

45钢φ10mm材冷镦裂纹的分析和工艺改进措施
格式:pdf
大小:498KB
页数:2P
人气 :77
 4.6
4.6
通过对新抚钢40 t LD-钢包吹氩-CC-高速线材轧制的φ10mm 45钢冷镦裂纹的分析,得出钢中Al_2O_3、MnS夹杂和片状珠光体组织是冷镦裂纹产生的主要原因。通过采用降低炉料中的硫含量使[S]从0.029%降至0.020%,控制LD终点[C]和降低终点[O],轧材经球化退火后钢的伸长率从21.6%提高到30.4%等措施,避免了冷镦裂纹的发生。



 45钢Φ10mm材冷镦裂纹的分析和工艺改进措施
45钢Φ10mm材冷镦裂纹的分析和工艺改进措施 45钢Φ10mm材冷镦裂纹的分析和工艺改进措施
通过对新抚钢40tld-钢包吹氩-cc-高速线材轧制的φ10mm45钢冷镦裂纹的分析,得出钢中al2o3、mns夹杂和片状珠光体组织是冷镦裂纹产生的主要原因。通过采用降低炉料中的硫含量使[s]从0.029%降至0.020%,控制ld终点[c]和降低终点[o],轧材经球化退火后钢的伸长率从21.6%提高到30.4%等措施,避免了冷镦裂纹的发生。
编辑推荐下载
含硼冷镦钢10B21冷镦开裂原因分析 含硼冷镦钢10B21冷镦开裂原因分析
格式:pdf
大小:460KB
页数:未知
4.8
为了分析含硼冷镦钢10b21冷镦开裂的原因,对其生产工艺、产品质量进行了研究,并采用金相检验、能谱分析等手段对开裂试样进行了观察和分析。结果表明:含硼冷镦钢10b21开裂是由于其表面存在尖锐的"v"形划伤所致。
冷镦线材改制加工工艺
格式:pdf
大小:111KB
页数:9P
4.7
冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件质量的 优劣很大程度上取决于其所使用的冷镦材料的质量。其 中如成分偏析、疏松和夹杂物等材料的冶金质量,作为 使用者的机械厂往往难以改变。但材料的强度、硬度、 塑性、组织结构和韧性,则与随后的材料加工过程有着 密切的关系。这些性能实际上就是材料的冷镦性能、切 削性能、热处理性能的体现。因此研究和掌握冷镦线材 的加工工艺特性是制造优质冷镦线材和保证紧固件质 量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择,表 1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见表2)。 表1钢材牌号的选择 材料牌号执行标准适用螺栓机械性能等级 适用螺母机械 性能等级 q235-agb/t700-20064.
钢φ10mm材冷镦裂纹的分析和工艺改进措施热门文档
20#热轧管坯用钢裂纹成因分析及改进措施 20#热轧管坯用钢裂纹成因分析及改进措施
格式:pdf
大小:742KB
页数:3P
4.5
针对20#热轧管坯用钢出现的中间裂纹和表面裂纹,深入分析了裂纹的成因,制定了有针对性的改进措施,满足了该钢生产无缝管的各项质量要求。

