

管道煨弯资料
格式:pdf
大小:423KB
页数:5P
人气 :68
 4.5
4.5
http://www.buildbook.com.cn/ebook/read.aspx?id=2007/B10020961/7.htm 第一节 说明应用释义 本章定额主要适用于灯架施工的型钢煨制,钢板卷材开卷与平直、型钢胎具制作,金属无损探伤检验工作。 [应用释义 ] 卷材:是指地下室、基础、屋面防水、防潮、防腐所使用的可以卷起来的材料,如油毡、油毡纸、耐酸沥青卷材、钢板卷材等。 路灯灯架的制作通常通过钢管的加工制作而成。 钢管:钢管分为焊接钢管和无缝钢管。焊接钢管又可分为直缝钢管和螺旋焊缝钢管。钢管具有耐高压、韧性好、耐振动、管壁薄、重量轻、管节 长、接口少、加工接头方便等优点。但是钢管比铸铁管价格高、耐腐蚀性差、使用寿命较短。钢管主要用于压力较高的输水线路,穿越铁路、河谷, 对抗震有特殊要求的地区及泵房内部的管线。钢管可采用焊接、法兰连接、螺纹连接。 在实际工程中,另外用的较多的就是钢



管道煨弯
钢管煨弯 生产工艺: 当然指把管加工成弯头,一般是指水电专业用金属管及电气pvc穿线 管。煨弯又分为冷煨和热煨。一般中小管径弯头可以冷弯加工获得;大管 径的就需要热弯了。 弯管用途: 主要用于弯制有色或黑色金属的管材,可适用于建材、造船、化工、 冶金、锅炉及重型机械制造等部门。产品主要用于建筑圆弧型钢结构,隧 道支承、车顶弯梁、地铁工程、铝门窗、天棚、包圆柱内骨架、凉台扶手、 淋浴房门、生产线轨道、健身器材等多种行业。中频弯管目前广泛应用于 电力、石油、化工、航海、核工业等工程领域的管道预制中,但中频弯管 在起弧处波浪褶皱明显偏大,特别是弯曲半径小于3do(do为管外径)时, 内弧波浪褶皱更大,严重影响产品的外观质量,这是几十年来国产弯管机 无法解决也急需解决的问题。 随着国内管件制造业的发展,中频弯管制造工艺也在不断进步。日前, 我国金
管道热煨弯头、弯管计算
65.71 弯管角度2224°137.71 管径d406.4406.4mm1482 曲率半径(416.2616.26m158.31 弯管弧长6.26.8m189.11 弯管长度l10.210.8m2410.81 45.13 弯管角度7584°55.413 管径d406.4406.4mm65.714 曲率半径(42.442.44m765 弯管弧长3.23.6m86.38 弯管长度l4.24.6m96.68 106.811 117.14 45.1127.47 55.4137.76 65.71486 76158.36 86.3168.56 96.6178.84 106.8189.11 117.119
编辑推荐下载
管道施工中煨弯的质量控制
格式:pdf
大小:9KB
页数:1P
4.7
管道施工中煨弯的质量控制 管道煨弯管是长距离输管道中重要的管道元件,长距离的煨弯管会通过一些 地形复杂、气候条件比较恶劣的地区,施工中需要使用大量大口径的煨弯管。使 用中的煨弯管受力状态较为复杂,影响煨弯管的性能与质量的因素有很多,煨弯 管的制造、性能与质量直接影响到管道施工的安全性、可靠性与经济效益。 1管道煨弯过程中的问题 对于中小管径的弯管可以用冷煨弯就能制造,大管径的弯管需要热煨弯来制 造。通常热煨弯管是按曲线轨道由钢管经感应加热在弯管机组上推制而成。口径 小的煨弯管的制造过程较口径大的煨弯管难,直径在1m以上的煨弯管的制造难 度更大。制造过程存在推制力矩较大,成型后的煨弯管的质量与性能未达到要求, 需要配备一些专用的大型弯管机器等。一些工程需要大口径的管道,但目前能制 造大口径的煨弯管的厂家较少,而且大口径的煨弯管的制造费用非常高,大口径 热煨弯管的组

热煨弯管在大口径管道中的应用
格式:pdf
大小:1.2MB
