

噶米kt[优质文档]车架焊接工艺标准
格式:pdf
大小:125KB
页数:10P
人气 :55
![噶米kt[优质文档]车架焊接工艺标准](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAARCAMAAADjcdz2AAAAclBMVEUAAAD/qgC/gAD/fyr/jhz/lRXuiCL/iCL0lSDzkiT0jiL0kCH6jyTyjyP2kCL0kCP0jiP0jyP0jyT1jyT1kCP1kSP0kCP1kCP1kCT2kCT0jyT1kCP1jyP1kCT2kCT2kCT1kCT1kCT0jyT1kCP1kCT1kCSATLmhAAAAJXRSTlMAAwQGCQwPDxgqLS4yOzxeX2CGhq20tbW3v8DKy8zM2uHq8v7+RHgu6QAAAHNJREFUGBl1wYsSQkAABdDLIgq1JWk91uv+/y+22Kk1pnPwh9e1Hlw38gqHr0nt40fSkNjEuXwMNIa7zGOg4U4DxR2FUNHxDoGg4lcVwBA1rVpg9aL1xKan1WN1mmnNERYZORXnSzGRGRbJWKYw0nJMcPQBuncStYmV7KcAAAAASUVORK5CYII=) 4.3
4.3
车 架 装 焊 通 用 工 艺 守 则 文件编号: BC-998-001 编 制: 会 签: 校 对: 标准 化: 审 核: 批 准: 奔 驰 汽 车 股 份 有 限 公 司 奔驰汽车股份 有限公司 北 京 汽 车 厂 车 架 装 焊 通 用 工 艺 守 则 第 1 页 共 6 页 1 目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2 适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3 引用文件 3.1 Q/FTB026-1999 四轮农用运输车车架总成技术条件 3.2 GB6417-86 金属熔化焊焊缝缺陷分类及说明 3.3 GB8110-95 二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》 机械工业出版社 3.5《焊接技术手册》 山西科学技术出版社 4 焊接设备 4.1各车型车架焊接均采用 CO2气体保护焊。 4.2焊接设备由电源与控制
![噶米kt[优质文档]车架焊接工艺标准](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAYAAAAmL5yKAAABIklEQVQ4T63TzSqFURQG4GdfgSIMyA0YUAZ+bsEpF2CuZCKJKCMlJJlImbsAxcAN+BkoBm5ADPwc5Qq2tvbX2efDQJ01+b611rvWflfrXSHG+I4eLYt4wRk2c3gDDfQjFNhmiDGmghVc5kQCDGEBIzl2j0M8IuGTTWG3atAIIZwXncUYU6OTHJsNIVSF36EY43Ri+WeDDNpP3xDCUtn81waZ2kwGptcWsZX9dRwU85/m/xYDvGGieOkIO9lfxXyRu0Zvx0e4xUAxwh32sr+M0WKEZ4y1MShWVzEdr+ngphihWmkHt1DXwX/XeIyHguIHrrIaUzhRnkR3gRnGXBLSRe0WEqYPg/jMBV14wmtNUM3yMNpyMcZ0B9tZYGshhHQPP+wLpwmRgmVQIVIAAAAASUVORK5CYII=)
![噶米kt[优质文档]车架焊接工艺标准](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABAAAAAOCAMAAAAR8Wy4AAAARVBMVEUAAAD/gADvjyD2kSP3jyL0kCP0kCP2kCP1jyP2kSP1jyP1kCT0jyP0kCT1jyT2kST1kCT1kCP1jyP0kCP0jyP1kCP1kCR2n9jyAAAAFnRSTlMABBBRYnORkZKSmZ6fpaurrMrL2Nn8BQ/zAwAAAFdJREFUCNeVjDkWgCAQxTKi4jqKy7//US14PKU0XVIEMutKTUo/QhPeEBqg1VjCqBYw15DDoN3IJZISUZvli7n644hyK19z3ffHwVyVgy1z8W6q6LhUcT6v3QVRwpKfOwAAAABJRU5ErkJggg==)