冷镦线材改制加工工艺 (2)
格式:pdf
大小:290KB
页数:13P
4.6
冷镦线材改制加工工艺 冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件 质量的优劣很大程度上取决于其所使用的冷镦材 料的质量。其中如成分偏析、疏松和夹杂物等材 料的冶金质量,作为使用者的机械厂往往难以改 变。但材料的强度、硬度、塑性、组织结构和韧性, 则与随后的材料加工过程有着密切的关系。这些 性能实际上就是材料的冷镦性能、切削性能、热 处理性能的体现。因此研究和掌握冷镦线材的加 工工艺特性是制造优质冷镦线材和保证紧固件质 量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择, 表1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见 表
冷镦线材改制加工工艺.
格式:pdf
大小:105KB
页数:10P
4.3
冷镦线材改制加工工艺 1、序言 紧固件制造业是现代工业的基础,而紧固件质量 的优劣很大程度上取决于其所使用的冷镦材料的质 量。其中如成分偏析、疏松和夹杂物等材料的冶金质 量,作为使用者的机械厂往往难以改变。但材料的强 度、硬度、塑性、组织结构和韧性,则与随后的材料 加工过程有着密切的关系。这些性能实际上就是材料 的冷镦性能、切削性能、热处理性能的体现。因此研 究和掌握冷镦线材的加工工艺特性是制造优质冷镦线 材和保证紧固件质量的基础。 2、冷镦线材的选择: 2.1、钢材牌号选择 钢材牌号应根据产品图纸和相关国家标准的要求进行选择, 表1可供选材时参考(见表1)。也可选择相应日本牌号的材料(见 表2)。 表1钢材牌号的选择 材料牌号执行标准适用螺栓机械性能等级
Q390C钢板10mm高强板
格式:pdf
大小:17KB
页数:1P
4.5
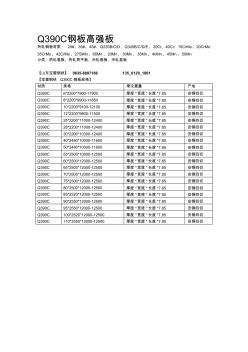
q390c钢板高强板 热轧钢板材质:20#、35#、45#、q235b/c/d、q345b/c/d/e、20cr、40cr、15crmo、20crmo 35crmo、42crmo、27simn、65mn、20mn、30mn、35mn、40mn、45mn、50mn 分类:热轧卷板、热轧原平板、冷轧卷板、冷轧盒板 【山东宝雷钢铁】0635-8887186135_6129_1801 【宝雷钢铁q390c钢板规格】 材质规格理论重量产地 q390c6*2200*7900-11900厚度*宽度*长度*7.85安钢四切 q390c8*2200*9900-11850厚度*宽度*长度*7.85安钢四切 q390c10*2200*9100-12100厚度*宽度*长度*7.85安钢四切 q390c12*2200*9800-11500厚度*宽度*
10钢连铸坯表面凹陷产生的原因分析和改进措施
格式:pdf
大小:1.1MB
页数:3P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
钢φ10mm材冷镦裂纹的分析和工艺改进措施精华文档
低碳含铌钢表面裂纹的研究与改进措施 低碳含铌钢表面裂纹的研究与改进措施
格式:pdf
大小:760KB
页数:4P
4.3
主要研究了低碳含铌钢的表面裂纹形成的原因。通过对表面裂纹缺陷部位进行金相组织观察、sem(eds)、金属原位分析,得知低碳含铌钢表面裂纹附近存在夹杂物,铌元素的含量富集。钢水中的氮过高、连铸二冷水强度是影响铌提前凝固析出富集的主要原因。通过降低钢水的氮含量,适当提高热矫温度等工艺的优化措施,明显降低了低碳含铌钢的表面裂纹。
Ф10mm螺纹钢的五切分轧制新工艺开发-精品文档
格式:pdf
大小:9KB
页数:5P
4.8
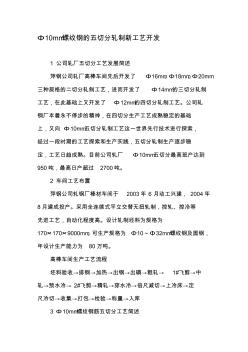
ф10mm螺纹钢的五切分轧制新工艺开发 1公司轧厂五切分工艺发展简述 萍钢公司轧厂高棒车间先后开发了ф16mm、ф18mm、ф20mm 三种规格的二切分轧制工艺,进而开发了ф14mm的三切分轧制 工艺,在此基础上又开发了ф12mm的四切分轧制工艺。公司轧 钢厂本着永不停步的精神,在四切分生产工艺成熟稳定的基础 上,又向ф10mm五切分轧制工艺这一世界先行技术进行探索, 经过一段时期的工艺探索和生产实践,五切分轧制生产逐步稳 定,工艺日趋成熟。目前公司轧厂ф10mm五切分最高班产达到 950吨,最高日产超过2700吨。 2车间工艺布置 萍钢公司轧钢厂棒材车间于2003年6月动工兴建,2004年 8月建成投产。采用全连续式平立交替无扭轧制,控轧、控冷等 先进工艺,自动化程度高。设计轧制坯料为规格为 170×170×9000mm,可生产规格为φ10~φ32mm螺纹钢及圆
10mm钢筋质保书电子版
格式:pdf
大小:134KB
页数:1P
4.4
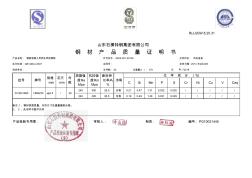
24040026.0合格0.210.471.310.0220.020///// 24040026.5合格0.190.491.380.0310.029///// g13041665hrb235φ6.5/ 批号牌号 规格 mm 屈服强 度re mpapscr 抗拉强 度rm mpa 断后伸 长率a % 产品检验专用章:审核人:制表:编号:pg10031445 山东石横特钢集团有限公司 钢材产品质量证明书 cuvni 冷弯 csimn 产品名称:钢筋混凝土用热轧带肋钢筋许可证号
