

9%Ni钢板剩磁对焊接的影响及带磁焊接工艺
格式:pdf
大小:237KB
页数:3P
人气 :82
 4.7
4.7
通过广西液化天然气(LNG)工程实际,试验研究了9%Ni钢板本身带磁时对焊接所造成的影响,分析了产生的原因,并总结了一些消磁及控磁的措施,对LNG储罐9%Ni钢板焊接有很好的借鉴意义。




焊接工艺参数对焊接质量的影响分析
焊接工艺参数对焊接质量的影响是复杂且巨大的,对其进行详细、切合实际的分析具有重要意义。文章首先介绍了焊接工艺的概念和特点,其次主要从焊接电流、焊接电压、焊接速度三大方面详细分析焊接工艺参数对焊接质量的影响,提出自己的见解。

镀锌钢管的焊接特点及焊接工艺-焊接工艺的特点
镀锌钢管的焊接特点及焊接工艺 镀锌钢广泛运用于各行各业,采用镀锌钢的好处是利用在空气中能够形成致密氧 化物保护层的金属锌来保护内部的钢结构。在被焊接、划伤的情况下,由于zn-fe 原电池的存在,相对活泼的镀锌部分可以作为牺牲阳极,延缓钢铁的锈蚀,耐腐 蚀性良好。然而由于镀锌层的存在,在焊接中容易产生裂纹、气孔、夹渣,较难 得到良好的焊接质量。 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°c, 沸点908°c左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位臵。 锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成 “液体金属脆化”。同时,锌与铁可形成金属间脆性化合物,如fe3zn10、fezn10 等。这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。如果焊接角 焊缝,尤其是t形接头的角焊缝最容易产生
编辑推荐下载

