

多高层劲性砼柱钢骨螺柱焊接制作施工工法资料
格式:pdf
大小:6.3MB
页数:23P
人气 :66
 4.5
4.5
***** 有限责任公司 (WJGF- - ) 2010年 6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓 名 职 称 职 务 签字 编制 审核 审批 会签日期: 2010 年 6 月 目录 1.前言 ........................................................................................................... 4 2.工法特点 ................................................................................................... 4 3.适用范围 .......................................




多高层劲性砼柱钢骨螺柱焊接制作施工工法
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 第2页共23页 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 第3页共23页 目录 1.前言..........................................................................................................4 2.工法特点..................................................................................................4 3.适用范围..............

多高层劲性砼柱钢骨螺柱焊接制作施工工法 (2)
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言.............................................................................................4 2.工法特点.....................................................................................4 3.适用范围.....................................................................
编辑推荐下载

多高层劲性砼柱钢骨螺柱焊接制作施工工法精品
格式:pdf
大小:6.3MB
页数:23P
4.4
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言...........................................................................................................4 2.工法特点...................................................................................................4 3.适用范围.......................................

多高层劲性砼柱钢骨螺柱焊接制作施工工法收集资料
格式:pdf
大小:6.3MB
页数:23P
4.5
*****有限责任公司 (wjgf--) 2010年6月 多 高 层 劲 性 砼 柱 钢 骨 螺 柱 焊 接 制 作 施 工 工 法 编制人员一览表 姓名职称职务签字 编制 审核 审批 会签日期:2010年6月 目录 1.前言...........................................................................................................4 2.工法特点...................................................................................................4 3.适用范围.......................................
高层劲性砼柱钢骨螺柱焊接制作施工工法资料热门文档
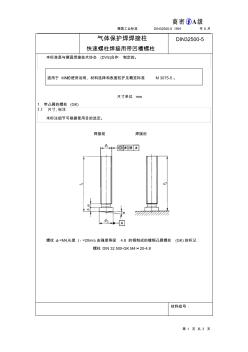
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
格式:pdf
大小:107KB
页数:3P
4.6
德国工业标准din32500-51991年6月 第1页共3页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 din32500-5 本标准是与德国焊接技术协会(dvs)合作制定的。 适用于mn的使用说明、材料选择和表面防护见概览标准m3075-5。 尺寸单位mm 1带凸肩的螺柱(gk) 1.1尺寸,标注 未标注细节可根据使用目的选定。 焊接前焊接后 螺纹d1=m4,长度l1=20mm,由强度等级4.8的钢制成的镀铜凸肩螺柱(gk)的标记: 螺柱din32500-gkm4×20-4.8 材料组号: 德国工业标准din32500-51991年
 机器人在不锈钢高压箱体螺柱焊接中的应用
机器人在不锈钢高压箱体螺柱焊接中的应用 机器人在不锈钢高压箱体螺柱焊接中的应用
格式:pdf
大小:244KB
页数:3P
4.6
机器人螺柱焊接技术主要是通过机器人编程将不同规格的螺钉焊接到不锈钢高压箱体上,其具有焊接精度高、焊接效率快、焊接质量好等优点。本文从机器人焊枪更换、工件位置偏移检测和工件表面平整度修正这三个方面介绍了机器人技术在螺柱焊接中的具体应用。

 高层建筑中钢柱和钢骨砼柱连接的试验研究
高层建筑中钢柱和钢骨砼柱连接的试验研究 高层建筑中钢柱和钢骨砼柱连接的试验研究
格式:pdf
大小:164KB
页数:未知
4.6
1.前言在高层建筑钢结构中,常常在上部钢结构和包含基础在内的底部钢筋砼结构之间,插入二、三层钢骨砼结构(以下简称src,图1),它有利于力的平稳传递,增加结构下部的整体性和刚度,在大震时还可防止过大的侧向位移。在钢结构和src
高层劲性砼柱钢骨螺柱焊接制作施工工法资料精华文档
劲性砼柱施工方案
格式:pdf
大小:30KB
页数:5P
4.4
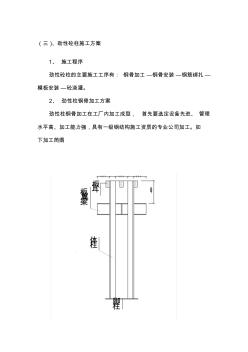
(三)、劲性砼柱施工方案 1、施工程序 劲性砼柱的主要施工工序有:钢骨加工—钢骨安装—钢筋绑扎— 模板安装—砼浇灌。 2、劲性柱钢骨加工方案 劲性柱钢骨加工在工厂内加工成型,首先要选定设备先进、管理 水平高、加工能力强,具有一级钢结构施工资质的专业公司加工。如 下加工简图 300300300 100 0 梁 翼板 柱 体 脚 柱 耳 板 3、钢构件验收检查 1)外观检查验收 所有焊缝外观质量达到二级质量要求:表面不得有咬边、裂纹、 弧坑裂纹、电弧擦伤、夹渣、气孔等缺陷;其它缺陷控制在二级要求 以内。允许偏差见下表: 序号检查项目允许偏差 1截面高度3.0mm 2截面宽度3.0mm 3腹板中心偏移2.0mm 4翼缘板垂直度3.0mm 5扭曲5.0mm 6腹板局部平面度2.0mm 2)焊缝探伤检查 焊接完成24h后,对焊缝进行超声
电弧螺柱焊用圆柱头焊钉的焊接 电弧螺柱焊用圆柱头焊钉的焊接
格式:pdf
大小:185KB
页数:3P
4.6
电弧螺柱焊用圆柱头焊钉(以下简称焊钉),俗称栓钉、剪力钉,主要用于钢结构工程中各类结构的抗剪(如楼层板)、埋设与锚固(如柱脚)。产品标准为gb/t10433—2002。
劲性钢骨砼柱梁施工技术
格式:pdf
大小:15KB