![[优质文档]车架焊接工艺标准](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB40lEQVQ4T82UT0iTYRzHP7+90+01l7YisEu1ZZBFoB4iiC6R1CGN8D32l+zQISG0ooMEdQqClA5CHtIoKCQorU5pdejPqZweAiGJNtH2zs050Nd37gnfkVKrw9gOPdfn9/3w/X15nq+MGUapsrip4ATCOvI5irhAn3i4JCONxm0RWvPR/zkrik4JNTXHQSoLAYFKSKjJUIVBsuoig0TQysoccsayUOk04nbj8nhQKDLz85DJGnd5vYimZWcXF1G2verIXVHBjt672GYMzVdO9MlT0rNJNp0740BEcxMfGmay5x6BG9fQg1sdwPSjfmIDL3JBX86ep3z3LqpaTjPV+4D1hxsYb21D315N4HoHke4e/AcPkHz/EXPg+W/ROhn9chS+042vvpYSv5/48JsV0LJiS8dVrHAEfVsQKS3B+h7GfDbIwsS3XEez7z5gRSaJDb5k7d49qyARqrtukXj9Fl99HXbUZO7TZ1KjY6RjM39fzTZN58J/qIGNxjF+PO7HV1eLHgwwfvEym6+0/Xs1l65Tdeo4U/cfspRKOaA1O2uo3L8PpTLY01FmXg2xlJxjw9FGFr5OkAqN5mb0Hz7IIlgqzqddrpORI82d4pILhZhSqC5ZKTZRJ/OvE5VQGfo0r7T/BIvu3Wn9oL+uAAAAAElFTkSuQmCC)
![[优质文档]车架焊接工艺标准](https://files.zjtcn.com/group1/M00/2F/BC/CgoBZ2AcyI2AO5S0AAATpsDAK3A682.jpg)
[优质文档]车架焊接工艺标准
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、

车架焊接工艺规范
车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
编辑推荐下载
车架焊接工艺规范
格式:pdf
大小:100KB
页数:8P
4.7
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、
汽车车架的焊接工艺设计
格式:pdf
大小:187KB
页数:6P
4.7
汽车车架的焊接工艺制定 一:汽车车架的结构特点 汽车各总成都直接或间接地安装在车架上,车架是承受载荷的基 础件,它既承受汽车的静载荷,还要承受汽车行驶中的动载 荷,因此车架是影响汽车使用寿命的关键总成之一。 目前,国内载货汽车一般使用边梁式焊接车架。北汽福田作为国 内轻型载货汽车行业的主要生产企业之一,本文以其主导产 品——时代轻卡来介绍车架的结构特点。车架总成该车架由 两根槽形纵梁和七根横梁焊合而成的闭合式构架。为增加车架 的强度,纵梁内部焊接加强纵梁,车架总长约6500mm, 外宽760mm,车架上平面的平面度要求不得大于2m m,左右纵梁对角线长度最大偏差不超过3mm,板簧支架 对角线最大偏差不超过2mm。车架上的发动机支架、驾驶 室支架、板簧支架等焊接在相应的位置。焊接接头共有几百
噶米车架焊接工艺标准热门文档
dc车架焊接工艺规范
格式:pdf
大小:1.4MB
页数:17P
4.4
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、
ly车架焊接工艺规范
格式:pdf
大小:231KB
页数:19P
4.7
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、

pu车架焊接工艺规范
格式:pdf
大小:132KB
页数:15P
4.5
