

点焊机、对焊机安全操作规程技术交底
格式:pdf
大小:47KB
页数:4P
人气 :53
 4.5
4.5
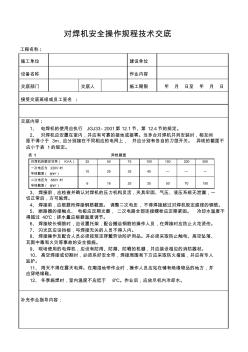
点焊机、对焊机 安全操作规程技术交底技术交底 点焊机安全操作规程技术交底技术交底 工程名称: 施工单位 建设单位 安全设施名称 作业部位 交底部门 交底人 施工期限 年 月 日至 年 月 日 接受交底班组或员工签名: 交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好 极数,再接通水源、气源,最后接通电源。 3.焊机通电后,应检查电气设备、 操作机构、冷却系统、气路系统及机体 外壳有无漏电现象。电极触头应保持光洁。有漏电时,应立即更换。 4.作业时,气路、水冷系统应畅通。 气体应保持干燥。 排水温度不得超过 40℃,排水量可根据气温调节。 5.严禁在引燃电路中加大熔断器。当负载过小使引燃管内电弧不能发生 时,不得闭合控制箱的引燃电路。 6.当控制箱长期停用时,每月应通电加热 30min。更换闸流管时



对焊机安全操作规程
对焊机安全操作规程 一、工作人员应熟知对焊机焊接工艺过程: 1、连续闪光焊:连续闪光、顶锻,顶锻后在焊机上通电加热处理; 2、预热闪光焊:一次闪光、烧化预热、二次闪光、顶锻。 二、操作人员必须熟知所用机械和技术性能(如变压器级数、最大焊接截 面、焊接次数、最大顶锻力、最大送料行程),和主要部件的位置及应用。 三、操作人员应会根据机械性能和焊接物选择焊接参数。 四、焊件准备:清除钢筋端头120毫米内的铁锈、油污和灰尘。如端头弯 曲则应整直或切除。 五、对焊机应安装在室内并应有可靠的接地(或接零)。多台对焊机安装在 一起时,机间距离至少要在3米以上。并分别接在不同的电源上。每台均应有 各自的控制开关。开关箱至机身的导线应加保护套管。导线的截面应不小于规 定的截面面积。 六、操作前应对焊机各部件进行检查。 1、压力杠杆等机械部分是否灵活; 2、各种夹具是否牢固; 3、供电、供水是否正常
对焊机安全操作规程 (2)
对焊机安全操作规程 一、工作人员应熟知对焊机焊接工艺过程: 1、连续闪光焊:连续闪光、顶锻,顶锻后在焊机上通电加热处理; 2、预热闪光焊:一次闪光、烧化预热、二次闪光、顶锻。 二、操作人员必须熟知所用机械和技术性能(如变压器级数、最大焊接截 面、焊接次数、最大顶锻力、最大送料行程),和主要部件的位置及应用。 三、操作人员应会根据机械性能和焊接物选择焊接参数。 四、焊件准备:清除钢筋端头120毫米内的铁锈、油污和灰尘。如端头弯 曲则应整直或切除。 五、对焊机应安装在室内并应有可靠的接地(或接零)。多台对焊机安装在 一起时,机间距离至少要在3米以上。并分别接在不同的电源上。每台均应有 各自的控制开关。开关箱至机身的导线应加保护套管。导线的截面应不小于规 定的截面面积。 六、操作前应对焊机各部件进行检查。 1、压力杠杆等机械部分是否灵活; 2、各种夹具是否牢固; 3、供电、供水是否正常
编辑推荐下载
精品--铆焊设备---对焊机安全操作规程技术交底
格式:pdf
大小:32KB
页数:1P
4.5
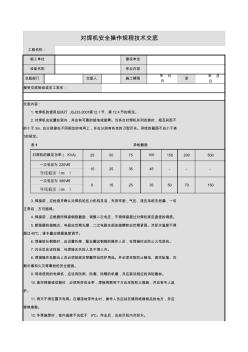
对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施 焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃; 排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴劳动防护用品。并

 某工程对焊机安全操作规程技术交底
某工程对焊机安全操作规程技术交底 某工程对焊机安全操作规程技术交底
格式:docx
大小:18KB
页数:未知
3
某工程对焊机安全操作规程技术交底——交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间距不得小于3m,应分别接在不同相位的电网上,并应分别...
