本标准规定了焊接与切割安全的基本原则,适用于各种焊接与切割操作。 水下、化工、铁路、船舶等专业焊接与切割中的安全标准,是本标准专业 内容的具体补充。 2气焊与气割设备及操作安全 2.1一般安全要求 2.1.1乙炔最高工作压力禁止超过174kpa1.5kgf/cm*2*)表压。 2.1.2禁止使用紫铜、银或含铜量超过70%的铜合金制造与乙炔接触的 仪表、管子等零件。 2.1.3乙炔发生器、回火防止器、氢气和液化石油气瓶、减压器等均应 采取防止冻结措施。一旦冻结应用热水解冻,禁止采用明火烘烤或用棍棒敲打解 冻。 2.1.4气瓶、容器、管道、仪表等连接部位应
焊接与切割安全(GB9448-88) (2)
焊接与切割安全(gb9448-88) 为了保障焊接与切割工作者的安全,改善卫生条件,防止工伤事故和减少经济 损失,特制定本标准。 1适用范围 本标准规定了焊接与切割安全的基本原则,适用于各种焊接与切割操作。 水下、化工、铁路、船舶等专业焊接与切割中的安全标准,是本标准专业 内容的具体补充。 2气焊与气割设备及操作安全 2.1一般安全要求 2.1.1乙炔最高工作压力禁止超过174kpa1.5kgf/cm*2*)表压。 2.1.2禁止使用紫铜、银或含铜量超过70%的铜合金制造与乙炔接触的 仪表、管子等零件。 2.1.3乙炔发生器、回火防止器、氢气和液化石油气瓶、减压器等均应 采取防止冻结措施。一旦冻结应用热水解冻,禁止采用明火烘烤或用棍棒敲打解 冻。 2.1.4气瓶、容器、管道、仪表等连接部位应
编辑推荐下载
GB9448《焊接与切割安全》
格式:pdf
大小:30KB
页数:14P
4.5
gb9448-1999代替gb9448-1988 gb9448-1999焊接与切割安全 自2000-5-1起执行 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对gb9448—1988《焊接与 切割安全》进行修订的,在技术要素上与之等效;在具体技术内容方面有如下变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标准技术内容的部 分,做了不同程度上的调整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部分结合我国的实 际国情均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.1《焊接与切割安全》中没有、但在原 标准中存在、而且证明确实有效合理的技术内容; ——本标准主要适用于一般的焊接、切割操作,故删除了原标准中与操作基本无关的内容及 特
GB9448—1999焊接与切割安全
格式:pdf
大小:181KB
页数:18P
4.5
焊接与切割安全 gb9448—1999 国家质量技术监督局1999—09—03批准2000—05—01实施 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对 gb9448—1988《焊接与切割安全》进行修订的,在技术要素上与之等效;在具 体技术内容方面有如下变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标 准技术内容的部分,做了不同程度上的调整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部 分结合我国的实际国情均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.1《焊接与切割安全》 中没有、但在原标准中存在、而且证明确实有效合理的技术内容; ——本标准主要适用于一般的焊接、切割操作,故删除了原标准中与操作基 本无关的内容及特
焊接与切割安全GB9448-88热门文档