页数:3P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
管道煨弯资料热门文档
管道施工中煨弯的质量控制 (2)
格式:pdf
大小:21KB
页数:3P
4.6
管道施工中煨弯的质量控制 管道煨弯管是长距离输管道中重要的管道元件,长距离的煨弯管会通过一些 地形复杂、气候条件比较恶劣的地区,施工中需要使用大量大口径的煨弯管。使 用中的煨弯管受力状态较为复杂,影响煨弯管的性能与质量的因素有很多,煨弯 管的制造、性能与质量直接影响到管道施工的安全性、可靠性与经济效益。 1管道煨弯过程中的问题 对于中小管径的弯管可以用冷煨弯就能制造,大管径的弯管需要热煨弯来制 造。通常热煨弯管是按曲线轨道由钢管经感应加热在弯管机组上推制而成。口径 小的煨弯管的制造过程较口径大的煨弯管难,直径在1m以上的煨弯管的制造难 度更大。制造过程存在推制力矩较大,成型后的煨弯管的质量与性能未达到要求, 需要配备一些专用的大型弯管机器等。一些工程需要大口径的管道,但目前能制 造大口径的煨弯管的厂家较少,而且大口径的煨弯管的制造费用非常高,大口径 热煨弯管的组
地炉煨弯在高压管道安装中的应用
格式:pdf
大小:14KB
页数:1P
4.3
?!"?化工设备与管道第#"卷 地炉煨弯在高压管道安装中的应用 王志毅谷波王志鑫周卫东 (上海交通大学制冷与低温工程研究所,上海$%%%#%) 摘要在高压管道安装中用地炉煨弯,现场操作,煨弯尺寸灵活,操作简便,质量可靠。系统阻力小,压力稳定,降低了能耗。本文探讨其 特点、适用范围、工艺原理及施工操作要点等。列举了三个应用实例,可见其经济效益显著,具有推广价值。 关键词工艺流程地炉煨弯经济效益 &引言 高压管道’是指设计压力高于&%()*的管道。 高压管道的安装要求十分严格’其中弯头的煨制是 其关键工序。高压管道中采用地炉煨制高压弯管,系 统阻力小,压力稳定,降低了能耗,经济效益显著。 $特点 高压管道地炉煨弯,现场操作,煨弯尺寸灵活, 操作简便,质量可靠。 *+煨弯尺寸灵活。可根据现场实际,煨制定形 弯,减少管

扁钢煨弯器讲解学习
格式:pdf
大小:878KB
页数:4P
4.4
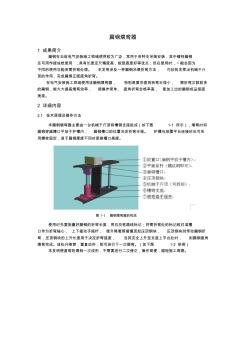
扁钢煨弯器 精品文档 收集于网络,如有侵权请联系管理员删除 扁钢煨弯器 1成果简介 扁钢在当前电气安装施工领域使用较为广泛,常用于各种支吊架安装,其 中镀锌扁钢还可用作接地线使用,具有长度定尺精度高,板型直度好等优点;但 在使用时,一般会因为不同的使用功能而需折弯处理。本发明涉及一种扁钢冷 煨折弯方法,巧妙的发挥出机械千斤顶的作用,完成扁钢正面直角折弯。 在电气安装施工领域使用该扁钢煨弯器,特别是要求直角转弯半径小,需 折弯次数较多的扁钢,能大大提高煨弯效率,使操作简单、直角折弯合格率 高,使加工出的扁钢成品径直美观。 2详细内容 2.1技术原理及操作方法 本扁钢煨弯器主要由一台机械千斤顶和槽钢支座组成(如下图1-1所 示),煨弯时将扁钢穿越槽口平放于护槽内,扁钢槽口的位置决定折弯半径。 护槽与放置平台连接时也可采用螺栓固定,易于扁钢厚度不同时更换槽口高 度。 图1-1扁
扁钢煨弯器
格式:pdf
大小:851KB
页数:2P
4.7
扁钢煨弯器 1成果简介 扁钢在当前电气安装施工领域使用较为广泛,常用于各种支吊架安装,其中镀锌扁钢 还可用作接地线使用,具有长度定尺精度高,板型直度好等优点;但在使用时,一般会因为 不同的使用功能而需折弯处理。本发明涉及一种扁钢冷煨折弯方法,巧妙的发挥出机械千斤 顶的作用,完成扁钢正面直角折弯。 在电气安装施工领域使用该扁钢煨弯器,特别是要求直角转弯半径小,需折弯次数较多 的扁钢,能大大提高煨弯效率,使操作简单、直角折弯合格率高,使加工出的扁钢成品径直 美观。 2详细内容 2.1技术原理及操作方法 本扁钢煨弯器主要由一台机械千斤顶和槽钢支座组成(如下图1-1所示),煨弯时将 扁钢穿越槽口平放于护槽内,扁钢槽口的位置决定折弯半径。护槽与放置平台连接时也可采 用螺栓固定,易于扁钢厚度不同时更换槽口高度。 图1-1扁钢煨弯器的构成 使用时先要测量好扁钢的折弯长