页数:7P
4.7
翠湖宾馆商务综合楼劲性钢骨砼柱梁施工技术 作者:李贞燕(云南建工第六建筑工程有限公司) [摘要]本文介绍了钢骨砼结构中钢柱、钢梁的制作、吊装、焊接,以及钢筋、模板 和砼的施工。 [关键词]钢骨砼结构钢柱、钢梁的制作吊装钢筋模板砼施工 一、工程概况 昆明翠湖宾馆商务综合楼位于昆明市翠湖南路6号,与翠湖公园毗邻。是一座集会议、 餐饮、娱乐、休闲等多功能于一体,功能齐全、设施完善、造型美观、装饰豪华的现代化 智能建筑。 工程按高层一类建筑设计,抗震设防烈度为八度。建筑面积23179m2,建筑总高度24m, 钢骨混凝土框架结构,地下一层,地上四层。 本工程钢骨混凝土框架结构的设计及施工,在云南省同类建筑中具有领先水平,钢骨 柱、钢骨梁构件钢材选用q345gj-c低合金钢,要求热轧或正火状态交货,其碳当量 ceg≦0.42,焊接裂纹敏感性系数pcm≦0.29。底脚

混凝土钢骨柱结构施工工法
格式:pdf
大小:157KB
页数:7P
4.8
目录 1.前言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 2.工法特点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 3.适用范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 4.工艺原理⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯1 5.施工工艺流程及操作要点⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯2 6.材料与设备⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯4 7.劳动组织⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 8.质量控制⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 9.安全措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 10.环保措施⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 -1- 11.效益分析⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 12.应用实例⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯6 混凝土钢骨柱结构施工工法 武
HRB400级超细晶粒钢筋埋弧螺柱焊接头的组织与性能 HRB400级超细晶粒钢筋埋弧螺柱焊接头的组织与性能
格式:pdf
大小:440KB
页数:3P
4.3
结合焊接接头的微观金相试验和力学性能试验,对hrb400级超细晶粒钢筋埋弧螺柱焊的适应性进行了研究。试验结果表明:经过焊接热循环作用,虽然钢筋埋弧螺柱焊接头的热影响区晶粒明显粗化,但并无软化,焊接接头具有良好的力学性能。
高层劲性砼柱钢骨螺柱焊接制作施工工法资料最新文档
PLC在钉头管埋弧螺柱焊中的应用 PLC在钉头管埋弧螺柱焊中的应用
格式:pdf
大小:304KB
页数:5P
4.6
为了对钉头管焊接过程进行精确控制,将plc应用于钉头管埋弧螺柱焊焊接控制。介绍了钉头管埋弧螺柱焊焊接控制系统的组成及控制要求,选用了艾默生ec10-2416bta型可编程控制器,采用艾默生编程软件controlstart编制控制程序,实现了钉头管埋弧螺柱焊的自动化焊接。该系统高效节能,并克服了手工焊劳动强度大、接头质量差、焊接效率低等缺点,具有故障诊断和报警功能,并作出相应的处理,保证稳定焊接质量。
预埋件钢筋埋弧螺柱焊及其应用 预埋件钢筋埋弧螺柱焊及其应用
格式:pdf
大小:370KB
页数:5P
4.8