车架装焊通用工艺 守则 文件编号:bc-998-001 编制:会 签: 校对:标准 化: 审核:批 准: 奔驰汽车股份有限公司 奔驰汽车股份车架装焊通用工艺第1页 有限公司 北京汽 车厂 守则 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守 则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制
ve车架焊接工艺规范
格式:pdf
大小:108KB
页数:9P
4.6
车架装焊通用工艺守则 文件编号:bc-998-001 编制:会签: 校对:标准化: 审核:批准: 奔驰汽车股份有限公司 奔驰汽车股份有限公司 北京汽车厂车架装焊通用工艺守则 第1页 共6页 1目的 为规范焊接车架装焊工艺过程及稳定车架装焊质量,特制订本工艺守则。 2适用范围 本守则适用于车架车间生产的四轮车车架、三轮车车架的装焊。 3引用文件 3.1q/ftb026-1999四轮农用运输车车架总成技术条件 3.2gb6417-86金属熔化焊焊缝缺陷分类及说明 3.3gb8110-95二氧化碳气体保护焊用钢焊丝 3.4《焊接手册》机械工业出版社 3.5《焊接技术手册》山西科学技术出版社 4焊接设备 4.1各车型车架焊接均采用co2气体保护焊。 4.2焊接设备由电源与控制系统、
焊接工艺标准
格式:pdf
大小:19KB
页数:4P
4.5
焊接工艺守则 一、总则 本通用工艺适用于我公司采用手工电弧焊、co2气体保护焊工艺的各类钣金 件的焊接。 二、焊前准备 1、全面检查电源、焊机、焊枪、供气系统、工装等设备是否正常。 2、确认焊条、焊剂、焊丝牌号、规格及质量是否符合要求。 3、检查焊件的装配质量和坡口情况。 4、焊接的坡口形式和基本尺寸以及装配公差必须符合产品图纸要求及技术工艺 文件的规定,坡口应保持平整,不得有裂纹、分层、夹渣等缺陷。 5、坡口表面及两侧20mm范围内的水分、铁锈、油污等有害杂质应清理干净。 6、不锈钢及其复合钢板复层坡口两侧各100mm范围涂白垩粉或防溅剂,以防止 沾附焊接飞溅。 7、按工艺文件要求对焊条实施预热,要保持预热的均匀性,确认达到预热温度 后才能施焊。 三、焊接材料 1、根据产品图纸或技术要求选用相应的焊接材料。 2、焊条、焊丝、焊剂必须具有产品质量证明书,并符合相应的标准
噶米车架焊接工艺标准精华文档
噶米锅炉焊接工艺规程
格式:pdf
大小:658KB
页数:47P
4.3
锅炉设备焊接、热处理工艺规程 1.范围 本规程适用于张家口发电厂锅炉检修本体专业和管阀容器专业的焊接热处理工作。 2.引用标准 dl/t869-2004火力发电厂焊接技术规程 gb/t231-1984《金属布氏硬度实验方法》 dl/t678-1999《电站钢结构焊接通用技术条件》 dl/t819-2002《火力发电厂焊接热处理技术规程》 dl/taaa-xxxx《焊接工艺评定规程》 3.一般规定 3.1从事焊接作业的焊工应按照dl/t679的规定参加焊工技术考核,取得焊工合格证书,并按照考试合 格项目适用范围从事焊接工作;熟悉并严格执行焊接作业指导书和焊接技术措施的有关规定。 3.2焊接热处理人员应经专门培训考核合格并取得资格证书,并按dl/t819的有关规定履行相应得职责。 3.3焊接设备(含热处理设备、无损检测设备)及仪表应定期检查,需要计量的部分应定期效验
噶米焊接工艺设计说明书支架焊接结构设计
格式:pdf
大小:491KB
页数:19P
4.5
目录 第一章支架焊接结构设计概述..............................................................2 1.1支架焊接结构设计简介..................................................................................
手工电弧焊焊接工艺标准
格式:pdf
大小:42KB
页数:7P
4.6
