





钢闸门制作安装方案
目录 第一章工程概况........................................................................................................1 1.1工程概况.......................................................................................................1 1.2平面闸门制作安装主要工程量......................................................................1 第二章施工依据..................................................................
大型钢闸门制作安装技术
大型钢闸门制作安装技术 摘要:随着全国沿海城市的快速发展,沿海城市的海湾海域和河流汇入海口处海域的开发 也已成为城市发展的焦点,然而海湾海域和河流汇入海口处海域的纳潮、水体交换以及海域 周边的排水、排洪、防潮等问题,直接影响该水域及周边的开发,极大程度制约了沿海城市 的进一步发展;现阶段较有效处理以上的问题主要措施是在该海域建设水闸,而水闸基本上 都是采用大型钢结构形式,因此大型钢闸门制作和安装技术的发展也影响着沿海城市的开发 和发展。本文以厦门马銮湾的海堤开口改造工程-水闸为背景,讲述该工程的大型钢闸门制 作和安装的工艺,为其他类似项目提供了宝贵的经验。 关键词:钢闸门;制作;安装 fabricationandinstallationtechnologyof largesteelgate (thethirdengineeringcompanyofccccf
编辑推荐下载
 中小型平面钢闸门的制作安装程序与检验方法
中小型平面钢闸门的制作安装程序与检验方法 中小型平面钢闸门的制作安装程序与检验方法
格式:pdf
大小:125KB
页数:1P
 4.4
4.4
本文系统的介绍了中小型平面钢闸门的制作安装程序与方法,指出在制作过程中的重点与难点,并针对在制作过程中容易出现的问题,提出检查的方法和检查的措施.
钢结构制作(安装)焊接工程质量标准和检验方法
格式:pdf
大小:35KB
页数:2P
4.5
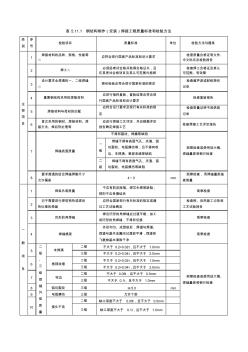
表5.11.1钢结构制作(安装)焊接工程质量标准和检验方法 类 别 序 号 检验项目质量标准单位检验方法与器具 主 控 项 目 1 焊接材料的品种、规格、性能等 ☆ 应符合现行国家产品标准和设计要求检查质量合格证明文件、 中文标志及检验报告 2焊工☆ 必须经考试合格并取得合格证书,且 在其考试合格项目及其认可范围内施焊 检查焊工合格证及其认 可范围、有效期 3 设计要求全焊透的一、二级焊缝 ☆ 探伤检验应符合现行国家标准的规定 检查超声波或射线探伤 记录 4重要钢结构采用的焊接材料 应进行抽样复验,复验结果应符合现 行国家产品标准和设计要求 检查复验报告 5焊接材料与母材的匹配 应符合设计要求及现行有关标准的规 定 检查质量证明书和烘焙 记录 6 首次采用的钢材、焊接材料、焊 接方法、焊后热处理等 应进行焊接工艺评定,并应根据评定 报告确定焊接工艺 检查焊接工艺评定
钢闸门制作安装焊接质量标准和检验方法热门文档


焊接质量标准
格式:pdf
大小:3.5MB
页数:66P
4.5
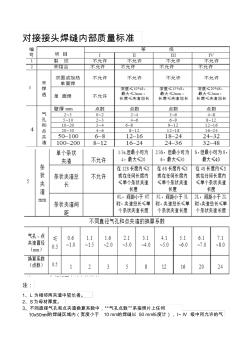
对接接头焊缝内部质量标准 注: 1、l为相邻两夹渣中较长者。 2、s为母材厚度。 3、不同直径气孔和点夹渣换算系数中,“气孔点数”系指照片上任何 10x50mm.2的焊缝区域内(宽度小于10mm的焊缝以50mm长度计),i~iv级中所允许的气 孔点数,多者用于厚度上限,少者用于厚度下限,中间厚度所允许的气孔点数用插入法 决定,可四舍五入取整数。表中规定单面未焊透的长度,指设计焊缝系数大于70%者, 若等于或小于70%时,则长度不限。 4、缺陷的综合评级:在12s焊缝长度内(如12s超过底片长度则以一张底片长度为限) 几种缺陷同时存在时,应先按各类缺陷单独评级。如有两种缺陷,可将其级别数字之 和减1作为缺陷综合后的焊缝质量等级。如有三种缺陷,可将其级别数字之和减2作 为缺陷综合后的焊缝质量等级。 焊缝外观质量验收标准及尺寸允许偏差 1.依据《yb3301-20