介绍了预埋件钢筋埋弧螺柱焊,它是将螺柱焊与埋弧焊很好结合,经试验研究而发明的一种新技术。其基本原理是,采用螺柱焊焊枪将钢筋夹紧,顶压在钢板上,利用螺柱焊机输出强电流,熔化钢筋和钢板在焊剂层下形成熔池,加压完成一种压焊接头。还介绍了该项技术在北京国家体育场和上海世博园工程中的成功应用。
高层钢结构箱形柱制作的焊接工艺控制 高层钢结构箱形柱制作的焊接工艺控制
格式:pdf
大小:149KB
页数:3P
4.6
分析和介绍了箱形柱制造过程中的质量控制关键点和难点,提出保证质量的关键工序和工艺要求,特别对多种焊接方法的工艺控制进行了合理的优化,为保障产品质量和提高经济效益提供了科学依据。
钢骨砼柱箍筋安装工艺攻关
格式:pdf
大小:1.3MB
页数:14P
4.6
qc小组活动 成果报告书 钢骨砼柱箍筋安装工艺攻关 发布单位:江苏省华建建设股份有限公司深圳分公司 小组名称:深圳国际商会中心项目部qc小组 发布人:吴碧桥唐兵 二○○三年四月 -1- 钢骨砼柱箍筋安装工艺攻关 吴碧桥唐兵 一、前言 1.企业简介 江苏省华建建设股份有限公司(原江苏一建)是国家房屋建筑工程施工总承包特 级企业,1982年5月进入深圳参加特区建设。公司以“严守法规、奉献用户、精益求 精、质量兴业”为质量方针,近年来多次获得省、市优质工程奖,十次荣获“鲁班奖”, 被评为“全国工程建设质量管理优秀企业”,树立了良好的质量信誉。 2.工程概况 深圳国际商会中心是一座超高层写字楼,地下3层,地上55层,建筑面积 134081m2,建筑高度214.5m,地下1层至4层层高分别为4.8m、7.0m、5.5m、5.5m、 6.0m,标准层层高
劲性钢骨混凝土柱施工工法_secret
格式:pdf
大小:473KB
页数:9P
4.6
第1页共9页 劲性钢骨砼柱施工工法 1、前言 随着国民经济的发展,高层、超高层建筑的崛起,单幢建筑的高度越来越高,钢骨砼柱 作为主要承重结构的应用越来越广。 ***市***建筑安装工程有限公司承建的江苏省********综合楼工程,在钢骨砼柱的施工 中,采用了单件安装整体复核浇筑砼的施工工艺,确保工程质量,加快施工进度,降低工程 成本,取得了明显的经济效益。该施工工艺经过项目部的攻关,其qc成果获***市2003年 优秀qc成果一等奖。 2特点 钢骨砼柱是以劲性十字钢骨架为柱芯,钢骨架与砼组合,共同承受荷载的作用,见图1, 增加柱结构的刚度。这种结构,具有钢结构和钢筋砼结构的双重优点,充分发挥了砼(受压) 和钢材(受拉)两种不同材料的特性,与钢筋砼结构相比,提高了柱的承载力,减小了柱截 面,减少了砼量,减轻结构自重,减少了对地基的荷载。与钢结构相比
钢骨混凝土桁架柱施工工法_secret
格式:pdf
大小:2.7MB
页数:17P
4.4
钢骨混凝土桁架柱施工工法 1前言 据悉国内实际工程中,很少采用钢骨混凝土构件,我司管理实施的营口经济 技术开发区奥体中心项目体育场等工程桁架柱部分,设计采用了少量钢骨混凝土 构件,主要用于具有抗拔作用力的桁架柱,根据中华人民共和国黑色冶金行业标 准《钢骨混凝土结构技术规程》yb9082-2006定义:属“钢骨混凝土部分组合框 架”。目前,尚未见到钢骨混凝土结构技术的国家规范,只有这个行业标准。(下 文中将黑色冶金行业标准《钢骨混凝土结构技术规程》yb9082-2006简称为 《yb9082-2006规程》),我们在施工中遇到一些比较棘手的施工工法问题,谨根 据我们的实践,编制《钢骨混凝土桁架施工工法》,提交与业内同仁商榷。 2特点 2.1本施工工法的目的性明确:要准确理解钢骨混凝土桁架柱的原设计意 图,铨译原设计图未能完全反映的钢骨混凝土桁架柱的技术难点和施工
型钢砼组合柱施工工法
格式:pdf
大小:151KB
页数:12P
4.7
