

2钢管沟上组装焊接(手工焊2)排版
格式:pdf
大小:24KB
页数:1P
人气 :64
 4.5
4.5
单位:1000m 9-579 9-580 9-581 9-582 9-583 1219×28.6 1219×30.2 1219×31.8 1219×33.3 1219×38 538811.74 620936.68 703061.63 780053.20 1021294.14 53630.02 60816.77 68003.52 74741.09 95852.11 41173.03 44521.04 47869.06 51007.84 60842.66 444008.69 515598.87 587189.05 654304.27 864599.37 名称 单位 单价 人工 综合工日 工日 44.50 1205.169 1366.669 1528.169 1679.575 2153.980 钢管 m (1008.000) (1008.000) (1008.000) (1008.000) (1



焊接H型钢组装
焊接h型钢组装 2010-10-0117:30:09阅读111评论0字号:大中小订阅 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》 gb/t5118的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合
 大直径钢管环焊缝自动组装焊接系统
大直径钢管环焊缝自动组装焊接系统 大直径钢管环焊缝自动组装焊接系统
在水电站压力钢管道施工中,钢管接头处往往具有大小不同的椭圆度,为解决这一问题,特地研制了"大直径压力钢管环焊缝组装对接自动化系统"。简要介绍了该系统的结构、组成及工作原理。
编辑推荐下载
管沟内焊接作业坍塌事故
格式:pdf
大小:9KB
页数:1P
4.4
坍塌事故 一、事故背景及概述 2009年10月5日,某机组在管沟内进行焊接作业过程中,发生了塌方事故,造成2人 死亡 二、事故经过 10月5日14时,开始沟下焊接准备工作,机组长安排安全员在沟边进行监护。18时 10分,机组长带领管工齐某、电焊工贾某、解某在沟下进行第二道焊口组对焊接。18时30 分,正在进行焊接时,监护员大喊“塌方危险!快闪开!”。由于塌方突然,管工齐某和电焊 工贾某被埋在沟中。机组长立即组织现场人员进行挖土抢救,同时拨打120急救电话。19 时30分,贾某和齐某被救出,经急救中心抢救无效死亡。 三、事故原因 (一)直接原因 1、管沟放坡不够。该施工段设计坡度为1:0.5,现场实际开挖后发现边坡局部有细砂层, 即局部坡度应为1:1。现场实际测量坡度为1:0.23。 2、现场防护措施不到位。。在放坡不够的沟下作业,没有采取有效
钢管的焊接
格式:pdf
大小:29KB
页数:3P
4.6
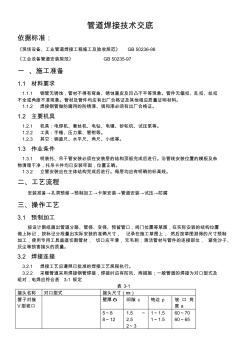
管道焊接技术交底 依据标准: 《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 《工业设备管道安装规范》gb50235-97 一、施工准备 1.1材料要求 1.1.1钢管无锈蚀,管材不得有弯曲、锈蚀重皮及凹凸不平等现象。管件无 偏扣、乱扣、丝扣不全或角度不准现象。管材及管件均应有出厂合格证及其他相 应质量证明材料。 1.1.2焊接钢管做防腐用的防锈漆、调和漆必须有出厂合格证。 1.2主要机具 1.2.1机具:电焊机、套丝机、电钻、电锤、砂轮机、试压泵等。 1.2.2工具:手锤、压力案、管钳等。 1.2.3其它:钢直尺、水平尺、角尺、小线等。 1.3作业条件 1.3.1明装托、吊干管安装必须在安装层的结构顶板完成后进行。沿管线安 装位置的模板及杂物清理干净,托吊卡件均已安装牢固,位置正确。
钢管沟上组装焊接排版热门文档