工程对焊机安全操作规程技术交底热门文档
对焊机安全操作规程技术交底 (2)
格式:pdf
大小:10KB
页数:1P
4.6
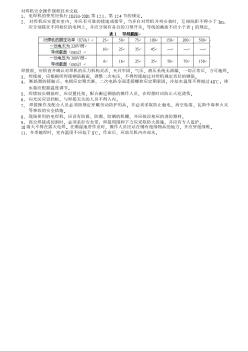
对焊机安全操作规程技术交底 交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互 间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。异线的截 面不应小于表1的规定。 表1异线截面 对焊机的额定功率(kva)255075100150200500 一次电压为220v时导线截面(mm2)10253545--------- 一次电压为380v时导线截面(mm2)61625355070150 3.焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏, 一切正常后,方可施焊。 4.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的 钢筋。 5
对焊机安全操作规程技术交底
格式:pdf
大小:28KB
页数:2P
4.5
交底人至 年月 日 表1 255075150200500 12.冬季施焊时,室内温度不应低于8℃。作业后,应放尽机内冷却水。 斯中毒和火灾等事故的安全措施。 9.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应装设相应的消防器材。 10.高空焊接或切割时,必须系好安全带,焊接周围和下方应采取防火措施,并应有专人监 护。 11.雨天不得在露天电焊。在潮湿地带作业时,操作人员应站在铺有绝缘物品的地方,并应 穿绝缘鞋。 4.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 5.断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得 超过40℃;排水量应根据温度调节。 6.焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 7.闪光区应设挡板,与焊接无关的人员不得入内。 8.焊接操作及配合
对焊机安全操作规程技术交底 对焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
对焊机安全操作规程技术交底——交底内容: 1.电焊机的使用应执行jgj33—2001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自...

004对焊机安全操作规程技术交底
格式:doc
大小:28KB
页数:1P
4.8
对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃;排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴劳
对焊机安全操作规程技术交底
格式:pdf
大小:19KB
页数:1P
4.8
对焊机安全操作规程技术交底 工程名称: 施工单位建设单位 设备名称作业内容 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1、电焊机的使用应执行jgj33-2001第12.1节、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间 距不得小于3m,应分别接在不同相应的电网上,并应分别有各自的刀型开关。异线的截面不 应小于表1的规定。 表1异线截面 对焊机的额定功率(kva)255075100150200500 一次电压为220v时 导线截面(m㎡)10253545——— 二次电压为380v时 导线截面(m㎡)61625355070150 3、焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固、气压、液压系
工程对焊机安全操作规程技术交底精华文档

004对焊机安全操作规程技术交底
格式:pdf
大小:31KB
页数:1P
4.7
