

《阀门用铜合金锻件技术条件》国标获批并发布
格式:pdf
大小:316KB
页数:1P
人气 :77
 4.3
4.3
近日,由盾安阀门本部工厂负责起草的国家标准(GB,T29528—2012)已顺利通过国家质量监督检验检疫总局、国家标准化管理委员会批准并正式发布,将于2004年3月1日起实施。该标准的发布不仅填补了国内阀门用铜合金锻件产品技术标准的空白,而且规范了全国阀门铜合金锻件原材料的使用,



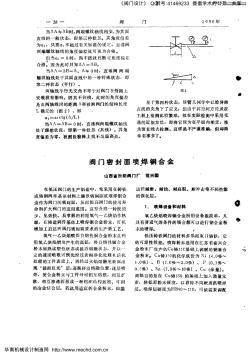
阀门密封面喷焊铜合金
**资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.*** **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.*** **资讯http://www.***.***《阀门设计》qq群号:41469233提倡学术的公开共享 华南机械设计制造网http://www.***.***
编辑推荐下载

阀门及阀门零件通用技术条件.
格式:pdf
大小:32KB
页数:6P
4.8
阀门及阀门零件通用技术条件 jb93-91手柄 jb94-91扳手 jb/t1691-92阀门结构要素阀杆头部尺寸 jb1692-91伞行手轮 jb1693-91平行手轮 jb1694-91阀杆螺母(一 jb1695-91阀杆螺母(二 jb1696-91阀杆螺母(三 jb1698-91阀杆螺母(五 jb1699-91阀杆螺母(四 jb1700.1-91锁紧螺母(一 jb1700.2-91锁紧螺母(二 jb1701-91阀杆螺母(六 jb1702.1-91轴承压盖(一 jb1702.2-91轴承压盖(二 jb1703-91衬套 jb1706-91压套螺母 jb1708-91填料压盖 jb1709-91t型螺栓 jb1712-91石棉填料 jb1713-91填料垫(一 jb1716-91
阀门用铜合金锻件技术条件国标获批并发布热门文档
qct273-1999汽车用锌合金、铝合金、铜合金压铸件技术条件
格式:pdf
大小:310KB
页数:6P
4.6
qct273-1999汽车用锌合金、铝合金、铜合金压铸件技术条件 汽车用锌合金、铝合金、铜合金 压铸件技术条件代替zbt05002—89 1主题内容与适用范围 本标准规定了汽车用锌合金、铝合金、铜合金压铸件旳技术要求、检验方 法、检验规那么、标志与包装。 本标准适用于汽车内旳锌合金、铝合金、铜合金压铸件。 2引用标准 gb228金属拉力试验方法 gb231金属布氏硬度试验方法 jb3027有色压铸合金试样 zbt04006.4汽车铸造零件未注公差尺寸旳极限偏差 3技术要求 3、1锌合金、铝合金、铜合金化学成分按表1、表2、表3规定。 3、2合金机械性能按表4规定。 3、3铸件尺寸应保证产品图样旳要求。 3、4未注公差尺寸旳极限偏差按zbt04006.4旳规定。 3、5表面质量 3、5、1铸件表面粗糙度;锌合金、铝合金不大于ra3.2,铜合金不大于ra6.3。 需经
![1022[1].4压水堆核电厂阀门碳素钢和低合金钢锻件技术条件](https://files.zjtcn.com/group1/M00/23/D1/CgoBZ2AC6wyAW4JDAAAmFVAqe-4131.jpg)
阀门制造许可条件
格式:pdf
大小:39KB
页数:3P
4.6
一、阀门制造许可项目及级别 三、b1、b2级阀门要求: b1级阀门要求: 公称直径大于或者等于200mm时,设计温度高于-46℃,低于425℃,公称压力 大于4mpa,小于6.4mpa 公称直径小于于200mm时,设计温度高于-46℃,公称压力大于4mpa b2级阀门要求: 公称直径大于或者等于200mm时,公称压力小于或者等于4.0mpa,设计温度高 于-46℃,低于425℃的阀门。 公称直径小于于200mm时,设计温度高于-46℃,公称压力小于或者等于4.0mpa 的阀门。 实验室设备:专用阀门耐压试验设备;测厚仪,有铸铁产品的,应当具有铸铁 测厚功能;制造低温阀门的应有低温试验设备。便携式硬度计(测hb,hrc),低温 阀门制造需配冲击试验机(可分包)。生产过程中所使用的量具。 a1 (1)设计温度大于425℃,且公称直径大于