常见的焊接工艺及钢结构焊接工艺
格式:pdf
大小:37KB
页数:14P
4.5
目前常用的焊接工艺有: →电弧焊(氩弧焊、手弧焊、埋弧焊、钨极气体保护电弧焊、等离子弧焊、气体 保护焊) →电阻焊 →高能束焊(电子束焊、激光焊) →钎焊 →以电阻热为能源:电渣焊、高频焊; →以化学能为焊接能源:气焊、气压焊、爆炸焊; →以机械能为焊接能源:摩擦焊、冷压焊、超声波焊、扩散焊 焊接工艺精度变形热影响焊缝质量焊料使用条件 激光焊精密小很小好无 钎焊精糙一般一般一般需要整体加热 电阻焊精糙大大一般无需要电极 氩弧焊一般大大一般需要需要电极 等离子焊较好一般一般一般需要需要电极 电子束焊精密小小好无需要真空 1.电弧焊 电弧焊是目前应用最广泛的焊接方法。它包括有:手弧焊、埋弧焊、钨极气体保 护电弧焊、等离子弧焊、熔化极气体保护焊等。绝大部分电弧焊是以电极与工 件之间燃烧的电弧作热源。在形成接头时,可以采用
 焊接工艺参数对焊接变形及残余应力的影响
焊接工艺参数对焊接变形及残余应力的影响 焊接工艺参数对焊接变形及残余应力的影响
格式:pdf
大小:1.2MB
页数:4P
4.5
为了研究焊接工艺参数对焊接变形及残余应力的影响,文章基于非线性有限元法对平板对接焊焊接过程进行了数值模拟,结果表明:对于焊缝中心线上任一点,横向变形随外界环境温度的升高而减小;在3种热源功率下,最大横向变形均出现在焊接末端,其值随热源功率的增大而减小。说明外界环境温度越高,焊接效果越好,焊接热源功率越大,焊接效果越好。
钢板剩磁对焊接的影响及带磁焊接工艺热门文档
钢板仰焊焊接工艺探讨 钢板仰焊焊接工艺探讨
格式:pdf
大小:82KB
页数:1P
4.8
在焊工培训教学中,q345钢板仰焊焊接教学方法,经过反复试验利用现代焊接电源的推力电流功能,改变以往传统的焊接电源在操作时采用正接极性的方法,降低操作难度,缩短培训周期时间,提高了技能教学质量。
焊接工艺对T形结构焊接变形的影响 焊接工艺对T形结构焊接变形的影响
格式:pdf
大小:605KB
页数:4P
4.4
对t形结构焊缝横向收缩和纵向收缩引起的弯曲变形进行了研究。实验材料为q235b,焊接材料选用e4303,直径分别为2.5、3.2和4.0mm。实验结果表明,焊缝横向收缩引起的t形结构弯曲变形,对于底板尺寸600mm×100mm×(4~5)mm的t形结构,焊接线能量越大,产生的焊接弯曲变形越小;而焊缝纵向收缩引起的弯曲变形,随着焊接线能量的增加,焊接弯曲变形越大;在4100~5400j/cm线能量下,采用分散跳焊的焊接顺序所产生的焊接变形小,采用从一端连续直通焊时焊接变形最大。
箱形柱的焊接工艺及焊接变形控制 箱形柱的焊接工艺及焊接变形控制
格式:pdf
大小:168KB
页数:3P
4.4
结合莱钢信息能源管控中心工程实例,对箱形柱的制作工艺过程进行了分析和探讨。从配料、组装、焊接等工序制订了合理有效的防止焊接变形的控制措施,取得了很好的效果。
焊接工艺对掘进机履带架焊接影响分析 焊接工艺对掘进机履带架焊接影响分析
格式:pdf
大小:1.5MB
页数:6P
4.5
针对掘进机行走部履带架在焊接过程中产生较大变形的问题,基于有限元分析方法,采用了焊接过程中温度传导与辐射的数学模型,研究了不同类型焊条对履带架的焊接温度场以及变形的影响.研究结果表明:在相同焊接条件下,j421、j422、j426、j427等四种焊条的焊接终止时温度场分布差别较小;j422焊条焊接后对履带架产生的变形最小.
焊接工艺对不锈钢变形的影响
格式:pdf
大小:493KB
页数:2P
4.7
随着我国经济的快速发展,越来越多的大型设备被运用到装备制造等高端产业中。而这些设备主要都是由采用不锈钢材料并经焊接工艺加工而成的各种零部件组合而成的。因此,对不锈钢的焊接工艺的控制是十分重要的。本文详细阐述了各种焊接工艺在实际应用中对不锈钢变形的影响,并对影响的原因及解决措施进行了一一探讨,希望对研究焊接工艺对不锈钢变形的影响及致力于改良焊接工艺的人员有所帮助。
钢板剩磁对焊接的影响及带磁焊接工艺精华文档

焊接工艺和焊接工艺评定的对话
格式:pdf
大小:29KB
页数:5P
4.4
wewillcontinuetoimprovethecompany'sinternalcontrolsystem,andsteadyimprovementinabilitytomanageandcontrol,optimizebusinessprocesses,toensuresmoothprocesses,responsibilitiesinplace;tofurtherstrengtheninternalcontrols,playacontrolpostindependentoversightroleofevaluationcomplyingwiththird-partyresponsibility;toactivelymakeuseofinte
焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
格式:pdf
大小:388KB
页数:5P
4.4
采用不同焊接工艺制备10crnisimncu钢焊接接头的腐蚀试样,通过室内挂片和电化学测试,探讨焊接工艺对焊接接头腐蚀性能的影响。分析结果认为,接头各区夹杂物、化学成分和微观组织的差别,是导致接头各区耐蚀性差异和不同种类接头耐蚀性差异的重要影响因素;熔合区由于成分、组织的不均匀,微观缺陷和焊接残余应力的存在等促使该区容易发生沟槽状腐蚀;焊接过程中输入的线能量较高,是造成埋弧焊接头的耐腐蚀性比其手工焊接头好的主要原因。
镀锌钢板焊接工艺
格式:pdf
大小:46KB
页数:4P
4.8
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电弧