焊接质量检验方法和标准
格式:pdf
大小:25KB
页数:5P
4.6
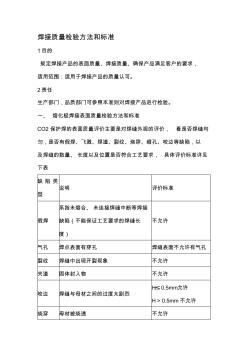
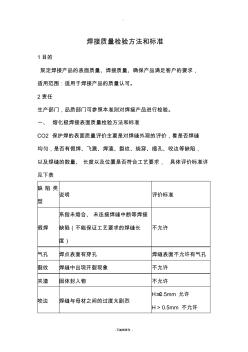
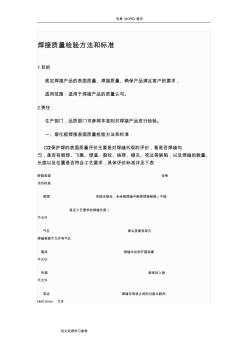
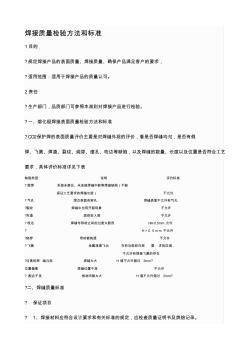
焊接质量检验方法和标准 1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 co2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均 匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以 及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详见 下表 缺陷类 型 说明评价标准 假焊 系指未熔合、未连接焊缝中断等焊接 缺陷(不能保证工艺要求的焊缝长 度) 不允许 气孔焊点表面有穿孔焊缝表面不允许有气孔 裂纹焊缝中出现开裂现象不允许 夹渣固体封入物不允许 咬边焊缝与母材之间的过度太剧烈 h≤0.5mm允许 h>0.5mm不允许 烧穿母材被烧透不允许 飞溅金属液滴飞出 在具有功能和外观要求 的区
焊接质量检验方法和标准
格式:pdf
大小:30KB
页数:6P
4.6
。 -可编辑修改- 焊接质量检验方法和标准 1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 co2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝 均匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷, 以及焊缝的数量、长度以及位置是否符合工艺要求,具体评价标准详 见下表 缺陷类 型 说明评价标准 假焊 系指未熔合、未连接焊缝中断等焊接 缺陷(不能保证工艺要求的焊缝长 度) 不允许 气孔焊点表面有穿孔焊缝表面不允许有气孔 裂纹焊缝中出现开裂现象不允许 夹渣固体封入物不允许 咬边焊缝与母材之间的过度太剧烈 h≤0.5mm允许 h>0.5mm不允许 。 -可编辑修改- 烧穿母材被烧透不
钢闸门制作安装焊接质量标准和检验方法精华文档

接地装置质量标准及检验方法(接地极制作安装)
格式:pdf
大小:38KB
页数:1P
4.7
巴基斯坦贾姆肖罗2×660mw电站项目安装工程 (细节成就精品信誉决定未来) 1 接地极安装检验评定标准: 工序检验指标性质单位质量标准检验方法及 器具合格优良 用料规格主要符合设计对照施工图 切割面外观无熔瘤观察 镀锌件表面检查锌层完好观察 接地极(顶面)埋深主要mm≧600用尺检查 埋入地中后顶端外观无劈裂观察 埋设状态垂直埋入时观察 接地极间距离≧2倍地极长度用尺检查
焊接质量标准--外观缺陷检验
格式:pdf
大小:231KB
页数:3P
4.7
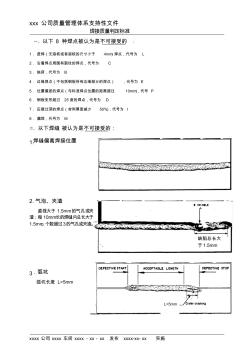
xxx公司质量管理体系支持性文件 焊接质量判定标准 xxxx公司xxxx车间xxxx-xx-xx发布xxxx-xx-xx实施 一、以下8种焊点被认为是不可接受的: 1.虚焊(无溶核或者溶核的尺寸小于4mm)焊点,代号为l 2.沿着焊点周围有裂纹的焊点,代号为c 3.烧穿,代号为b 4.边缘焊点(不包括钢板所有边缘部分的焊点),代号为e 5.位置偏差的焊点(与标准焊点位置的距离超过10mm),代号p 6.钢板变形超过25度的焊点,代号为d 7.压痕过深的焊点(材料厚度减少50%),代号为i 8.漏焊,代号为m 二、以下焊缝被认为是不可接受的: 1.焊缝偏离焊接位置 2.气泡、夹渣 直径大于1.5mm的气孔或夹 渣;每10mm长的焊缝内总长大于 1.5mm、个数超过3的气孔或夹渣。 3.弧坑 弧坑长
运河系统钢闸门制作安装的质量控制 运河系统钢闸门制作安装的质量控制