技术交底 对焊机安全操作规程技术交底 1、电焊机的使用应执行jgj33-2001第12.1、第12.4节的规定。 2、对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,互相间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。导线的截面不应小于表1的规定。 焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一切正常后,方可施 焊。 3、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度不得超过40℃; 排水量应根据温度调节。 5、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员,在焊接时应防止火花烫伤。 6、闪光区应设挡板,与焊接无关的人员不得入内。 7、焊接操作及配合人员必须按规定穿戴
点焊、对焊机安全操作规程
格式:pdf
大小:9KB
页数:1P
4.4
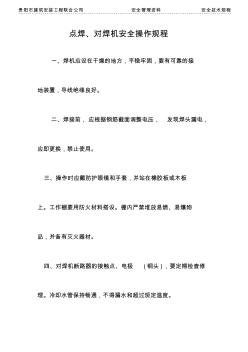
贵阳市建筑安装工程联合公司安全管理资料安全技术规程 点焊、对焊机安全操作规程 一、焊机应设在干燥的地方,平稳牢固,要有可靠的接 地装置,导线绝缘良好。 二、焊接前,应根据钢筋截面调整电压,发现焊头漏电, 应即更换,禁止使用。 三、操作时应戴防护眼镜和手套,并站在橡胶板或木板 上。工作棚要用防火材料搭设。棚内严禁堆放易燃、易爆物 品,并备有灭火器材。 四、对焊机断路器的接触点、电极(铜头),要定期检查修 理。冷却水管保持畅通,不得漏水和超过规定温度。
闪光对焊机安全操作规程
格式:pdf
大小:5KB
页数:2P
4.5
闪光对焊机安全操作规程 1、操作人员必须配戴好劳保防护用品(手套、护目镜、紧 身工作服等)。禁止佩戴可能卷入运转的机器中的耳环、项链、 丝巾、领带等,留长发者必须带帽子。 2、在更换零件或工装时,请务必遵守下列规定:关闭电机、 开关关闭,上锁,请确保焊机所有电机已关闭。 3、对焊机进行电焊操作必须要遵循相关的安全准则,焊机 的主开关并闭,并且焊机的中性及接地导体完全脱开。 4、绝不可更改,取掉或忽略焊机的安全装置,必须定期检 查安全装置的可靠性及功能的有效性(如在每次开机前进行检 查)。 5、焊机的所有运动元器件用防护罩、盖及带网眼的盖板进 行防护,以防机器运转时人工干预,只有焊机关闭时才可去掉这 些防护用具。 6、经常检查设备水路通水情况,冷水机的水温设置在15度 左右。 7、开动设备前先开油冷机和水冷机。 8、在开始生产前必须检查关键连接部位螺栓紧固情况,目 测检查工装胎具完
PE热熔对焊机安全操作规程
格式:pdf
大小:46KB
页数:1P
4.8
pe热熔对焊机安全操作规程 一、使用前的准备 1、核对焊机的输入电压规格,严禁接入其他级别的电压,以免焊机烧毁不能工作。 2、按照设备的实际功率,正确选配电源配线,确认电压符合焊机要求。 3、连接好焊机接地线,以免发生触电事故。 4、清洁油路管道接头,正确连接在焊机各部件。 5、检查加热板,在每天进行第一次热熔焊接前或转换不同直径管材作焊接前或使用其 他方法清洁加热板之后均必须以卷边形成清洁法去清洁加热板;若加热板涂层损坏 应当更换。 6、焊接前,应当将加热板进行预热,以确保加热板温度均匀。 二、热熔焊接操作 1、用辊杆或支架将管道垫平,调整同心度,利用夹具校正管材不圆度,并且留有3-5cm 焊接间距。 2、检查调整被焊接管道数据与焊机上实际相符(管径、sdr、颜色等) 3、铣削管道焊接面,铣削足够厚度,使焊接端面光洁、平行,达到连续整3圈为合格
钢筋对焊机安全操作规程
格式:pdf
大小:9KB
页数:1P
4.5
钢筋对焊机安全操作规程 aq3.4.2.7 (1)焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、火灾等事 故的安全措施。 (2)对焊机应安置在室内,并应有可靠的接地或接零。电焊导线长度不宜大于30m,当需 要加长导线时,应相应增加导线的截面。当多台对焊机并列安装时,相互间距不得小于3m, 应分别接在不同相位的电网上,并应分别有各自的刀型开关。 (3)焊接现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔发生器等易燃、易爆物品。 (4)作业前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏, 一切正常后,方可施焊。 (5)焊接前,应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 (6)断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷却水温度 不超过40℃,排水量应根据气温