通用阀门碳素钢铸件技术条件
格式:pdf
大小:42KB
页数:4P
4.4
1 1范围 本标准规定了通用阀门、法兰、管件等承压碳素钢铸件(以下简称铸件)的技术要求、试验方法和检 验规则等。 本标准适用于通用阀门、法兰、管件等承压铸件。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修 改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否 可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t222钢的化学分析用试样取样法及成品化学成分允许偏差 gb/t223(所有部分)钢铁及合金化学分析方法 gb/t228金属材料室温拉伸试验方法(gb/t228—2002,eqviso6892:1998) gb/t5613铸钢牌号表示方法 gb/t5677铸钢件射线照相及底片等级分类方法(gb/t5
阀门用铜合金锻件技术条件国标获批并发布精华文档
 铜和铜合金用焊条的选择方法
铜和铜合金用焊条的选择方法 铜和铜合金用焊条的选择方法
格式:pdf
大小:395KB
页数:5P
4.7
铜和铜合金已被广泛地应用于各个工业部门中。铜是导电及导热最好的电气材料,而铜合金作为结构材料,在化工容器、酿造设备、给水管、锅炉及船舶用的部件上获得了广泛地应用。长期以来,铜和铜合金的焊接主要是气焊及碳极电弧焊,但焊缝的机械性能不高,并非都能满足技术要求。后来,采用了金属极手工电弧焊、情性气体保护焊及焊剂层下熔化极自动焊。最近又发展了等离子焊等焊接方法,从而解决了或正在解决焊接中的各
 铜及铜合金零件的毛坯压力加工
铜及铜合金零件的毛坯压力加工 铜及铜合金零件的毛坯压力加工
格式:pdf
大小:92KB
页数:2P
4.6
通过对铜及铜合金锻件产品缺陷的研究,找到了工艺及材料的改进和控制的方法。实践证明,该技术可行,能够满足产品合格率提高的要求,并能提高产品质量。
阀门用铜合金锻件技术条件国标获批并发布最新文档
铸铁低压阀门铜合金密封面等离子弧堆焊工艺 铸铁低压阀门铜合金密封面等离子弧堆焊工艺
格式:pdf
大小:336KB
页数:3P
4.6
分析了在铸铁基体上堆焊铜合金时存在的主要问题。采用空心钨极正极性弱等离子弧,在工件不预热的条件下进行堆焊,有效地防止了堆焊层中出现的翻铁现象,堆焊出合格产品。
 饮用水管件用铜合金的研究
饮用水管件用铜合金的研究 饮用水管件用铜合金的研究
格式:pdf
大小:189KB
页数:3P
4.7
为了解决因铋的加入引起的铜合金脆化问题,研究结果表明,通过添加元素sn、p完全解决了因铋引起的脆化问题,并提出了配方cubi1sn3zn6p0.03。
海水泵阀用新型铸造铜合金的研制 海水泵阀用新型铸造铜合金的研制
格式:pdf
大小:531KB
页数:4P
4.5
研制了一种海水泵阀用新型铸造铜合金,该合金综合力学性能优良:σb≥550mpa,σ0.2≥280mpa,δ5≥18%;耐海水腐蚀性能优异,在7m/s的天然海水冲刷下,腐蚀率低于0.042mm/a,在3.5m/s的含砂海水冲刷下,腐蚀率为0.144mm/a;与目前推广使用的海水管系材料b10的腐蚀电位相差较小,电偶腐蚀率为0.0092mm/a,能有效抑制海水管系的电流腐蚀,提高海水泵阀的使用寿命。与国内海水泵阀常用的铜合金相比,该合金具有较高的拉伸强度和屈强比,能承受较高的压力,在深海工程等领域也有广泛的应用前景。
阀门选用技术条件探析 阀门选用技术条件探析
格式:pdf
大小:211KB
页数:未知
4.3
正确选用阀门是保证管道系统正常运行的必要条件.介绍了在管道工程安装中阀门选用的步骤.从阀门的构成部件、边界范围、压力-温度等级、口径、尺寸、连接形式、主要材质、开度指示及锁紧装置、检验试验、运输包装及标识等方面,对阀门选用的技术条件进行了说明.
铸铁低压阀门铜合金密封面等离子弧堆焊工艺 铸铁低压阀门铜合金密封面等离子弧堆焊工艺
格式:pdf
大小:112KB
页数:未知
4.7
分析了在铸铁基体上堆焊铜合金时存在的主要问题。采用空心钨极正极性弱等离子弧,在工件不预热的条件下进行堆焊,有效地防止了堆焊层中出现的翻铁现象,堆焊出合格产品。更多还原
阀门用铜合金锻件技术条件国标获批并发布相关
文辑推荐
知识推荐
百科推荐


职位:建筑结构师
擅长专业:土建 安装 装饰 市政 园林


