

T91/P91钢在超临界发电机组钢管焊接中的质量控制
格式:pdf
大小:347KB
页数:2P
人气 :83
 4.5
4.5
近年来,T91/P91钢材料已逐渐在电厂建设中得以广泛应用,本次宣威电厂七期扩建工程中存在着此种材料的焊接。故文中将讨论在施工过程中如何对焊接材料、焊接工艺及热处理参数等各项指标的控制,以确保焊接接头达到质量要求。




超超临界火力发电机组T/P92钢焊接质量控制
本文通过对t/p92钢的性能简介和详细的焊接性分析,提出了t/p92钢的焊接工艺(包括热处理)及焊接专项技术方案,并提出了t/p92钢现场焊接的质量控制要点,对今后t/p92钢的现场焊接具有工艺指导价值。
 超超临界火电机组锅炉集箱焊接质量控制
超超临界火电机组锅炉集箱焊接质量控制 超超临界火电机组锅炉集箱焊接质量控制
根据12crlmovg焊接特性结合参与某电厂660mw超超临界锅炉集箱监造工作的经验,对12crlmovg集箱管座制作过程中的焊接、检验和热处理等关键点展开论述,制订了监造与检验的控制点.针对该电厂集箱制造过程中发现的管座角焊缝裂纹问题,进行了详细分析.最后提出了针对性的优化焊接工艺,为确保锅炉集箱监造工作的质量提供参考.
编辑推荐下载
超超临界机组奥氏体钢的焊接
格式:pdf
大小:339KB
页数:1P
4.5
近几年来,我们国家与其他国家的联系越来越密切,贸易往来也越来越密集,各方面的交流也越来越频繁,这一现象的出现也使得我们国家受其他国家的影响也越来越大,这就使我们国家的各方面都有了很大程度的提高,引进了国外先进的技术、先进的管理方式和先进的材料设备,我们就来对这个方面进行探讨。
钢在超临界发电机组钢管焊接中的质量控制热门文档
超超临界机组锅炉受热面焊口焊接质量控制 超超临界机组锅炉受热面焊口焊接质量控制
格式:pdf
大小:256KB
页数:3P
4.8
本文阐述了超超临界燃煤百万千瓦空冷机组受热面焊口的焊接质量控制的几个要点,主要从焊接人员、焊接工艺、焊接材料、焊接机具、现场焊接及焊接跟踪检查等环节进行探讨,取得了锅炉水压试验一次成功及锅炉试运行期间受热面焊口无爆管的国内先进水平。
超超临界机组P92超厚壁管焊接质量控制 超超临界机组P92超厚壁管焊接质量控制
格式:pdf
大小:622KB
页数:3P
4.7
针对现有焊接规程、规范无法满足现场金属监督工作需要的问题,从p92钢材质焊接性能入手,结合现场焊接情况和监理工作特点,对焊前质量预控、焊接过程质量控制、金属校验3个环节进行分析,总结了一套δ≥90mm的p92厚壁管道焊接质量控制经验。
超超临界机组安装焊接(下) 超超临界机组安装焊接(下)
格式:pdf
大小:1.1MB
页数:4P
4.7
(5)热电偶插座焊缝裂纹(某超临界机组),如图13所示。某火电厂在进行水压试验时,发现主蒸汽管道6只热电偶插座的角焊缝5只开裂漏水,在后续三年中对剩下的16只热电偶插座的角焊缝进行mt、ut及pt检验时,发现焊缝内部皆存在不同程度的面状缺陷,部分焊
太钢“超超临界火电机组钢管”填补空白 太钢“超超临界火电机组钢管”填补空白
格式:pdf
大小:54KB
页数:1P
4.5
1月18日,在太钢集团轧钢车间正在进行的超超临界耐热钢小排量工业化试制,生产量达到了三百余吨,即将应用在山西的晋北电厂。由太钢集团参与的“600℃超超临界火电机组钢管创新研制与应用”项目在2014年度国家科学技术奖励大会上获科技进步一等奖,这项技术不仅填补了我国技术的空白,同时也正在打破我国长期依赖进口的被动局面。
超超临界机组安装焊接(上) 超超临界机组安装焊接(上)
格式:pdf