格式:pdf
大小:360KB
页数:4P
4.4
根据杭甬运河新坝船闸钢闸门的结构特点,简述运河系统钢闸门的制造难点及关键质量点的控制方法,并介绍安装的主要质量要求的控制及难点的控制。
焊接质量检验方法及标准
格式:pdf
大小:103KB
页数:10P
4.7
完美word格式 范文范例学习参考 焊接质量检验方法和标准 1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 co2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均 匀,是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、 长度以及位置是否符合工艺要求,具体评价标准详见下表 缺陷类型说明 评价标准 假焊系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度) 不允许 气孔焊点表面有穿孔 焊缝表面不允许有气孔 裂纹焊缝中出现开裂现象 不允许 夹渣固体封入物 不允许 咬边焊缝与母材之间的过度太剧烈 h≤0.5mm允许 完美word格式 范文范例学习参考
钢闸门制作安装焊接质量标准和检验方法最新文档
焊接质量检验方法及标准
格式:pdf
大小:62KB
页数:8P
4.6
。 -可编辑修改- 焊接质量检验方法和标准 1目的 规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, 适用范围:适用于焊接产品的质量认可。 2责任 生产部门,品质部门可参照本准则对焊接产品进行检验。 一、熔化极焊接表面质量检验方法和标准 co2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均匀, 是否有假焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度 以及位置是否符合工艺要求,具体评价标准详见下表 缺陷类型说明评价标准 假焊系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度)不允许 气孔焊点表面有穿孔焊缝表面不允许有气孔 裂纹焊缝中出现开裂现象不允许 夹渣固体封入物不允许 。 -可编辑修改- 咬边焊缝与母材之间的过度太剧烈h≤0.5mm
外钢梯、平台制作安装工程质量标准与检验方法
格式:pdf
大小:18KB
页数:1P
4.5
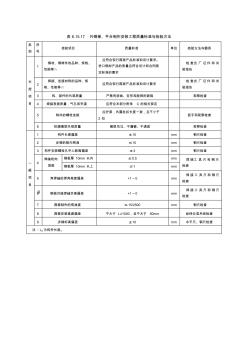
表6.15.17外钢梯、平台制作安装工程质量标准与检验方法 类 别 序 号 检验项目质量标准单位检验方法与器具 主 控 项 目 1 钢材、钢铸件的品种、规格、 性能等☆ 应符合现行国家产品标准和设计要求。 进口钢材产品的质量应符合设计和合同规 定标准的要求 检查出厂证件和试 验报告 2 焊接、连接材料的品种、规 格、性能等☆ 应符合现行国家产品标准和设计要求 检查出厂证件和试 验报告 3构、部件的外观质量严禁有挠曲、变形和脱焊的缺陷观察检查 4焊接表面质量,气孔和夹渣应符合本部分附录c的相关规定 5构件的螺栓连接 应拧紧,外露丝扣长度一致,且不小于 2扣 扳手和观察检查 6防腐镀层外观质量镀层均匀、不漏镀、不透底观察检查 一 般 项 目 目 1构件长度偏差±10mm钢尺检查 2步梯的侧向弯曲≤15mm钢尺检查 3构件安装螺
环保焊接质量标准
格式:pdf
大小:8KB
页数:1P
4.8
环保焊接质量管理 为提高环保设备的质量,赢得客户的信赖,加大环保设备的快速发 展,现将焊接制作件质量要求简单汇总一下: 1、工件焊渣打磨平整后方可作喷漆处理。 2、焊缝表面不得有裂纹,未熔合、夹渣、气孔、烧穿和焊瘤等现象。 3、焊缝外观形状、尺寸、平直度应严格遵循图纸尺寸标注和技术要求。 4、除尘管道直径超过φ800(包括φ800)的管道内外都需焊接。 5、对焊后产生变形的工件,应及时校正。 6、工件制作完成后应标记好“件号”,以便现场安装。 7、焊接后要保证整个工件美观。 8、在没有特殊要求的情况下用于制造焊接件的材料(钢板、型钢和钢 管)规格、尺寸应符合图纸要求。 9、图纸未标注尺寸或尺寸不清晰需与技术部联系,严禁擅作主张加工。 10、检查过程中发现的缺陷,通知整改,直至检查确认合格为止。如 无故不整改的按照《修造厂质量管理规定》进行考核。凡是经领导发 现查出质量问题的