GB9448—1999焊接与切割安全(20200824174121)
格式:pdf
大小:61KB
页数:16P
4.3
焊接与切割安全 gb9448—1999 国家质量技术监督局1999—09—03批准2000—05—01实施 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对gb9448—1988 《焊接与切割安全》进行修订的,在技术要素上与之等效;在具体技术内容方面有如下 变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标准技术 内容的部分,做了不同程度上的调整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部分结 合我国的实际国情均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.1《焊接与切割安全》中没有、 但在原标准中存在、而且证明确实有效合理的技术内容; ——本标准主要适用于一般的焊接、切割操作,故删除了原标准中与操作基本无关 的内容及特殊的安全要求,如
焊接与切割安全
格式:pdf
大小:59KB
页数:14P
4.3
焊接与切割安全 gb9448—1999 国家质量技术监督局1999—09—03批准2000—05—01实施 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对gb9448—1988《焊 接与切割安全》进行修订的,在技术要素上与之等效;在具体技术内容方面有如下变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标准技术内容 的部分,做了不同程度上的调整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部分结合我 国的实际国情均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.1《焊接与切割安全》中没有、 但在原标准中存在、而且证明确实有效合理的技术内容; ——本标准主要适用于一般的焊接、切割操作,故删除了原标准中与操作基本无关的内 容及特殊
焊接与切割安全
格式:pdf
大小:396KB
页数:29P
4.5
焊接与切割安全 safetyinweldingandcutting 自1989-3-1起执行 为了保障焊接与切割工作者的安全,改善卫生条件,防止工伤事故和减 少经济损失,特制定本标准。 1适用范围 本标准规定了焊接与切割安全的基本原则,适用于各种焊接与切割操 作。 水下、化工、铁路、船舶等专业焊接与切割中的安全标准,是本标准专 业内容的具体补充。 2气焊与气割设备及操作安全 2.1一般安全要求 2.1.1乙炔最高工作压力禁止超过174kpa1.5kgf/cm*2*)表压。 2.1.2禁止使用紫铜、银或含铜量超过70%的铜合金制造与乙炔接触 的仪表、管子等零件。 2.1.3乙炔发生器、回火防止器、氢气和液化石油气瓶、减压器等均 应采取防止冻结措施。一旦冻结应用热水解冻,禁止采用明火烘烤或用棍棒 敲打解冻。 2.1.4气瓶、容器、管道、仪表等连接部位应采用涂抹肥
焊接与切割安全GB9448-88精华文档
安全焊接与切割
格式:pdf
大小:17KB
页数:12P
4.4
消防安全知识 安全焊接与切割 在我公司,因为违章焊接与切割引发了多起火灾事故,这些事故,不 仅有害于焊工的生命安全,使公私财产遭受损失,同时还影响着公司的声 誉。因此,认真做好焊接与切割工艺的防火防爆工作,是非常重要的,希 望公司各有关焊接与切割作业的单位认真组织学习。 焊接、切割作业的安全措施 一、常见事故原因 1、在焊接、切割作业中,炽热的金属火星到处飞溅是引起火灾和爆炸 的主要原因。 2、焊接、切割时的热传导,也会引起火灾事故。 3、对焊接件的内部结构、性质未了解清楚即盲目进行焊接,往往会发 生意外事故。 4、在焊、割金属容器时,由于对残存的易燃易爆气体和液体未彻底清 除,没有采取置换、冲洗,也未经过采样分析而盲目焊、割而发生爆炸事 故。 5、有一些爆炸原因是发生在对大型油罐、煤气柜等大型设施清洗后未 经全面测爆,或测爆中采集气体部位不全面,结果在焊、割过程中火星引 起爆炸。 6、对

焊接、切割安全规程
格式:pdf
大小:54KB
页数:16P
4.5
对应的旧标准:gb9448-1988 中华人民共和国国家标准 gb9448—1999 代替gb9448—1988 焊接与切割安全 safetyinweldingandcutting 国家质量技术监督局1999-09-03批准2000-05-01实施 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对gb9448—1988《焊接与切割安全》 进行修订的,在技术要素上与之等效;在具体技术内容方面有如下变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标准技术内容的部分, 做了不同程度上的调整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部分结合我国的实际国情 均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.
金属焊接与切割安全作业试题
格式:pdf
大小:12KB
页数:3P
4.5
1 金属焊接与切割作业安全测试 姓名班级得分 一、单项选择:(每题2分,共60分) 1、特种作业人员持证上岗的基本条件:年龄满()周岁,初中以上文化程度,身体健康。 a、16b、17c、18d、20 2、在金属容器内或狭小的工作场地焊接金属结构时,必须采用专门的()。 a、焊机b、焊条c、焊接工艺d、防护 3、一般环境下,使用的照明灯的电压,不得超过() a、220vb、127vc、36vd、12v 4、焊条电弧焊工作服一般为()工作服 a、皮制b、帆布c、毛料d、化纤 5、当发生触电事故时,救护步骤首先是() a、用手直接去拉触电者b、通知医生c、使触电者迅速脱离电源d、首先报告领导 6、电焊机着火,首先应拉闸断电,在未断电前严禁使用()灭火器和水灭火。 a、干粉b、1211c、二氧化碳d、泡沫 7、在禁火区内动火属于(
{技术部}钢管焊接与切割施工安全难点要点241
格式:pdf
大小:57KB
页数:6P
4.6
ctgs--资料文件 1/6 钢管焊接与切割施工安全技术交底 1.作业现场应划定作业区,并设安全标志,非作业人员不得入内。 2.焊接(切割)作业后必须整理缆线、锁闭闸箱、清理现场、熄灭火种,待焊、割件余热消除后,方可离开现 场。. 3.焊工应经专业培训、考试合格,取得焊接制作证和锅炉压力容器压力管道特种设备制作人员资格证,方可 上岗作业。. 4.凡患有中枢神经系统器质性疾病、植物神经功能紊乱、活动性肺结核、肺气肿、精神病或神经官能症者, 不宜从事焊接作业。. 5.焊接(切割)作业中涉及的电气安装引接、拆卸、检查必须由电工制作,严禁非电工作业,并应符合施工用 电安全技术交底具体要求。. 6.采用手工氩弧焊等焊接工艺时,弧光区应实行封闭。焊接时应加强通风。对焊机高频回路和高压缆线的电 气绝缘应加强检查,确认绝缘符合要求。. 7.焊接作业必须纳入现
焊接与切割安全GB9448-88最新文档
焊接与切割安全(20200917214632)
格式:pdf
大小:56KB
页数:13P
4.5
焊接与切割安全 gb9448—1999 国家质量技术监督局1999—09—03批准2000—05—01实施 前言 本标准是根据美国标准ansi/awsz49.1《焊接与切割安全》对gb9448—1988《焊接与切割安全》进行修订的,在技 术要素上与之等效;在具体技术内容方面有如下变动: ——本标准以我国标准作为引用依据。由于标准体系的不同,在引用相关标准技术内容的部分,做了不同程度上的调 整,文字叙述上亦有相应的改动; ——ansi/awsz49.1《焊接与切割安全》中个别内容重复、难以操作的部分结合我国的实际国情均做了适当删改; ——根据我国的实际情况,保留了ansi/awsz49.1《焊接与切割安全》中没有、但在原标准中存在、而且证明确实 有效合理的技术内容; ——本标准主要适用于一般的焊接、切割操作,故删除了原标准中与操作基本无关的内容及特殊