组装及焊接
格式:pdf
大小:46KB
页数:4P
4.5
检具名称:制动踏板及支架总成检具名称:离合带制动踏板支架总成 图号:3732460图号:1602220-00 检定日期:2013.04.10检定日期:2013.04.10 检具状态:合格检具状态:合格 有效日期:一年有效日期:一年 检具名称:离合踏板总成检具名称:离合带制动踏板支架总成 图号:3732830图号:1602220-00 检定日期:2013.04.10检定日期:2013.04.10 检具状态:合格检具状态:合格 有效日期:一年有效日期:一年 检具名称:检具名称:离合带制动踏板支架总成 图号:图号:1602220-00 检定日期:检定日期:2013.04.10 检具状态:合格检具状态:合格 有效日期:一年有效日期:一年 检具名称:离合带制动踏板支架总成检具名称:离合带制动踏板支架总成 图号:
3.1焊接h型钢组装
格式:pdf
大小:189KB
页数:14P
4.5
焊接h型钢组装 2010-10-0117:30:09阅读111评论0字号:大中小订阅 3.1.1适用范围 本规程适用于钢结构构件采用焊接h型钢的施工工艺。 3.1.2施工准备 1、主要材料 (1)钢材的品种、规格、性能应符合设计要求和国家现行有关产品标准的规定; 进口钢材产品的质量应符合设计和合同规定的要求;均应具有产品质量合 格证明文件。材料进厂后,公司检测中心应及时对钢材的表面质量、化学 成分及机械性能进行检验。钢材进入车间时,应对其规格、表面质量进行 复查合格后方可施工。 (2)焊接材料包括焊条、焊丝、焊剂和焊接保护气体等;均必须具有产品质量 合格证明文件及产品使用说明书等。 ①焊条应符合国家现行标准《碳钢焊条》gb/t5117、《低合金钢焊条》 gb/t5118的规定; ②焊丝和焊剂:埋弧自动焊和气体保护焊焊丝的各项性能指标,应分别符合

钢管与焊接球焊接
格式:pdf
大小:111KB
页数:6P
4.6
xxxxxxxxxxxxxx工程 施工组织设计专项方案 钢管与焊接球焊接 工艺评定方案 编制: 审核: 批准: 1 一、工程概况 xxxxx屋面为焊接空间网壳体系,网壳沿周向支承在24榀由圆钢管组成的人字柱顶上。 支承轴线跨度133.06米,屋面水平投影直径149.53米,网壳矢高17.99米,网壳高度2.8米, 总用钢量1900多吨。 网壳室内部分采用q345b钢材,室外部分为q345c,人字柱支承在铸钢支座上(材料为 gs-16mn5n). 本工程除具有结构截面种类多,节点设计复杂,精度要求高,结构受力形式独特等特点 外,最显著的特点是焊接量大,焊接种类多,有管—球连接、管—管相贯连接、管—铸钢件连接. 本焊接工艺评定方案针对直径为1000mm,厚度18mm的q345c钢管与gs-16mn5n铸钢 支座节点的焊接
焊管史话之十五 焊接锅炉钢管的发展(上) 焊管史话之十五 焊接锅炉钢管的发展(上)
格式:pdf
大小:62KB
页数:1P
4.6
随着旋转变压器和多级频率焊接技术的发展,自20世纪40年代起,电焊钢管开始进入高温高压工况条件下的锅炉钢管领域。电焊锅炉钢管的工业性批量生产,标志着低频焊管生产技术的成熟。1美国焊接锅炉钢管的发展美国的b&w(babcockandwilcoxtubecompany)钢管公司首先开始挑战当时被无缝钢管独霸的锅炉钢管市

焊接钢管 (4)
格式:pdf
大小:10KB
页数:3P
4.7
焊接钢管基本知识 焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。 随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,焊接钢 管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。焊接钢管按焊缝的形式分为 直缝焊管和螺旋焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管 的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料 生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。1. 低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用于输送水、煤 气、空气、油和取暖蒸汽等一般较低压力流体和其他用途的焊接钢管。钢管接壁厚分为普通 钢管和加
钢管沟上组装焊接排版精华文档