手工电弧焊焊接工艺标准 1.手工电弧焊焊接施工工艺标准 1.1适用范围 本工艺适用于钢结构制作与安装手工电弧焊焊接工艺。工艺规定了一般低碳钢、普通低合金高强度钢手 工电弧焊的基本要求。凡各工程的工艺中无特殊要求的结构件手工电弧焊均应按本工艺规定执行。 1.2??引用标准 (1)钢结构工程施工质量验收规范(gb50205—2001); (2)建筑工程施工质量验收统一标准(gb50300—2001); (3)建筑钢结构焊接规程(jgj81—2002); (4)碳钢焊条(gb5117—85); (5)低合金钢焊条(gb5118—85); (6)钢结构焊缝外形尺寸(gb10854—89); (7)焊接质量保证钢熔化焊接接头的要求和缺陷等级(gb/t12469—90); (8)钢焊缝手工超声波探伤和探伤结果的分级(gb11345—89)。
《焊接材料与焊接工艺标准》目录汇总
格式:pdf
大小:9KB
页数:4P
4.6
焊接材料与焊接工艺标准 以下相关标准不够全面,供大家参考: g983《gb/t983-1995不锈钢焊条》 g984《gb/t984-2001堆焊焊条》 g3131《gb/t3131-2001锡铅焊料》 g3323《gb/t3323-2005金属熔化焊焊接接头射线照相》 g3429《gb/t3429-2002焊接用钢盘条》 g3669《gb/t3669-2001铝及铝合金焊条》 g3670《gb/t3670-1995铜及铜合金焊条》 g5117《gb/t5117-1995碳钢焊条》 g5118《gb/t5118-1995低合金钢焊条》 g5185《gb/t5185-2005焊接及相关工艺方法代号》 g5293《gb/t5293-1999埋弧焊用碳钢焊丝和焊剂》 g6417.1《gb/t6417.1-2005金属熔化焊接头缺欠分类及说明》 g6417.2《gb/
噶米车架焊接工艺标准最新文档

车身焊接工艺
格式:pdf
大小:59KB
页数:9P
4.7
1 车身焊接工艺 1.范围 本标准规定了本公司车辆产品车身装焊应遵守的基本规则; 本标准适用于本公司车辆产品自制结构件的装焊作业。 2.引用标准 下列文件的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件,其随后所有 的修改单(不包刮勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的 各方研究是否可使用这些文件的最新版本。 jb/t9186二氧化碳气体报护焊工艺规程 《焊接手册》机械工业出版社 nesm0109-1985焊接接头试验方法通则 nesm0112-1993焊接接头拉伸剪切试验方法 nesm0115-1993焊接接头显微镜试验方法 3.公司应用的焊接方法 公司应用的焊接方法见表1 表1公司应用的焊接方法 焊接方法应用范围 电阻焊点焊悬挂式点焊车身分总成 机器人点焊车身分总成 固定点焊车身小
车架焊接标准
格式:pdf
大小:1.4MB
页数:6P
4.6
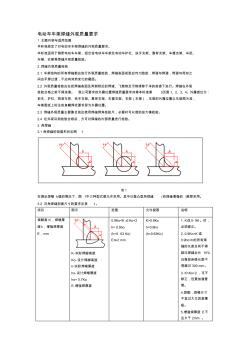
电动车车架焊缝外观质量要求 1主题内容与适用范围 本标准规定了对电动车车架焊缝的外观质量要求。 本标准适用于钢质电动车车架、铝合金电动车车架及电动车护杠、扶手支架、靠背支架、车筐支架、车把、 车梯、衣架等焊缝外观质量检验。 2焊缝外观质量检验 2.1车架结构的所有焊缝都应进行外观质量检验,焊缝表面成型应均匀致密,焊道与焊道,焊道与母材之 间应平滑过渡,不应有突然变化的截面。 2.2外观质量检验应在把焊缝表面及两侧附近的焊渣、飞溅物及污物清除干净的前提下进行。焊缝在外观 检验合格之前不得涂漆。我公司要求的外露位置焊接质量要求如第本标准第5页图1、2、3、4。外露部位为: 前叉、护杠、简易车把、扶手支架、靠背支架、车筐支架、支架(车梯),车架的外露位置以车架图为准, 车架图纸上标注的鱼鳞焊纹要求即为外露位置。 2.3焊缝外观质量主要靠目测及使用焊缝焊角检验尺,必要时可以借助放大
柜体组装焊接工艺标准(4)
格式:pdf
大小:28KB
页数:4P
4.5
1 绍兴市华安电器设备有限公司 柜体加工工艺 sxha-2008-01 1适用范围 交流低压配电柜柜体柜架部件用冷弯型钢局部焊接组装而成。其他部件也单独进行预制焊 接组装,本工艺守则适用于各组成部件的焊接组装及柜体的组合拼装。 2组装及焊接材料 2.1接地滚花螺钉,平头螺钉及滚花螺母等紧固件; 2.2电焊条规格: ф2~ф6 2.3电焊条牌号 结422~结427(t42-2~t42-7) 2.4电焊条选用原则 a一般低碳钢结构件推荐选用结422电焊条,其规格根据被焊接件尺寸焊缝形式选用; b重要低碳钢结构件推荐选用结427电焊条。 3设备及工具 3.1弧焊机 3.2电焊钳 3.3点焊机 3.4面罩 3.5尖锤 3.6角向磨光机 3.7手钳、十字螺丝批、一字螺丝批、活动扳手、套筒扳手等工具; 3.8焊接夹具,胎具(部件焊接用) 3.9卷尺、钢直尺 3