Φ10mm带肋钢筋五线切分轧制工艺开发 Φ10mm带肋钢筋五线切分轧制工艺开发
格式:pdf
大小:974KB
页数:4P
4.4
介绍了石横特钢棒材生产线开发φ10mm带肋钢筋五线切分轧制工艺的工艺方案、孔型和导卫设计,以及生产中存在的问题与解决措施,该生产线故障率低,机时产量达116t/h,电耗为83.95kwh/t。
钢φ10mm材冷镦裂纹的分析和工艺改进措施最新文档
设备舱支架裂纹原因分析及改进措施 设备舱支架裂纹原因分析及改进措施
格式:pdf
大小:669KB
页数:7P
4.5
分析了高速动车组设备舱支架产生裂纹的原因,提出了改进方案。通过空气动力学分析、应力测试和有限元仿真计算,对改进方案进行了验证,改进后的设备舱支架可以满足动车组寿命周期要求。
热轧钢板头尾横裂纹成因分析及改进措施 热轧钢板头尾横裂纹成因分析及改进措施
格式:pdf
大小:536KB
页数:未知
4.8
针对热轧钢板头尾部出现横裂纹现象,取样进行了金相检验,发现裂纹根部无扩展,裂纹两侧组织存在差异,结合现场生产实际情况,确定头尾横裂纹的产生与中间坯局部过冷有关。通过采取提高板坯出炉温度、严格控制中间坯端部翘头和优化除鳞制度的措施,基本杜绝了热轧钢板头尾横裂纹现象。
HRB400级Φ6~Φ10mm热轧带肋钢筋的研制 HRB400级Φ6~Φ10mm热轧带肋钢筋的研制
格式:pdf
大小:374KB
页数:未知
4.8
详细研究了hrb400级φ6~φ10mm热轧带助钢筋的化学成份、生产工艺与力学性能之间的关系。通过实验,摸索出了水冷段、风冷段的最佳工艺制度,为生产厂的生产提供了可靠的依据。
试论低碳高硫易切削钢冷拔纵裂纹分析和改进工艺措施 试论低碳高硫易切削钢冷拔纵裂纹分析和改进工艺措施
格式:pdf
大小:184KB
页数:2P
4.4
文章对低碳高硫易切削钢生产加工中的冷拔纵裂纹现象进行介绍,探讨了冷拔纵裂纹的形成原因。在此基础上,研究低碳高硫易切削钢冷拔改进工艺措施,以期促进低碳高硫易切削钢生产加工工艺水平的提升。
隧洞钢筋φ10mm以内与以上各一半单价分析(市政)
格式:pdf
大小:24KB
页数:1P
4.6
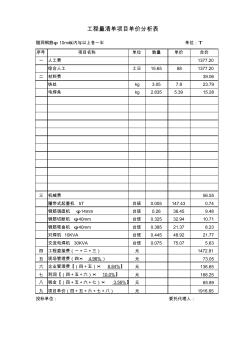
序号项目名称单位数量单价合价 一人工费1377.20 综合人工工日15.65881377.20 二材料费39.06 铁丝kg3.057.823.79 电焊条kg2.8355.3915.28 三机械费56.55 履带式起重机5t台班0.005147.430.74 钢筋调直机φ14mm台班0.2636.459.48 钢筋切断机φ40mm台班0.32532.9410.71 钢筋弯曲机φ40mm台班0.38521.378.23 对焊机10kva台班0.44548.9221.77 交流电焊机30kva台班0.07575.075.63 四工程直接费(一+二+三)元1472.81 五现场管理费(四×4.96%)元73.05 六企业管理费【(四+五)×8.84%
基于Solidworks的外六角冷镦螺钉工艺分析系统 基于Solidworks的外六角冷镦螺钉工艺分析系统
格式:pdf
大小:162KB
页数:4P
4.7
冷镦工艺可以提高材料利用率、生产率以及改善金属零件的机械性能。生产外六角螺钉的主要工艺是冷镦。构建了一个来源于实例的基于solidworks的外六角冷镦螺钉的工艺分析系统,主要完成外六角螺钉工步设计,为设备选择与模具设计提供可靠的数据,缩短设计周期,减轻设计人员的工作量。
提高普通低碳钢冷镦性能的工艺研究 提高普通低碳钢冷镦性能的工艺研究
格式:pdf
大小:499KB
页数:6P
4.7
本文分析比较了普通低碳q195钢与冷镦钢生产工艺、性能组织等情况,对武钢目前生产的q195钢进了取样冷镦试验,并进行了不同的控冷工艺轧制试验.提出在武钢目前炼钢生产条件下,采用适当的轧制工艺,完全可以用普通低碳q195钢代替部分铆螺钢.

年产Φ5.5~Φ10mm圆钢盘条65万t高速线材车间工艺设计毕业论文
格式:pdf
大小:387KB
页数:88P
4.7
1 年产φ5.5~φ10mm圆钢盘条65万t高速线材车间 工艺设计毕业论文 目录 前言.............................................错误!未定义书签。 abstract...........................................................8 1综述..........................................................9 1.1概况..........................................................9 1.2当前生产中应用的主要新技术、新装备............................10 1.2.1轧前工序..........
钢φ10mm材冷镦裂纹的分析和工艺改进措施相关
文辑推荐
知识推荐
百科推荐


职位:建筑物安全检定员
擅长专业:土建 安装 装饰 市政 园林