焊接与切割——封闭空间内的安全要求
格式:pdf
大小:362KB
页数:2P
4.6
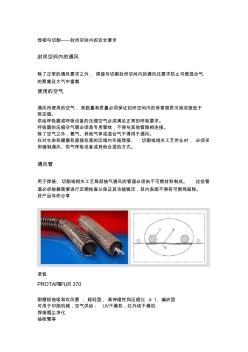
焊接与切割——封闭空间内的安全要求 封闭空间内的通风 除了正常的通风要求之外,焊接与切割封闭空间内的通风还要求防止可燃混合气 的聚集及大气中富氧 使用的空气 通风所使用的空气,其数量和质量必须保证封闭空间内的有害物质污染浓度低于 规定值。 供给呼吸器或呼吸设备的压缩空气必须满足正常的呼吸要求。 呼吸器的压缩空气管必须是专用管线,不得与其他管路相连接。 除了空气之外,氧气、其他气体或混合气不得用于通风。 在对生命和健康有直接危害的区域内实施焊接、切割或相关工艺作业时,必须采 用强制通风、供气呼吸设备或其他合适的方式。 通风管 用于焊接、切割或相关工艺局部抽气通风的管道必须由不可燃材料制成。这些管 道必须根据需要进行定期检查以保证其功能稳定,其内表面不得有可燃残留物。 好产品与你分享 诺锐 protape?pur370 耐磨损抽吸和吹风管;超轻型,高伸缩性和压缩比4:1,

熔化焊接与热切割6
格式:pdf
大小:14KB
页数:5P
4.4
一、判断题(70题,正确选a,错误选b) 1、焊机空载时,二次绕组电压一般不超过90v。(a) 2、冷弯角越大,说明金属材料的塑性越好。(a) 3、在一般钢材中,只有高温时存在奥氏体。(a) 4、用碳弧气刨的方法加工多种不能用气割加工的金属。(a) 5、焊接时局部振动对人体神经系统、心血管系统、肌肉和骨关节及听觉器官都会有损害, 可能引血压、心率和脑血管血流图异常。(a) 6、lup-300型及lup-500型等离子弧粉末焊机不能通用。(b) 7、铁属于立方晶格,随着温度的变化,铁可以由一种晶格转变为另一种晶格。(a) 8、等离子切割时,栅格上方可以安置排风装置,下方不能安装。(b) 9、国家安全生产监督管理总局于2004年提出了《关于开展重大危险源监督管理工作的指导 意见》。(a) 10、辐射光谱中出现紫外线的温度最低值为1500℃。(b)
焊接与切割标准目录大全
格式:pdf
大小:123KB
页数:9P
4.4
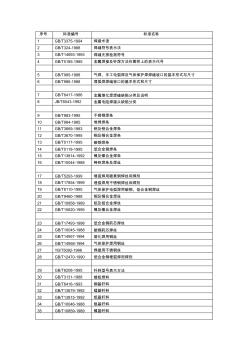
序号标准编号标准名称 1gb/t3375-1994焊接术语 2gb/t324-1988焊缝符号表示法 3gb/t14693-1993焊缝无损检测符号 4gb/t5185-1985金属焊接及钎焊方法在图样上的表示代号 5gb/t985-1988气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸 6gb/t986-1988埋弧焊焊缝坡口的基本形式和尺寸 7gb/t6417-1986金属熔化焊焊缝缺陷分类及说明 8jb/t6043-1992金属电阻焊接头缺陷分类 9gb/t983-1995不锈钢焊条 10gb/t984-1985堆焊焊条 11gb/t3669-1983铝及铝合金焊条 12gb/t3670-1995铜及铜合金焊条 13gb/t5117-1995碳钢焊条 14gb/t5118-1995低合金钢焊条 15gb/t13814