焊接钢管
格式:pdf
大小:171KB
页数:16P
4.7
焊接钢管分类 焊接钢管也称焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢 管。焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少, 但一般强度低于无缝钢管。 分类 焊接钢管因其焊接工艺不同而分为炉焊管、电焊(电阻焊)管和 自动电弧焊管。因其焊接形式的不同分为直缝焊管和螺旋焊管两种。 因其端部形状又分为圆形焊管和异型(方、扁等)焊管。焊管因其材 质和用途不同而分为如下若干品种: gb/t3091-1993(低压流体输送用镀锌焊接钢管)。主要用于输 送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其他 用途管。其代表材质q235a级钢。 gb/t3092-1993(低压流体输送用镀锌焊接钢管)。主要用于输 送水、煤气、空气、油和取暖热水或蒸汽等一般较低压力流体和其它 用途管。其代表材质为:q235a级钢。 gb/t14291-1992(矿用流体输送焊接钢管)。主要用于矿山
焊接钢管的标准
格式:pdf
大小:10KB
页数:5P
4.4
焊接钢管的标准 焊接钢管也称焊管,是用钢板或钢带经过卷曲成型后焊接制成的钢管。焊接钢管 生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20 世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊 缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢 管。焊接钢管按焊缝的形式分为直缝焊管和螺旋焊管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般 比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产 管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产 速度较低。 因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊。 1.低压流体输送用焊接钢管(gb/t3092-1993)也称一般焊管,俗称黑管。是用 于输送水、煤气、空气
焊接钢管检查参数
格式:pdf
大小:34KB
页数:2P
4.6
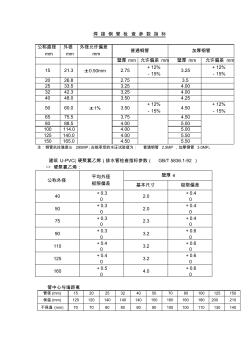
焊接钢管检查参数指标 公称直径 mm 外径 mm 外径允许偏差 mm普通钢管加厚钢管 壁厚mm允许偏差mm壁厚mm允许偏差mm 1521.3±0.50mm2.75 +12% -15% 3.25+12% -15% 2026.82.753.5 2533.53.254.00 3242.33.254.00 4048.03.504.25 5060.0±1%3.50 +12% -15%4.50 +12% -15% 6575.53.754.50 8088.54.005.00 100114.04.005.00 125140.04.005.50 150165.04.505.50 注:钢管抗拉强度≥295mp;应能承受的水压试验值为:普通钢管2.5mp,

焊接钢管 (3)
格式:pdf
大小:7KB
页数:2P
4.4
焊接钢管按工艺区分主要有电阻焊(erw)、螺旋埋弧焊(ssaw)和直缝埋弧焊 (lsaw)三种工艺。这三种工艺生产的焊管,因其原料、成形工艺、口径大小以及 质量的不尽相同,在应用领域里各有定位。但究其发展来看,φ273mm以上大口径 焊管,近年来新增产能过于集中,已有和即将投产的jcoe(uoe)机组8套,φ 508mm~φ610mmerw机组6套,均为引进的当代先进技术装备和工艺,其 生产能力初步统计已超过600万吨。对这些设备,钢管生产企业应根据应用领域的要 求及各自产品的特点,在发挥各自长处方面进行技术改造,不断提高各自产品的技术含 量。 1.直缝电阻焊管(erw) 电阻焊管是我国最早生产、应用范围最广、生产机组最多(2000余家)、产量最高 (占焊管总产能的80%左右)的钢管品种,产品规格为φ20mm一φ610mm, 在国民经济建设中发挥了重要作用。其中φ20m
焊接钢管预埋
格式:pdf
大小:45KB
页数:4P
4.8
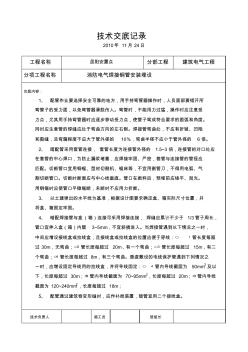
技术交底记录 2010年11月24日 工程名称昆阳安置点分部工程建筑电气工程 分项工程名称消防电气焊接钢管安装埋设 交底内容: 1、配管作业要选择安全可靠的地方,用手持弯管器操作时,人员面部要错开所 弯管子的受力面,以免弯管器滑脱伤人。弯管时,不能用力过猛,操作时应注意受 力点,尤其用手持弯管器时应逐步移动受力点,使管子弯成符合要求的圆弧和角度。 同时应注意管的焊缝应处于弯曲方向的左右侧。焊接管弯曲处,不应有折皱、凹陷 和裂缝,且弯扁程度不应大于管外径的10%,弯曲半径不应小于管外径的6倍。 2、暗配管采用套管连接,套管长度为连接管外径的1.5~3倍,连接管的对口处应 在套管的中心焊口,为防止漏浆堵塞,应焊接牢固、严密,套管与连接管的管径应 匹配。切断管口宜用钢锯、型材切割机、锯床等,不宜用割管刀,不得用电弧、气 割切断管口。切断时断面应与中心线垂直。管口在断料后
钢管沟上组装焊接排版最新文档
钢管的焊接 (2)
格式:pdf
大小:21KB
页数:3P
4.6
管道焊接技术交底 依据标准: 《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 《工业设备管道安装规范》gb50235-97 一、施工准备 1.1材料要求 1.1.1钢管无锈蚀,管材不得有弯曲、锈蚀重皮及凹凸不平等现象。管件无偏扣、乱扣、丝扣 不全或角度不准现象。管材及管件均应有出厂合格证及其他相应质量证明材料。 1.1.2焊接钢管做防腐用的防锈漆、调和漆必须有出厂合格证。 1.2主要机具 1.2.1机具:电焊机、套丝机、电钻、电锤、砂轮机、试压泵等。 1.2.2工具:手锤、压力案、管钳等。 1.2.3其它:钢直尺、水平尺、角尺、小线等。 1.3作业条件 1.3.1明装托、吊干管安装必须在安装层的结构顶板完成后进行。沿管线安装位置的模板及杂 物清理干净,托吊卡件均已安装牢固,位置正确。 1.