工程对焊机安全操作规程技术交底最新文档

对焊机安全操作技术规程
格式:pdf
大小:15KB
页数:1P
4.6
对焊机安全操作技术规程 1.电焊机的使用应执行jgj332001第12.1节、第12.4节的规定。 2.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时, 相互间距不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型 开关。异线的截面不应小于表1的规定。 表1异线截面 对焊机的额定功率(kva)255075100150200500 一次电压为220v时 导线截面(mm2) 10253545 一次电压为380v时 导线截面(mm2) 61625355070150 3.焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统 无泄漏,一切正常后,方可施焊。 4.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定 直径的钢筋。 5.断路器的接触点、电极应定期光磨,二次电路
对焊机安全操作规程模板
格式:pdf
大小:58KB
页数:16P
4.7
1 对焊机安全操作规 程 资料内容仅供参考,如有不当或者侵权,请联系本人改正或者删除。 2 对焊机安全操作规程 一、工作人员应熟知对焊机焊接工艺过程: 1、连续闪光焊:连续闪光、顶锻,顶锻后在焊机上通电加热处理; 2、预热闪光焊:一次闪光、烧化预热、二次闪光、顶锻。 二、操作人员必须熟知所用机械和技术性能(如变压器级数、最大焊 接截面、焊接次数、最大顶锻力、最大送料行程),和主要部件的位置及应 用。 三、操作人员应会根据机械性能和焊接物选择焊接参数。 四、焊件准备:清除钢筋端头120毫米内的铁锈、油污和灰尘。如端头 弯曲则应整直或切除。 五、对焊机应安装在室内并应有可靠的接地(或接零)。多台对焊机安 装在一起时,机间距离至少要在3米以上。并分别接在不同的电源上。每台 均应有各自的控制开关。开关箱至机身的
对焊电焊机安全操作规程
格式:pdf
大小:8KB
页数:4P
4.5
电焊机安全操作规程 1.使用前,应检查并确认初、次级线接线正确,输入电压符合 电焊机的铭牌规定。接通电源后,严禁接触初级线路的带电部分; 2.次级抽头联接铜板应压紧,接线柱应有垫圈。合闸前,应详 细检查接线螺帽、螺栓及其它部件并确认完好安全、无松动或损坏; 3.多台电焊机集中使用时,应分接在三相电源网络上,使三相 负载平衡。多台焊机的接地装置,应分别由接地极处引接,不得串联; 4.移动电焊机时,应切断电源,不得用拖拉电缆的方法移动焊 机。当焊接中突然停电时,应立即切断电源。 5.焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须 采取防止触电、高空坠落、瓦斯中毒和火灾等事故的安全措施; 6.现场使用的电焊机,应设有防雨、防潮、防晒的机棚,并应 装设相应的消防器材; 7.施焊现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔 发生器等易燃、易爆物品; 8.当长期停用的电焊机恢复使用前,
对焊机安全操作
格式:pdf
大小:13KB
页数:1P
4.5
时间:xx年xx月xx日 对焊机安全技术操作规程 1、焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须 采取防止触电事故。 2、施工焊接现场10m范围内,不得堆放油类、木材、氧气瓶、 乙炔发生器等易燃、易爆物品。 3、焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固, 气压、液压系统无泄漏,一切正常后,方可施焊。 4、焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接 超过对焊机规定直径的钢筋。 5、断路器的接触点、电极应定期光磨,二次电路全部连接螺栓 应定期紧固。冷却水温度不得超过40℃;排水量应根据温度调节。 6、焊接较长钢筋时,应设置托架,配合搬运钢筋的操作人员, 在焊接时应防止火花烫伤。 7、闪光区应设挡板,与焊接无关的人员不得入内。 8、冬季施焊时,室内温度不应低于8℃。作业后,应放尽机内 冷却水。 责任人:学习日期:年月日