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31
钢板剩磁对焊接的影响及带磁焊接工艺最新文档
镀锌钢板焊接工艺研究
格式:pdf
大小:45KB
页数:5P
4.7
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接残 余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用
QB钢板焊接工艺评定
格式:pdf
大小:539KB
页数:33P
4.4
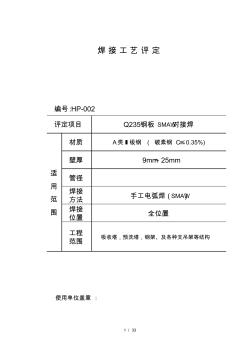
1/33 焊接工艺评定 编号:hp-002 评定项目q235钢板smaw对接焊 适 用 范 围 材质a类ⅰ级钢(碳素钢c≤0.35%) 壁厚9mm~25mm 管径 焊接 方法手工电弧焊(smaw) 焊接 位置 全位置 工程 范围 吸收塔,预洗塔,钢架、及各种支吊架等结构 使用单位盖章: 2/33 焊接工艺评定任务书 编号:rw-06-02 产品名称吸收塔,预洗塔,钢架、及各种支吊架等钢结构 评定项目试件评定横焊(2g)、立焊(3g)、仰焊(4g) 母 材 牌号q235b类级号a类ⅰ级 规格δ:12mm 焊 接 材 料 型(牌)号e4303规格ф3.2/4.0 焊剂/保护气/ 焊接接头的基本要求焊缝表面过度圆滑,跟部透度适中 机械性 能要求 抗拉强度 (mpa) 屈服强度 (mpa)
闪光对焊焊接工艺评定
格式:pdf
大小:108KB
页数:7P
4.3
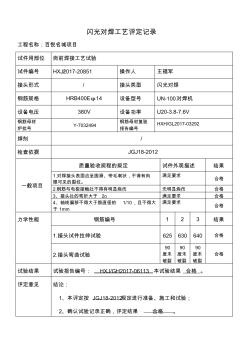
闪光对焊工艺评定记录 工程名称:百悦名城项目 试件用部位岗前焊接工艺试验 试件编号hxj/2017-20851操作人王福军 接头形式/接头类型闪光对焊 钢筋规格hrb400eφ14设备型号un-100对焊机 设备电压380v设备功率u20-3.8-7.6v 钢筋母材 炉批号 y-7032494 钢筋母材复验 报告编号 hxh/gl2017-03292 焊剂/ 检查依据jgj18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.对焊接头表面应呈圆滑、带毛刺状,不得有肉 眼可见的裂纹。 满足要求 合格 2.钢筋与电极接触处不得有明显烧伤无明显烧伤合格 3、接头处的弯折大于2o满足要求合格 4、轴线偏移不得大于筋直径的1/10,且不得大 于1mm 满足要求 合格 力学性能钢筋编号123结果 1.接头试件拉伸试验6
加筋板结构及焊接顺序对焊接变形的影响 加筋板结构及焊接顺序对焊接变形的影响
格式:pdf
大小:4.4MB
页数:6P
4.4
焊接广泛应用于工业中;用于组装不同的产品;如:汽车;船舶;桥梁等;而焊接变形通常是造成尺寸不精确和高制造成本的主要原因;因此;通过有限元模拟预测变形量和通过改善焊接结构的质量来减小焊接变形是至关重要的;本项研究的目的是减少大型船板的变形;有两种方法:首先;采用热弹塑性有限元分析进行变形预测;估算q345钢焊接接头的固有变形;其次;基于固有应变理论对大型船板的焊接过程进行弹性分析;揭示了板材边缘和内部的变形情况;通过运用有限元模拟;对比不同形状模型的焊接变形;找到最有焊接顺序;可以最大限度降低焊接变形;
Q钢板焊接工艺
格式:pdf
大小:26KB
页数:3P
4.7
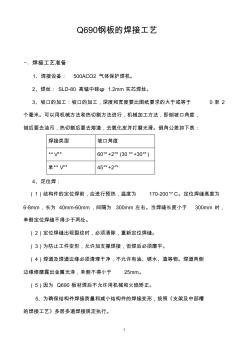
1 q690钢板的焊接工艺 一、焊接工艺准备 1、焊接设备:500aco2气体保护焊机。 2、焊丝:sld-80高锰中硅φ1.2mm实芯焊丝。 3、坡口的加工:坡口的加工,深度和宽度要比图纸要求的大于或等于0至2 个毫米。可以用机械方法和热切割方法进行,机械加工方法,即刨坡口角度, 刨后要去油污,热切割后要去熔渣,去氧化皮并打磨光滑。倒角公差如下表: 焊接类型坡口角度 “v”60°+2°(30°+30°) 单“v”45°+2° 4、定位焊: (1)结构件的定位焊前,应进行预热,温度为170-200°c。定位焊缝高度为 6-8mm,长为40mm-60mm,间隔为300mm左右。当焊缝长度小于300mm时, 单侧定位焊缝不得少于两处。 (2)定位焊缝出现裂纹时,必须清除,重新定位焊缝。 (3)为防止工件变形,允许加支撑焊接,但焊后必须磨平。 (4)