2020年(安全生产)安全焊接与切割
格式:pdf
大小:242KB
页数:14P
4.6
(安全生产)安全焊接与切 割 消防安全知识 安全焊接和切割 在我x公司,因为违章焊接和切割引发了多起火灾事故,这些事 故,不仅有害于焊工的生命安全,使公私财产遭受损失,同时仍影响 着x公司的声誉。因此,认真做好焊接和切割工艺的防火防爆工作, 是非常重要的,希望x公司各有关焊接和切割作业的单位认真组织学 习。 焊接、切割作业的安全措施 壹、常见事故原因 1、在焊接、切割作业中,炽热的金属火星到处飞溅是引起火灾 和爆炸的主要原因。 2、焊接、切割时的热传导,也会引起火灾事故。 3、对焊接件的内部结构、性质未了解清楚即盲目进行焊接,往 往会发生意外事故。 4、在焊、割金属容器时,由于对残存的易燃易爆气体和液体未 彻底清除,没有采取置换、冲洗,也未经过采样分析而盲目焊、割而 发生爆炸事故。 5、有壹些爆炸原因是发生在对大型油罐、煤气柜等大型设施清 洗后未经全面测爆,或测爆中采集气体部位不
安全技术交底(焊接切割)
格式:pdf
大小:13KB
页数:1P
4.8
安全技术交底记录 部门:三车间年8月14日 交底项目焊接安全技术交底交底人 安全交底内容: 1、严格按照安全规范进行操作; 2、焊接时面罩、手套要佩戴完整; 3、在使用气割时,如果使用瓶装气,氧气/乙炔瓶必须间 隔5米或5米以上,乙炔瓶上必须装回火器; 4、在使用砂轮角磨机时要佩戴护目镜,使用砂轮切割机 时,操作人员要站在切割机侧面同时操作人员禁止戴手 套进行作业; 5、收工时,所有焊机、气路必须关闭,断电。 参加安全交底人员确认签字

金属焊接和切割试题
格式:pdf
大小:25KB
页数:4P
4.7
金属焊接和切割 一、填空 1.我国《劳动生产法》中明确规定:生产经营单位的特种作业人员必须按照国 家有关规定经专门的安全作业培训,取得特种作业资格证书,方可上岗操作。 2.焊接是通过加热、加压或两者并用,使用或不用填充材料是焊件达到结合的 一种工艺。 3.按照焊接过程中金属所处的状态和工艺特点,可以把焊接分为三大类,即熔 焊、钎焊、压焊。 4.钢的热处理工艺大致有以下几种:淬火、正火、退火、回火。 5.金属材料的力学性能包括强度、塑性、硬度、冲击韧性。 6.影响金属材料焊接性能的因素有:材料、设计、工艺和服役条件。 7.刚才牌号q235a中,“q”表示屈服点字母,“235”表示屈服点为235mp. “a”表示质量等级为a级。 8.低碳钢是焊接结构中应用最广泛的材料。它具有良好的焊接性。只有在低温 和厚件以及焊接含磷较多的钢材是才有可能产生裂纹,应适当采取预热措施。 9.焊接含碳
熔化焊接与热切割操作规程
格式:pdf
大小:49KB
页数:8P
4.5
熔化焊接与切割操作规程 安全通则 1、电焊、气焊工均为特种作业,应身体检查合格,并经专业安全技术学习、训练 和考试合格,领取《特殊工种操作证》后,方能独立操作。 2、工作前检查焊接场地,氧气瓶与乙炔气瓶相距不小于5m,距施焊点不小于10m。 并在l0m以内禁止堆放其它易燃易爆物品,(包括有易燃易爆气体产生的器皿管 线),并备有消防器材,保证足够照明和良好通风。 3、操作时(包括打渣)所有工作人员必须穿戴好工作服,防护眼镜或面罩。不准 赤身操作,仰面焊应扣紧衣领、扎紧袖口、戴好防火帽、电焊作业时不得戴潮湿 手套。 4、对受压容器、密闭容器、各种油桶,管道、沾有可燃气体和溶液用的工件进行 操作时,必须事先进行检查,并经过冲除掉有毒、有害、易燃、易爆物质,解除 容器及管道压力,消除容器密闭状态(敞开口,旋开盖),再进行工作。 5、在焊接,切割密闭空心工件时,必须留有出气孔。在容器内焊接,
焊接与切割安全GB9448-88相关
文辑推荐
知识推荐
百科推荐


职位:一级建造师
擅长专业:土建 安装 装饰 市政 园林