焊接钢管
格式:pdf
大小:15KB
页数:1P
4.4
一、操作工艺流程 1、清洁 焊件在组装前,应将焊口表面及内外壁的油、漆、垢、锈等采用喷砂处理清除干净,直至发 出金属光泽,并检查有无裂纹,夹渣等缺陷,每侧各清理10~15mm范围。 2、打坡口 根据管道壁厚选择坡口形式 d壁厚坡口形式焊口层次焊材直径焊接电流电弧电压焊接方法 ≤3.5mm 齐边对接i型坡口(间 隙0~2mm) 1~2 φ2.0 φ2.5 60~90 80~110 8~10 10~12 手工钨极氩 弧焊 4~12mm 660°v型坡(间隙 2.5~3.5mm) 1~4 φ3.2 φ4.0 70~90 90~120 10~12 13~15 焊条电弧焊 3、对口 焊接组装时应垫置牢固,以免在焊接过程中产生应力集中和焊接变形。焊接对口时内壁管口 的错边量应严格控制。单面焊坡口错边量应不超过壁厚的10%,且不超过

焊接钢管分类
格式:pdf
大小:38KB
页数:4P
4.3
焊接钢管简称焊管,常用钢材或钢带经过机组和模具卷曲成型后焊接制成的钢管。焊接 钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20 世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质 量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热谁备用管、 装饰管、中低压流体管等方面代替了无缝钢管。 直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝 焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊 管。但是与相同长度的直缝管相比,焊缝长度增加30~100%,而且生产速度较低。 一般来说,管子的直径可分为外径、内径、公称直径。管材为螺旋钢管的管子的外径用 字母d来表示,其后附加外直径的尺寸和壁厚,例如外径为108的无缝钢管。 一、焊接
钢管焊接合同()
格式:pdf
大小:21KB
页数:2P
4.4
工程分包合同 甲方: 乙方: 根据《中华人民共和国合同法》、《中华人民共和国建筑法》及《建设工程施工合同管理办法》 等法律、法规规定,结合本工程具体情况,本着协商一致、等价有偿、诚实守信原则,签订本建设 工程合同,以供双方共同遵守。 一、工程概况: 1、工程名称: 2、工程地点: 3、工程内容及承包范围:管道铺设、焊接、测漏直至完工使用。 二、工期: 本工程从2018年4月5日开始,2018年5月20日前完工。 三、工程质量: 1、乙方必须严格按甲方提出的技术要求和现行施工规范及标准施工,并甲方现场代表的监督、 检查、检验。乙方应为检查人员提供便利条件并给予积极配合。对不合格的部分按甲方代表的要求 限期返工修改,乙方自行承担由自身原因导致返工修改的费用。乙方不得自行改变施工要求及降低 工程质量标准。 2、若因乙方工程质量达不到标准或因技术素质差、劳动力不足,或因工
Φ219钢管的焊接
格式:pdf
大小:83KB
页数:4P
4.7
φ219×1615crmo耐热钢管的水平固定焊接 概述:15crmo耐热钢在520℃时还具有较高的持久强度,并具有良 好的抗氧化性能。当温度超过550℃时,蠕变极限开始明显下降。长期处 于500-550℃工作时,会产生碳化现象。15crmo耐热钢管主要用于蒸汽参 数为510℃的高中压蒸汽管道。本文根据现场施工实践介绍φ219×16耐 热钢管的焊接。选用合适的焊接材料和焊接工艺,避免了缺陷的产生。 关键词:耐热钢碳化现象微裂纹短弧操作氩电联焊回火热处 理内填丝法射线探伤硬度检验 1.焊前准备 1.1坡口的加工 15crmo耐热钢管的坡口加工一般采用机械方法加工。坡口角度60°, 钝边0.5~1mm。如果不能采用机械加工时也可采用火焰切割的方法加工, 但火焰切割前需将被切割部位加热至150℃方可进行切割,当气温低于 0℃时切割后需对切割部位采取保温缓
大直径钢管环焊缝自动组装焊接系统 大直径钢管环焊缝自动组装焊接系统
格式:pdf
大小:64KB
页数:未知
4.4
水电站压力钢管道施工中钢管往往具有大小不同的椭圆度,为解决这一问题,特研制“大直径压力钢管环焊缝组装对接自动化系统”。本文简要介绍该系统的结构、组成及工作原理。