平面钢闸门焊接质量控制措施 平面钢闸门焊接质量控制措施
格式:pdf
大小:199KB
页数:2P
4.8
文章介绍了平板钢闸门制造的过程,分析了平面钢闸门焊接变形产生的原因,提出了控制平台钢闸门焊接变形及提高焊接质量的措施。
PE管件焊接质量检验方法
格式:pdf
大小:21KB
页数:5P
4.6
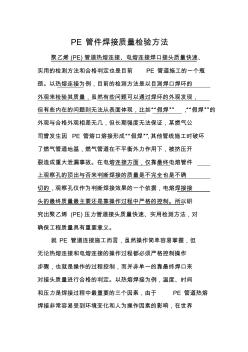
pe管件焊接质量检验方法 聚乙烯(pe)管道热熔连接、电熔连接焊口接头质量快速、 实用的检测方法和合格判定也是目前pe管道施工的一个瓶 颈。以热熔连接为例,目前的检测方法是以目测焊口焊环的 外观来检验其质量,虽然有些问题可以通过焊环的外观发现, 但有些内在的问题则无法从表面体现,比如“假焊”,“假焊”的 外观与合格外观相差无几,但长期强度无法保证,某燃气公 司曾发生因pe管熔口熔接形成“假焊”,其他管线施工时破坏 了燃气管道地基,燃气管道在不平衡外力作用下,被挤压开 裂造成重大泄漏事故。在电熔连接方面,仅靠最终电熔管件 上观察孔的顶出与否来判断焊接的质量是不完全也是不确 切的,观察孔仅作为判断焊接效果的一个依据,电熔焊接接 头的最终质量最主要还是靠操作过程中严格的控制。所以研 究出聚乙烯(pe)压力管道接头质量快速、实用检测方法,对 确保工程质量具有重要意义。 就pe

钢筋气压焊焊接头质量标准及检验方法
格式:pdf
大小:85KB
页数:4P
4.4
惠州培训网www.***.*** 钢筋气压焊焊接头质量标准及检验方法 修订 日期 修订 单号 修订内容摘要页次版次修订审核批准 2011/06/12/首次发行4a/0 更多免费资料下载请进:http://bbs.qs100.com好好学习社区 批准:审核:编制: 发放部门:□管理者代表□文控□业务部□采购部□工程部 □工模部□生产部□品管部□仓库□行政部 惠州培训网www.***.*** 钢筋气压焊焊接头质量标准及检验方法 1工艺试验 在正式焊接生产前,采用与生产现场相同的钢筋,在现场条件下,进行钢筋焊接工艺性 能试验,经试验合格,才允许正式焊接生产。 每批钢筋取6根试件,3根作拉伸试验,3根作弯曲试验,试验方法和要求与质量验收 相同。 2外观检查
成品钢桩质量标准和检验方法
格式:pdf
大小:17KB
页数:1P
4.8
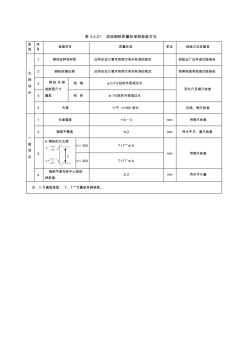
表5.4.21成品钢桩质量标准和检验方法 类 别 序 号 检查项目质量标准单位检验方法及器具 主 控 项 目 1钢材品种和材质应符合设计要求和现行有关标准的规定检验出厂证件或试验报告 2钢桩防腐处理应符合设计要求和现行有关标准的规定观察检查和检查试验报告 3钢桩外径 或断面尺寸 偏差 桩端±0.5%桩的外径或边长 用长尺及钢尺检查 4桩身±1%桩的外径或边长 5矢高小于1/1000桩长拉线、钢尺检查 一 般 项 目 1长度偏差+10~0mm用钢尺检查 2端部平整度≤2mm用水平尺、塞尺检查 3 h钢桩的方正度 h>300t+t′≤8 mm用钢尺检查 h<300t+t′≤6 4 端部平面与桩中心线的 倾斜值 ≤2mm用水平尺量 注:h为截面高度;t、t′为翼板单侧斜度。 h t t′
焊接质量检验方法和标准(20200813211922)
格式:pdf
大小:145KB
页数:13P
4.7
焊接质量检验方法和标准 1目的 ?规定焊接产品的表面质量、焊接质量、确保产品满足客户的要求, ?适用范围:适用于焊接产品的质量认可。 2责任 ?生产部门,品质部门可参照本准则对焊接产品进行检验。 ?一、熔化极焊接表面质量检验方法和标准 ?co2保护焊的表面质量评价主要是对焊缝外观的评价,看是否焊缝均匀,是否有假 焊、飞溅、焊渣、裂纹、烧穿、缩孔、咬边等缺陷,以及焊缝的数量、长度以及位置是否符合工艺 要求,具体评价标准详见下表 缺陷类型说明评价标准 ?假焊系指未熔合、未连接焊缝中断等焊接缺陷(不能 保证工艺要求的焊缝长度)不允许 ?气孔焊点表面有穿孔焊缝表面不允许有气孔 ?裂纹焊缝中出现开裂现象不允许 ?夹渣固体封入物不允许 ?咬边焊缝与母材之间的过度太剧烈h≤0.5mm允许 ?