热煨弯头长度
格式:pdf
大小:28KB
页数:1P
4.6
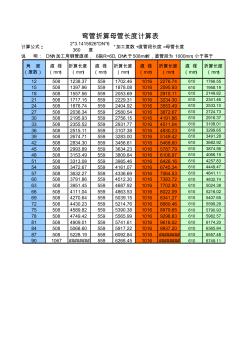
说明: 角度 (度数) 直径 (mm) 折算长度 (mm) 直径 (mm) 折算长度 (mm) 直径 (mm) 折算长度 (mm) 直径 (mm) 折算长度 (mm) 125081238.375591702.4610162276.746101766.55 155081397.965591878.0810162595.936101958.19 185081557.565592053.6910162915.116102149.82 215081717.155592229.3110163234.306102341.46 245081876.745592404.9210163553.496102533.10 275082036.345592580.5410163872.67610272
管道煨弯资料精华文档
钢管热煨弯通用技术规程
格式:pdf
大小:96KB
页数:4P
4.7
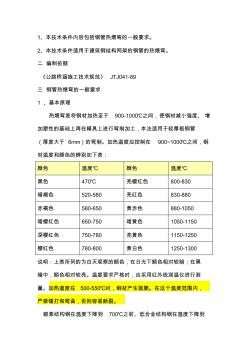
1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色830-880 赤褐色580-650黄赤色880-1050 暗樱红色650-750暗黄色1050-1150 深樱红色750-780亮黄色1150-1250 樱红色780-800黄白色1250-1300 说明:上表所列的为白天观察
热煨弯管施工技术
格式:pdf
大小:28KB
页数:6P
4.6
热煨弯管施工技术 一、工程概况 本工程为包钢白云供水管道和矿浆管道工程。为双管敷设, 分别为ф920供水管道和ф355.6矿浆管道。矿浆管道全长 145.78km;供水管道全长130km。 我项目部所承担的施工任务为k116+620~k124+541段,该 段管线地处山区,地势起伏大,土质多为石方,沿线需穿越6处 隧道,2处铁路,3处河槽,且水平弯点和纵向弯点多,特别是隧 道出入口和铁路涵洞出入口,弯点角度大,且现场场地又特别狭 小,用冷弯管实现管线转角存在很大困难,主要表现在土、石方 量的大大增加和施工的不方便,故此我们将部分隧道口和铁路涵 洞出入口冷弯管改为热煨弯管。 二、热煨弯管的特点 1、优点:热煨弯管弯曲半径小,现场占地面积小,安装方便。 2、缺点:制作难度大,施工现场无法实现,只能委托专业生 产厂家加工,加工周期长,费用大。 三、热煨弯管使用
 热煨弯管3PE防腐技术
热煨弯管3PE防腐技术 热煨弯管3PE防腐技术
格式:pdf
大小:436KB
页数:5P
4.4
热煨弯管的防腐一直是埋地管道防腐的薄弱环节,直接影响管道的使用寿命。防腐性能优异的3pe防腐层在直管防腐中广泛采用,而热煨弯管3pe防腐在国内外还是空白。文章就热煨弯管3pe防腐进行了研究,热煨弯管3pe防腐层由环氧粉末底层、共聚物胶中间层和聚乙烯表层组成。共聚物胶和聚乙烯在工厂内加工成一定宽度和厚度的复合pe带,在防腐作业线上采用行星式缠绕机按照冷带热缠工艺进行防腐作业;环氧粉末采用高压静电喷涂。文中还对除锈和防腐的两套圆环型自动控制作业线进行了阐述。
钢管热煨弯通用技术规程 (2)
格式:pdf
大小:96KB
页数:4P
4.4
1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色830-880 赤褐色580-650黄赤色880-1050 暗樱红色650-750暗黄色1050-1150 深樱红色750-780亮黄色1150-1250 樱红色780-800黄白色1250-1300 说明:上表所列的为白天观察