 某工程点焊机安全操作规程技术交底
某工程点焊机安全操作规程技术交底 某工程点焊机安全操作规程技术交底
格式:docx
大小:17KB
页数:未知
3
某工程点焊机安全操作规程技术交底——交底内容: 1.作业前,应清除上、下两电极的油污。通电后,机体外壳应无漏电。 2.启动前,应先接通控制线路的转向开产和焊接电流的小开关,调整好极数,再接通水源、气源,最后接通电源。
钢筋对焊机安全操作规程牌
格式:pdf
大小:27KB
页数:17P
4.6
1 2020年4月19日 钢筋对焊机安全操 作规程牌 文档仅供参考,不当之处,请联系改正。 2 2020年4月19日 钢筋对焊机安全操作规程牌 一、焊机应设在干燥的地方,平稳牢固,要有可靠的接地装 置,导线绝缘良好。 二、焊接前,应根据钢筋截面调整电压,发现焊头漏电,应 即更换,禁止使用。 三、操作时应戴防护眼镜和手套,并站在橡胶板或木板上。 工作棚要用防火材料搭设。棚内严禁堆放易燃、易爆物 品,并备有灭火器材。 四、对焊机断路器的接触点、电极(铜头),要定期检查修 理。冷却水管保持畅通,不得漏水和超过规定温度。 文档仅供参考,不当之处,请联系改正。 3 2020年4月19日 混凝土搅拌机安全操作规程牌 一、固定式搅拌机应安装在牢固的台座上。当长期固定时,应埋 地脚螺栓;在短期使用时,应在机座上铺设木枕并找平放稳。 二、固定式搅拌机的操纵台,应使操
建筑施工对焊机使用安全操作规程
格式:pdf
大小:28KB
页数:1P
4.8
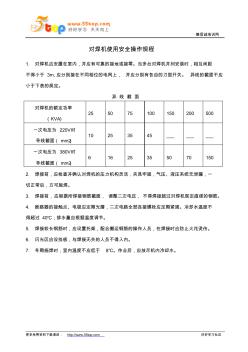
德信诚培训网 更多免费资料下载请进:http://www.***.***好好学习社区 对焊机使用安全操作规程 1.对焊机应安置在室内,并应有可靠的接地或接零。当多台对焊机并列安装时,相互间距 不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。异线的截面不应 小于下表的规定。 异线截面 对焊机的额定功率 (kva) 255075100150200500 一次电压为220v时 导线截面(mm2) 10253545_________ 一次电压为380v时 导线截面(mm2) 61625355070150 2.焊接前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无泄漏,一 切正常后,方可施焊。 3.焊接前,应根据所焊接钢筋截面,调整二次电压,不得焊接超过对焊机规定直径的钢筋。 4.断路
氩弧焊机安全操作规程技术交底 (2)
格式:pdf
大小:22KB
页数:2P
4.6
氩弧焊机安全操作规程技术交底 工程名称: 施工单位建设单位 分项工程名称作业部位 交底部门交底人施工期限 年月日至年 月日 接受交底班组或员工签名: 交底内容: 1.氩弧焊机的使用应执行jgj33-2001第12.1节、第12.3节、第12.4节的规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短 路,振荡器电源线路中的联锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防毒面罩,钍

氩弧焊机安全操作规程技术交底
格式:pdf
大小:24KB
页数:2P
4.6
氩弧焊机安全操作规程技术交底 施工单位中国电子系统工程第二建设有限公司建设单位 设备名称作业内容 交底部门交底人施工期限年月日至年月日 接受交底班组或员工签名: 交底内容: 1.氩弧焊机的使用应执行jgj33—2001第12.1,第12.3,第12.4节的规定。 2.应检查并确认电源、电压符合要求,接地装置安全可靠。 3.应检查并确认气管、水管不受外压和无外漏。 4.应根据材质的性能、尺寸、形状先确定极性,再确定电压、电流和氩气的流量。 5.安装的氩气减压阀、管接头不得沾有油脂。安装后,应进行试验并确认无障碍和漏气。 6.冷却水应保持清洁,水冷型焊机在焊接过程中,冷却水的流量应正常,不得断水施焊。 7.高频引弧的焊机,其高频防护装置应良好,亦可通过降低频率进行防护;不得发生短路, 振荡器电源线路中的联锁开关严禁分接。 8.使用氩弧焊时,操作者应戴防毒
工程对焊机安全操作规程技术交底相关
文辑推荐
知识推荐
百科推荐


职位:村庄规划设计师
擅长专业:土建 安装 装饰 市政 园林