钢筋闪光对焊接头质量标准及检验方法
格式:pdf
大小:5KB
页数:2P
4.6
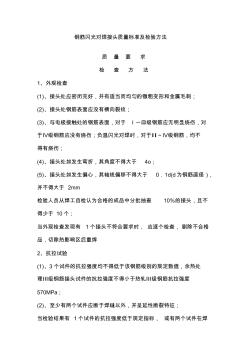
钢筋闪光对焊接头质量标准及检验方法 质量要求 检查方法 1、外观检查 (1)、接头处应密闭完好,并有适当而均匀的镦粗变形和金属毛刺; (2)、接头处钢筋表面应没有横向裂纹; (3)、与电极接触处的钢筋表面,对于i一皿级钢筋应无明显烧伤,对 于ⅳ级钢筋应没有烧伤;负温闪光对焊时,对于ⅱ~ⅳ级钢筋,均不 得有烧伤; (4)、接头处如发生弯折,其角度不得大于4o; (5)、接头处如发生偏心,其轴线偏移不得大于0.1d(d为钢筋直径), 并不得大于2mm 检验人员从焊工自检认为合格的成品中分批抽查10%的接头,且不 得少于10个; 当外观检查发现有1个接头不符合要求时,应逐个检查,剔除不合格 品,切除热影响区后重焊 2、抗拉试验 (1)、3个试件的抗拉强度均不得低于该钢筋级别的规定数值,余热处 理ⅲ级钢筋接头试件的抗拉强度不得小于热轧ⅲ级钢筋抗拉强度 570mpa
焊钉(栓钉)焊接工程质量标准与检验方法
格式:pdf
大小:12KB
页数:1P
4.6
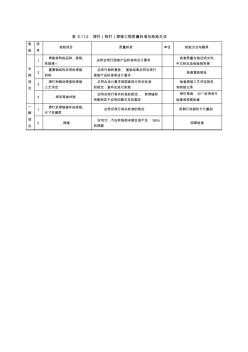
表5.11.2焊钉(栓钉)焊接工程质量标准与检验方法 类 别 序 号 检验项目质量标准单位检验方法与器具 主 控 项 目 1 焊接材料的品种、规格、 性能等☆ 应符合现行国家产品标准和设计要求 检查质量合格证明文件、 中文标志及检验报告等 2 重要钢结构采用的焊接 材料 应进行抽样复验,复验结果应符合现行 国家产品标准和设计要求 检查复验报告 3 焊钉和钢材焊接的焊接 工艺评定 应符合设计要求和国家现行有关标准 的规定;瓷环应进行烘焙 检查焊接工艺评定报告 和烘焙记录 4焊后弯曲试验 应符合现行有关标准的规定,其焊缝和 热影响区不应有肉眼可见的裂纹 焊钉弯曲30°后用角尺 检查和观察检查 一 般 项 目 1 焊钉及焊接瓷环的规格、 尺寸及偏差 应符合现行有关标准的规定用钢尺和游标卡尺量测 2焊缝 应均匀,不应有局部未熔合或不足360o 的焊脚 观察检查
钢闸门制作安装焊接质量标准和检验方法相关
文辑推荐
知识推荐
百科推荐


职位:交通运输工程
擅长专业:土建 安装 装饰 市政 园林