大小:1.5MB
页数:5P
4.5
1.概述发展超超临界机组不但可大幅度提高火电厂效率,而且还具有显著的节能和改善环境的效果,超超临界机组是今后相当长时期内火力发电的主要发展方向之一。现今电能的获得主要通过火电厂的煤炭转化而
钢在超临界发电机组钢管焊接中的质量控制精华文档
太钢“超超临界火电机组钢管”填补空白 太钢“超超临界火电机组钢管”填补空白
格式:pdf
大小:54KB
页数:1P
4.7
1月18日,在太钢集团轧钢车间正在进行的超超临界耐热钢小排量工业化试制,生产量达到了三百余吨,即将应用在山西的晋北电厂。由太钢集团参与的“600℃超超临界火电机组钢管创新研制与应用”项目在2014年度国家科学技术奖励大会上获科技进步一等奖,这项技术不仅填补了我国技术的空白,同时也正在打破我国长期依赖进口的被动局面。
超超临界机组T92/P92钢焊接 超超临界机组T92/P92钢焊接
格式:pdf
大小:768KB
页数:5P
4.4
介绍了t92/p92钢在广东大唐潮州三百门电厂3号、4号机组(2×1000mw)的应用情况,此类钢的焊接特性是:具有焊接冷裂纹倾向;焊接接头的韧度难以控制;焊后热处理温度的控制精度范围小;热影响区软化并会产生iv型裂纹。根据上述特性,制定了t92/p92钢在焊前、焊接过程、焊后热处理及检验各个环节的工艺及控制要点,以保证机组的焊接安装质量。2台机组经水压试验和168h试运行,均未发生焊口泄漏事故,运行情况良好。
超超临界机组主蒸汽P92钢的焊接 超超临界机组主蒸汽P92钢的焊接
格式:pdf
大小:206KB
页数:5P
4.5
根据华能玉环电厂超超临界机组主蒸汽管道p92钢的现场焊接实践,详细介绍了p92类新型铁素体耐热钢的焊接技术要点以及改善焊缝金属韧性、减小haz软化及ⅳ型裂纹的具体措施。通过采用性能优良的焊材,采取\"小线能量、快速连弧、小摆幅、薄焊层、多层多道焊\"的操作方法,严格控制预热温度和层间温度,采用分区加热的热处理工艺,全过程旁站监督控制,从而得到了优良的焊缝。
600MW超临界火电机组焊接质量控制浅析
格式:pdf
大小:10KB
页数:3P
4.8
600mw超临界火电机组焊接质量控制浅析 朱志前马正良郭鑫李卫峰 河南第二火电建设公司郑州450051 摘要:本文分析了600mw火电机组焊接工作的特点:工作量大;新钢种、新材料较多;合金部件多。对焊接质量控制从不同角度 进行划分,阐述了焊接质量验评项目。依据600mw火电机组焊接工作的特点,结合多年的施工经验,从人员、机具、材料、方法、 环境五个方面阐述超临界火电机组焊接质量控制的特点。人员是现代企业管理的核心,是质量控制的关键环节,微观方面分析了 各类人员的作用,人员的质量意识对质量控制的影响。宏观方面分析了人力资源需求量的变化及各专业人力资源的协调控制、企 业质量文化对质量意识的影响。对机具、材料、方法、环境四个方面质量控制的特点也分别进行了不同程度的分析。 关键词:超临界火电机组焊接质量控制 近几年来火电机组向大型化、高参数化发展的趋势日益明显,超临界参数
钢在超临界发电机组钢管焊接中的质量控制最新文档
发电机组汽轮机主蒸气线Cr5Mo钢管焊接出现的问题及处理方法 发电机组汽轮机主蒸气线Cr5Mo钢管焊接出现的问题及处理方法
格式:pdf
大小:16KB
页数:2P
4.7
cr5mo钢管对接焊缝经焊后无终断热处理24h后进行rt100%检测,发现在高空焊接水平固定焊口4~6~8点位置全部是冷裂纹,通过对材料的化学成分及焊接过程控制分析从材料本身的淬硬倾向,预热温度和层间的控制未能达到工艺要求,是产生冷裂纹的主要原因。文章从预热保持层间温度的方法等方面详细介绍了返修工艺并取得了很好的效果。