不锈钢板焊接工艺
格式:pdf
大小:145KB
页数:5P
4.5
百度文库 1 s0907007a51 sh07hll-122-gy-02 -1- 1.概述 “中化7”轮的货舱3舱和5舱左旁纵壁底部分别开有一个工艺孔,现需要恢复。本工 艺主要针对该处板材的焊接而制定。 2.焊接材料与焊前准备 焊接材料 该纵壁板厚为13.5mm,材质为316l+a级钢板的复合不锈钢板,新加的补板材质为 316l。根据板材材质,选用e309-16和e316l焊条。 焊前准备 (1)由于工艺孔的边缘是气割而来的,熔渣较多,所以焊前必须先将板边缘的熔渣 打磨干净,并开出坡口。坡口应采用机加工或磨削的方法,从复层(不锈钢)往基层方向, 坡口表面要求平整光洁无溅渣,打磨基层用的打磨片不得使用于复层。 (2)焊前需用机械方法或有机溶剂清除焊丝表面和焊接坡口两侧至少各30mm范围内 的油污、金属屑、氧化膜及其它污物。多层多道焊时,必须清除前道焊缝表面
镀锌钢板焊接工艺研究
格式:pdf
大小:47KB
页数:4P
4.4
镀锌钢板焊接工艺研究 1.镀锌钢电弧焊 锌层的存在给镀锌钢的焊接带来了一定困难,主要的问题有:焊接裂纹及气孔的敏感性 增大、锌的蒸发及烟尘、氧化物夹渣及镀锌层熔化及破坏。其中焊接裂纹、气孔和夹渣是最 主要的问题。 1.1焊接性 (1)裂纹 在焊接过程中,熔化的锌浮在熔池的表面或位于焊缝根部。由于锌的熔点远远低于铁, 熔池中的铁首先结晶,液态锌会沿着钢的晶界渗入其中,导致晶间结合变弱。而且锌与铁之 间易形成金属间脆性化合物fe3zn10和fezn10,进一步降低了焊缝金属的塑性。因此在焊接 残余应力的作用下易沿晶界裂开,形成裂纹。 1)影响裂纹敏感性的因素 ①锌层的厚度镀锌钢的锌层较薄,裂纹敏感性小,而热镀锌钢的锌层较厚,裂纹敏 感性较大。 ②工件厚度厚度越大,焊接拘束应力越大,裂纹敏感性越大。 ③坡口间隙间隙越大,裂纹敏感性越大。 ④焊接方法用手工电弧
Q550D钢板焊接工艺研究 Q550D钢板焊接工艺研究
格式:pdf
大小:187KB
页数:未知
4.4
文中介绍了老挝某电站座环上、下环板与固定导叶的焊接,通过研究、实践,确定了q55od钢板的焊接方法,为高强度低合金钢板焊接提供一些经验。
钢板剩磁对焊接的影响及带磁焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:BIM销售
擅长专业:土建 安装 装饰 市政 园林