铜管加工和焊接工艺标准
格式:pdf
大小:67KB
页数:7P
4.5
铜管加工和焊接工艺标准 铜管加工工艺 铜管一般要求 密封冷媒系统要求管件内部表面清洁、无氧化、无水、无油等; 不允许使用带有裂纹、不圆变形、扭曲、可见砂眼、喷墨(铜管厂检测有缺陷的标记)、发黑(氧化)等 缺陷的铜管。 铜管加工要求总则 管路的加工按设计图纸进行,形状、尺寸应符合设计要求; 断口处直径改变应在铜管标准直径的2%以内,且断口不允许有飞边,毛刺; 管件要脱油、去污、无铜屑,内外表面光洁,不许有油污、伤痕、氧化皮; 焊接过程必须充氮保护,焊后用0.3~0.5mpa的干燥压缩空气吹净内部。 铜管下料、去毛刺 使用工具:割管刀,有效直尺,铜管修边器 铜管需定位固定后,再用割刀拆下,要保证割口平齐,不变形 切割过程中,铜管均匀进给,以保证管口圆滑 下料后必须用铜管修边器对端口去毛刺,去毛刺后,必须用0.3~0.5mpa的干燥压缩空气吹掉管内外的铜屑、 杂物。 铜管弯曲 使用工

PE管热熔焊接工艺标准
格式:pdf
大小:338KB
页数:31P
4.6
-* pe管热熔焊接工艺 一、焊接准备。热熔焊接施工准备工作如下: ①将与管材规格一致的卡瓦装入机架; ②准备足够的支撑物,保证待焊接管材可与机架中心线处于同 一高度,并能方便移动; ③设定加热板温度200~230℃ ④接通焊机电源,打开加热板、铣刀和油泵开关并试运行。 二、焊接。焊接工艺流程如下:检查管材并清理管端→紧固管 材→铣刀铣削管端→检查管端错位和间隙→加热管材并观察最小卷 边高度→管材熔接并冷却至规定时间→取出管材。在焊接过程中,操 作人员应参照焊接工艺卡各项参数进行操作,而且在必要时,应根 据天气、环境温度等变化对其进行适当调整: ①核对欲焊接管材规格、压力等级是否正确,检查其表面是否有 磕、碰、划伤,如伤痕深度超过管材壁厚的10%,应进行局部切 除后方可使用; ②用软纸或布蘸酒精清除两管端的油污或异物; ③将欲焊接的管材置于机架卡瓦内,使两

超声波焊接工艺标准
格式:pdf
大小:4.0MB
页数:18P
4.3
广东新宝电器股份有限公司 作业指导书 文件名称:超声波焊接工艺标准 文件编号:71-02-wi-003 生效日期:2011年06月15日 版本号:a 适用范围:所有超声波熔接作业 受控正本受控副本 编制:彭志云 审核: 批准: 保密等级:内部 广东新宝电器股份有限公司 第1页共17页 作业指导书编号:71-02-wi-003 标题:超声波焊接工艺标准 版次:a 生效日期:2011-06-15 文件制定/修改情况记录 版次修改内容 编写/ 修改人 审核批准修改日期 a首版彭志云2011-06-15 广东新宝电器股份有限公司 第2页共17页 作业指导书编号:71-02-wi-003 标题:超声波焊接工艺标准 版次:
低温钢焊接工艺标准
格式:pdf
大小:237KB
页数:15P
4.4
低温钢焊接工艺标准 1适用范围 本工艺标准适用于设计温度为-20℃~-196℃的低温设备、管道用的无镍低温合金钢和含镍钢的手 工电弧焊、埋弧自动焊、手工钨极氩弧焊及熔化极气体保护焊的焊接施工。 2施工准备 2.1技术准备(施工标准、规范) 2.1.1《工业金属管道工程施工及验收规范》gb50235 2.1.2《现场设备、工业管道焊接工程施工及验收规范》gb50236 2.1.3《石油化工剧毒、可燃介质管道工程施工及验收规范》sh3501 2.1.4《石油化工低温钢焊接规程》sh3525 2.1.5《钢制低温压力容器设计规定》hg20585 2.1.6《钢制压力容器》gb150 2.1.7《压力容器安全技术监察规程》 2.1.8《钢制压力容器焊接工艺评定》jb4708 2.1.9《钢制压力容器焊接规程》jb/t
噶米车架焊接工艺标准相关
文辑推荐
知识推荐
百科推荐


职位:道路工程师
擅长专业:土建 安装 装饰 市政 园林