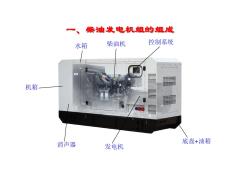
发电机组(1)
格式:pdf
大小:74KB
页数:4P
4.6
西安康顺电力设备工程有限公司咨询热线:15229370808 西安康顺电力设备工程有限公司 hx150gf沃尔沃配上海斯坦福发电机技术参数 ★发电机组技术参数 类别 项目 西安康顺电力设备工程有限公司 额定输出功率150kw 额定电压400/230v 额定频率50hz 电制三相四线制 额定电流270a 功率因数0.8(滞后) 稳态电压调整率≤±1% 瞬态电压调整率-15%~+20% 电压稳定时间≤3s 执行标准gb/t2820.5-1997 稳态频率调整率≤±1% 瞬态频率调整率-10%~+10% 频率稳定时间≤5s 燃油消耗率(g/kw.h)≤206 冷却方式水冷 调速方式电喷 启动方式dc24v启动 参考尺寸(mm)2600*1000*1600 西安康顺电力设备工程有限公司咨询热线:15229
 炉水循环泵在超临界火力发电机组中的应用
炉水循环泵在超临界火力发电机组中的应用 炉水循环泵在超临界火力发电机组中的应用
格式:pdf
大小:171KB
页数:未知
4.5
介绍了炉水循环泵在超临界机组中的应用,系统地阐述了炉水循环泵注水及其启动过程的要点,并对超临界锅炉炉水循环泵故障解列时机组启动特性进行了分析,最后对炉水循环泵故障情况进行了介绍,对炉水循环泵在超临界机组中的应用具有一定的参考意义。
超临界/超超临界锅炉新型铁素体耐热钢焊接质量控制
格式:pdf
大小:425KB
页数:5P
4.8
本文简要的介绍了在超临界/超超临界锅炉中广泛应用的新型铁素体耐热钢的发展历程、分类,对如何控制新型铁素体耐热钢焊接质量进行了分析,并对新型铁素体耐热钢焊接与传统低合金耐热钢焊接的不同点.新型铁素体耐热钢焊接的合格标准以及质量检验的相关要求进行了描述。
旋转补偿器在超临界发电机组厂区蒸汽管道上的设计及应用 旋转补偿器在超临界发电机组厂区蒸汽管道上的设计及应用
格式:pdf
大小:426KB
页数:未知
4.7
文章介绍了旋转补偿器的结构、工作原理及特点,针对在超临界发电机组厂区蒸汽管道上的设计应用情况,探讨了旋转补偿器在厂区蒸汽管道中的选型计算方法,指出旋转补偿器在超临界发电机组厂区蒸汽管布置中有很好的灵活性和优良的补偿性。
某核电机组钢衬里焊接质量控制
格式:pdf
大小:92KB
页数:3P
4.7
介绍了某核电机组反应堆安全壳钢衬里焊接的基本情况;分析了钢衬里焊接质量控制模式——特有的内部和外部控制模式为实现钢衬里焊接质量控制提供了保证;总结了钢衬里焊接质量控制的基本要求。钢衬里焊接射线探伤一次合格率99.7%,表明核电机组钢衬里焊接质量始终处于受控状态。通过对核电机组钢衬里焊接质量控制实践总结,提出了钢衬里焊接质量控制的改进方向,为后续机组提供了有益的借鉴。
超超临界机组配管P92钢焊接接头裂纹研究 超超临界机组配管P92钢焊接接头裂纹研究
格式:pdf
大小:424KB
页数:1P
4.8
本文针对超超临界机组配管p92钢焊接接头产生的裂纹问题,进行了一系列原因分析,包括:焊工焊前练习不足、焊接工艺与焊评参数严重不符、后热及热处理时机不合理等,最终确定多次对p92钢焊接接头进行焊接及热处理热循环、以及焊后未及时进行热处理,导致材料应力和组织劣化,是裂纹产生的主要原因.
钢在超临界发电机组钢管焊接中的质量控制相关
文辑推荐
知识推荐
百科推荐

职位:建筑工程质量安全管理工程师
擅长专业:土建 安装 装饰 市政 园林