焊接钢管 (2)
格式:pdf
大小:7KB
页数:2P
4.7
焊接钢管按工艺区分主要有电阻焊(erw)、螺旋埋弧焊(ssaw)和直缝埋弧焊 (lsaw)三种工艺。这三种工艺生产的焊管,因其原料、成形工艺、口径大小以及 质量的不尽相同,在应用领域里各有定位。但究其发展来看,φ273mm以上大口径 焊管,近年来新增产能过于集中,已有和即将投产的jcoe(uoe)机组8套,φ 508mm~φ610mmerw机组6套,均为引进的当代先进技术装备和工艺,其 生产能力初步统计已超过600万吨。对这些设备,钢管生产企业应根据应用领域的要 求及各自产品的特点,在发挥各自长处方面进行技术改造,不断提高各自产品的技术含 量。 1.直缝电阻焊管(erw) 电阻焊管是我国最早生产、应用范围最广、生产机组最多(2000余家)、产量最高 (占焊管总产能的80%左右)的钢管品种,产品规格为φ20mm一φ610mm, 在国民经济建设中发挥了重要作用。其中φ20m
焊接钢管敷设
格式:pdf
大小:46KB
页数:7P
4.6
焊接钢管敷设 1范围 可用于新建和和改造工程中的照明、动力、电话、消防等系统的管路敷设(材质为焊接钢管),可进行 明敷设、暗敷设,可敷设于墙体内,也可敷设于吊顶内。不适用于腐蚀性场所。 2引用标准 《建筑工程施工质量验收统一标准gb50300-2001》 《建筑电气工程施工质量验收规范gb50303-2002》 《爆炸和火灾危险环境电气装置施工及验收规范gb50257-96》 《高层民用建筑设计防火规范gb50045-95》 《建筑设计防火规范gbj16-87》 《建筑安装分项工程施工工艺规程dbj01-26-96》 《建筑电气通用图集92dq》 3施工准备 3.1材料准备: 所用主材、附材已运至施工现场,规格、型号符合图纸要求,数量满足现场需要。材料要求如下: 3.1.1主材:钢管具备有效的产品合格证,原材合格证,焊接钢管要求壁厚均匀,管内无毛刺
焊接钢管 (2)
格式:pdf
大小:25KB
页数:2P
4.5
隐检日期 轴线 -12.600m ~-9.100m 申报人: 1同意隐蔽0 复查日期:复查人: 检查结论:不同意,修改后进行复查。 复查结论: 1、本部位使用焊接钢管sc15,电线导管材质、规格符合设计及施工质量验收规范要求。管路敷设位置符合 设计和施工图纸要求;线管弯曲半径大于外径10倍,且无凹扁现象。 2、焊管在敷设前管内灌防锈漆两遍。 3、焊管连接采用套管焊接,套管长度为管外径的2.2倍,焊缝严密,牢固。跨接地线采用dn6圆钢焊接,焊 接长度为圆钢直径的6倍,且两面施焊,焊缝饱满、药皮已清除、无夹渣咬肉现象。 4、线管敷设保护层厚度大于15mm。 隐检内容已做完:请给予检查。 检查意见: 经检查:符合设计要求和《建筑电气工程施工质量验收规范》(gb50303-2002)规定。 主要材料名称及规格/型号:焊接钢管sc15 隐检内容: 隐检依据:施工图图
钢管沟上组装焊接排版相关
文辑推荐
知识推荐
百科推荐


职位:给排水专业工程师
擅长专业:土建 安装 装饰 市政 园林