角钢和钢管煨弯工装制作与应用
格式:pdf
大小:1.4MB
页数:5P
4.7
·中国化学工程第六建设有限公司型钢煨弯工装制作与应用 -1-型钢煨弯工装制作与应用 角钢和钢管煨弯工装制作与应用 1前言 中化六建北京分公司承建的天津壳牌润滑油北方项目机电安装工程的储罐施工过程中, 由于立式圆筒形储罐的许多部件(如包边角钢,平台包边,保温扁钢圈扶手钢管和外盘管) 都是圆弧形,这些部件均须要进行煨弯处理。而业主对储罐的外观质量要求很高,直接用 卷板机卷制出的钢管会扁,卷制的角钢会起褶皱,这是达不到业主的质量要求的。因此业 主建议我单位外协加工,但外协加工不但拖延工期,而且加工费用巨大,所以项目部决定 制作角钢和钢管煨弯模具,现场进行卷制。 2煨弯模具的工作原理 根据要煨弯的构件规格设计出模具,将模具套在三辊卷板机的辊轴上,送入角钢或钢 管进
管道煨弯资料最新文档
5.硬母线煨弯、研磨技能训练
格式:pdf
大小:77KB
页数:4P
4.6
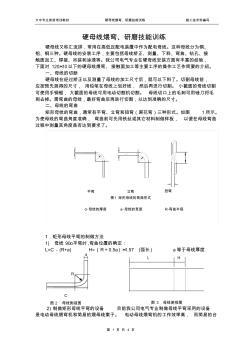
大中专生岗前培训教材硬母线煨弯、研磨技能训练施工技术科编写 第1页共4页 硬母线煨弯、研磨技能训练 硬母线又称汇流排,常用在高低压配电装置中作为配电母线。这种母线分为铜、 铝、钢三种。硬母线的安装工序,主要包括母线矫正、测量、下料、弯曲、钻孔、接 触面加工、焊接、吊装和涂漆等。我公司电气专业在硬母线安装方面有丰富的经验, 下面对120×10以下的硬母线煨弯、接触面加工等主要工序的操作工艺作简要的介绍。 一、母线的切断 硬母线在经过矫正以及测量了母线的加工尺寸后,就可以下料了。切割母线前, 应按预先测得的尺寸,用铅笔在母线上划好线,然后再进行切割。小截面的母线切割 可使用手钢锯,大截面的母线可用电动切割机切割。母线切口上的毛刺可用锉刀将毛 刺去掉。需弯曲的母线,最好弯曲后再进行切割,以达到准确的尺寸。 二、母线的弯曲 矩形母线的弯曲,通常有平弯、立弯和扭弯(麻花弯)
电力钢管热煨弯通用技术规程
格式:pdf
大小:96KB
页数:5P
4.6
fee有限公司 钢管热煨弯通用技术条件 文件编号:____________________ 受控状态:____________________ 发放序号:____________________ 钢管热煨弯通用技术条件 1 一主体内容与适用范围 1、本技术条件内容包括钢管热煨弯的一般要求。 2、本技术条件适用于建筑钢结构网架的钢管的热煨弯。 二编制依据 《公路桥涵施工技术规范》jtj041-89 三钢管热煨弯的一般要求 1、基本原理 热煨弯是将钢材加热至于900-1000℃之间,使钢材减小强度、增 加塑性的基础上再在模具上进行弯制加工,本法适用于较厚板钢管 (厚度大于6mm)的弯制。加热温度应控制在900~1000℃之间,钢 材温度和颜色的辨别如下表: 颜色温度℃颜色温度℃ 黑色470℃亮樱红色800-830 暗褐色520-580亮红色

国产厚壁大口径X70钢热煨弯管的研制
格式:pdf
大小:8KB
页数:1P
4.8
国产厚壁大口径x70钢热煨弯管的研制 作者:李德忠;陈长青;付彦宏 作者机构:华中科技大学能源与动力工程学院,湖北,武汉,430074;华北石油管理 局第一机械厂,河北,青县,062658;华北石油管理局第一机械厂,河北,青 县,062658 来源:压力容器 issn:1001-4837 年:2007 卷:024 期:002 页码:47-49 页数:3 中图分类:tg1 正文语种:chi 关键词:厚壁;大口径;x70钢;热煨弯管;研制 摘要:某厂承担了"川气东送"项目中1016mm×30.4mm,x70钢级热煨弯管 的试制工作,这是国内首次采用由国产钢板制造的母管进行热煨弯管试制,经过多 次试验和不断改进工艺,制造出了符合"川气东送"项目热煨弯管技术规格书要求 的弯管.经过国内权威部门检测,各项理化性能指标全