1 型钢砼组合柱施工工法 中冶集团华冶资源公司青岛分公司 王杰陈春香豆素芬赵志杰徐学利 1前言 型钢砼组合柱结构(早期为劲性砼结构),是多层、高层建筑及大型公共建筑的核心技 术,掌握应用其制作、安装等技术是决定建筑产品的质量优劣的关键。随着科学技术的进步 和发展,对型钢砼组合结构的制作、安装也提出了更高的要求,为了保证型钢结构制作、安 装质量和速度,我们在型钢组合结构制作、安装施工过程中逐步建立起一套成熟的工艺方法, 较快、较好的完成了多个多层、高层及大型公共建筑工程。 型钢砼组合柱结构是把型钢埋入钢筋砼中的一种独立的结构形式,由于在其钢筋砼中增 加了型钢,型钢以其固有强度和延性,以及型钢、钢筋、砼三位一体地工作,使其具备了比 传统钢筋砼结构承载力大、刚度大、抗震性好等特性,与钢结构比,具有防火性能好,结构 局部和整体稳定性好,节约钢材等优点。 目前,在国
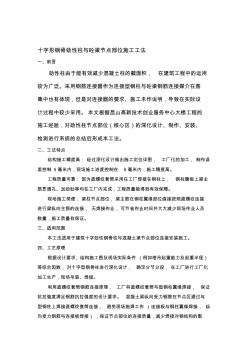
十字形钢骨劲性柱与砼梁节点部位施工工法(图文丰富)
格式:pdf
大小:1.0MB
页数:17P
4.7
十字形钢骨劲性柱与砼梁节点部位施工工法 一、前言 劲性柱由于能有效减少混凝土柱的截面积,在建筑工程中的运用 较为广泛。采用钢筋连接器作为连接型钢柱与砼梁钢筋连接媒介在图 集中也有体现,但是对连接器的要求、施工未作说明,导致在实际设 计过程中较少采用。本文根据昆山高新技术创业服务中心大楼工程的 施工经验,对劲性柱节点部位(核心区)的深化设计、制作、安装、 检测进行系统的总结后形成本工法。 二、工法特点 结构施工精度高:经过深化设计做出施工定位详图,工厂化的加工,制作误 差控制5毫米内,现场施工进度控制在5毫米内,施工精度高。 工程质量可靠:因为直螺纹套筒采用在工厂焊接在钢柱上,钢柱腹板上梁主 筋贯通孔、加劲肋等均在工厂内完成,工程质量能得到有效保障。 现场施工简便:梁柱节点部位,梁主筋在钢柱翼缘部位直接按照直螺纹连接 进行梁纵向主筋的连接,无焊接作业,可节省作业时间并大大减少
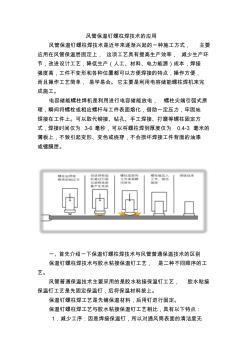
风管保温钉螺柱焊技术 (2)
格式:pdf
大小:227KB
页数:2P
4.5
风管保温钉螺柱焊技术的应用 风管保温钉螺柱焊技术是近年来逐渐兴起的一种施工方式,主要 应用在风管保温层固定上,这项工艺具有提高生产效率,减少生产环 节,改进设计工艺,降低生产(人工、材料、电力能源)成本,焊接 强度高,工件不变形和各种位置都可以方便焊接的特点,操作方便, 而且操作工艺简单,易学易会。它主要是利用电容储能螺柱焊机来完 成施工。 电容储能螺柱焊机是利用进行电容储能放电,螺柱尖端引弧式原 理,瞬间将螺栓或相应螺杆与工件表面熔化,借助一定压力,牢固地 焊接在工件上。可以取代铆接、钻孔、手工焊接、打磨等螺柱固定方 式,焊接时间仅为3-6毫秒,可以将螺柱焊到厚度仅为0.4-3毫米的 薄板上,不致引起变形、变色或烧穿,不会损坏焊接工件背面的油漆 或镀膜层。 一、首先介绍一下保温钉螺柱焊技术与风管普通保温技术的区别 保温钉螺柱焊技术与胶水粘接保温钉工艺,是二种不同顺序的
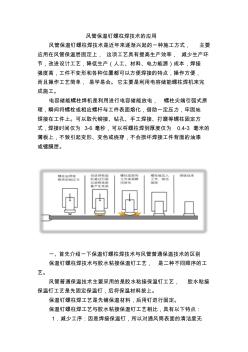
风管保温钉螺柱焊技术
格式:pdf
大小:227KB
页数:2P
4.7
风管保温钉螺柱焊技术的应用 风管保温钉螺柱焊技术是近年来逐渐兴起的一种施工方式,主要 应用在风管保温层固定上,这项工艺具有提高生产效率,减少生产环 节,改进设计工艺,降低生产(人工、材料、电力能源)成本,焊接 强度高,工件不变形和各种位置都可以方便焊接的特点,操作方便, 而且操作工艺简单,易学易会。它主要是利用电容储能螺柱焊机来完 成施工。 电容储能螺柱焊机是利用进行电容储能放电,螺柱尖端引弧式原 理,瞬间将螺栓或相应螺杆与工件表面熔化,借助一定压力,牢固地 焊接在工件上。可以取代铆接、钻孔、手工焊接、打磨等螺柱固定方 式,焊接时间仅为3-6毫秒,可以将螺柱焊到厚度仅为0.4-3毫米的 薄板上,不致引起变形、变色或烧穿,不会损坏焊接工件背面的油漆 或镀膜层。 一、首先介绍一下保温钉螺柱焊技术与风管普通保温技术的区别 保温钉螺柱焊技术与胶水粘接保温钉工艺,是二种不同顺序的
高层劲性砼柱钢骨螺柱焊接制作施工工法资料相关
文辑推荐
知识推荐
百科推荐


职位:方案预算造价工程师
擅长专业:土建 安装 装饰 市政 园林