奥氏体不锈钢π型弯管热煨弯后开裂的研究与分析 奥氏体不锈钢π型弯管热煨弯后开裂的研究与分析
格式:pdf
大小:497KB
页数:4P
4.6
本文采用理论分析与试验研究相结合的方法,根据影响奥氏体不锈钢热煨弯管性能的因素,对某应急气源站工程兀型弯管产生横向裂纹的原因展开分析,结合分析结果,提出了控制奥氏体不锈钢热煨弯管质量的措施,获得了优质的奥氏体不锈钢π型弯管。
钢质热煨弯头双层环氧粉末涂层 钢质热煨弯头双层环氧粉末涂层
格式:pdf
大小:303KB
页数:5P
4.3
介绍了钢制弯管涂敷双层环氧粉末的施工工艺和从成品管出厂各工序的质量要求、指标和控制方法。指出加强弯管防腐过程中各个环节的质量控制,可以有效地保证钢质弯管环氧粉末涂层的稳定性,提高生产效率和钢制弯管的防腐质量。
管道施工中煨弯的质量控制 管道施工中煨弯的质量控制
格式:pdf
大小:131KB
页数:未知
4.6
管道煨弯管在工程中应用广泛,弯管的质量与性能受到越来越多人的关注。本文简述了管道煨弯过程中的一些问题,热煨弯与冷煨弯在煨弯过程中如何实现对质量的控制,指出管道下料的要求,煨弯管的曲率半径与椭圆度控制方法。

线路管道热煨弯管防腐技术规格书SPE-0700CC01-02-0
格式:pdf
大小:156KB
页数:14P
4.4
胜利油田胜利勘察设计 技术规格书 项目号:dd12117-3 研究院有限公司文件号:spe-0700cc01-02 工程设计证书:a137004927 延长气田临镇至子长集输干线工程 技术规格书 线路管道热煨弯管防腐 cadd号:spe-0700cc01-02-0.doc a237004924设计阶段:施工图 工程勘察证书:150004-kj日期:2013.12.10 专业腐第1页共14页0版 编制校对审核审定核准 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第2页共14页 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第3页共14页 技术规格书 项目号:dd12117-3 文件号:spe-0700cc01-02 第4
低碳钢X52热煨弯管的热处理工艺
格式:pdf
大小:476KB
页数:3P
4.6
第30卷第1期 2009年2月 热处理技术与装备 rechulijishuyuzhuangbei vo.l30,no.1 feb,2009 收稿日期:2008-07-26 作者简介:罗继辉(1978-),男,工艺工程师,主要从事焊管生产研究。 联系电话:13710068695;e-mai:lskywolfhu@i163.com 工艺研究 低碳钢x52热煨弯管的热处理工艺 罗继辉 (广州番禺珠江钢管有限公司工艺部,广东广州511450) 摘要:试验了低碳钢x52热煨弯管在510回火保温60min、在空气中自然冷却的热处理工艺。 结果表明,弯管冲击韧性有所提高,力学性能进一步改善,获得细小的晶粒组织。 关键词:低碳钢;回火;冲击韧性;热煨弯管 中图分类号:tg162.84
低碳钢X52热煨弯管的热处理工艺 低碳钢X52热煨弯管的热处理工艺
格式:pdf
大小:827KB
页数:3P
4.5
试验了低碳钢x52热煨弯管在510℃回火保温60min、在空气中自然冷却的热处理工艺。结果表明,弯管冲击韧性有所提高,力学性能进一步改善,获得细小的晶粒组织。
管道煨弯资料相关
文辑推荐
知识推荐
百科推荐


职位:钢结构预算员
擅长专业:土建 安装 装饰 市政 园林


