

发电厂常用钢及焊丝焊条主要合金元素标准合金含量
格式:pdf
大小:463KB
页数:22P
人气 :94
 4.5
4.5
序号 钢号 Cr Mo V Ni W Ti Mn Cu Nb 1 15MnV 0.04-0.12 1.2-1.6 2 20MnMo 0.20-0.35 1.1-1.4 3 15MnMoV 0.04-0.65 0.05-0.15 1.30-1.60 4 18MnMoNb 0.40-0.65 1.35-1.65 0.025-0.050 5 15NiCuMoNb5 0.25-0.40 1.00-1.30 0.80-1.20 0.5-0.8 0.02 6 15Mo3 0.25-0.35 0.50-0.70 7 SA204 0.41-0.64 ≤0.90 8 SA209T1/P1 0.44-0.65 0.30-0.80 9 SA182F1 0.44-0.65 0.60-0.90 10 12CrMo 0.40-0.70 0.40-0.55 0.40-0.70 11 A335P2 0.50-0.81 0



 CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO_2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数 CO2保护电弧堆焊用药芯焊丝中合金元素的过渡系数
研究了药芯焊丝在co2保护电弧堆焊过程中合金元素的过渡系数。提出了药芯焊中合金元素总原始含量的计算公式。试验结果表明,fe-mn-cr-ni-c系药芯焊丝中合金元素的过渡系数分别为:mn82.6%,cr90.0%,ni98.8%,c77.7%。对合金元素的过渡过程进行了分析。
编辑推荐下载
不锈钢焊丝焊条的选用
格式:pdf
大小:20KB
页数:1P
4.3
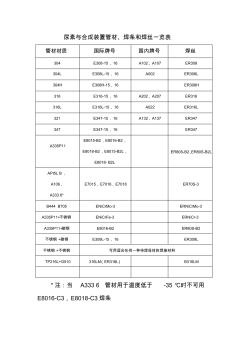
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2,er80s-b2l api5lb, a106, a3336* e7015,e7016,e701

不锈钢焊丝焊条的选用 (2)
格式:pdf
大小:18KB
页数:1P
4.7
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 a691-1.25cr e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2, er80s-b2l api5lb, a106,
发电厂常用钢及焊丝焊条主要合金元素标准合金含量热门文档

碳含量对多元合金系堆焊焊条堆焊层硬度的影响
格式:pdf
大小:113KB
页数:2P
3
碳含量对多元合金系堆焊焊条堆焊层硬度的影响——文章系统地探计了不同碳舍量c—c广mo—卜一v—b夸垒系堆焊焊条堆焊层焊态下和时效后的硬度嚣响规律
低合金钢中合金元素作的作用
格式:pdf
大小:138KB
页数:18P
4.6
1 合金元素在钢中的作用 随着现代工业和科学技术的不断发展,在机械制造中,对工件的 强度、硬度、韧性、塑性、耐磨性以及其他各种物理化学性能的要求 愈来愈高,碳钢已不能完全满足这些要求了。 原因: ①由碳钢制成的零件尺寸不能太大。否则,因淬透性不够而不 能满足对强度与塑性、韧性的要求。加入合金元素可增大淬 透性。 ②用碳钢制成的切削刀具不能满足切削红硬性的要求。用合金 工具钢、高速钢和硬质合金。 ③碳钢不能满足特殊性能的要求,如要求耐热、耐低温、抗腐 蚀、有强烈磁性或无磁性等等,只有特种的合金钢才能具有 这些性能。 合金钢是以碳钢为基础,金相组织和相应的碳钢大体上是相似 的。在钢中加入合金元素,钢的机械性能显著提高。弄清楚各种合金 元素对钢材的影响对控制产品质量有非常大的作用。 1合金元素在钢中的存在方式 1.1合金元素与钢中的碳相互作用,形成碳化物存在于钢中 按合金元素在钢
低合金钢中合金元素作的作用 (2)
格式:pdf
大小:138KB
页数:18P
4.6
1 合金元素在钢中的作用 随着现代工业和科学技术的不断发展,在机械制造中,对工件的 强度、硬度、韧性、塑性、耐磨性以及其他各种物理化学性能的要求 愈来愈高,碳钢已不能完全满足这些要求了。 原因: ①由碳钢制成的零件尺寸不能太大。否则,因淬透性不够而不 能满足对强度与塑性、韧性的要求。加入合金元素可增大淬 透性。 ②用碳钢制成的切削刀具不能满足切削红硬性的要求。用合金 工具钢、高速钢和硬质合金。 ③碳钢不能满足特殊性能的要求,如要求耐热、耐低温、抗腐 蚀、有强烈磁性或无磁性等等,只有特种的合金钢才能具有 这些性能。 合金钢是以碳钢为基础,金相组织和相应的碳钢大体上是相似 的。在钢中加入合金元素,钢的机械性能显著提高。弄清楚各种合金 元素对钢材的影响对控制产品质量有非常大的作用。 1合金元素在钢中的存在方式 1.1合金元素与钢中的碳相互作用,形成碳化物存在于钢中 按合金元素在钢
合金溜槽堆焊焊条设计及组织分析
格式:pdf
大小:755KB
页数:3P
3
合金溜槽堆焊焊条设计及组织分析——设计了一种合金溜槽堆焊用焊条,利用sem对堆焊层精细组织进行了观察分析,利用x射线衍射仪对堆焊层的相组成物进行了测定。试验结果表明:焊后的堆焊层组织为马氏体+碳化物+残余奥氏体。经过热处理后,堆焊层中残余奥氏体的...
T207低氢型合金焊条T237铜合金焊条
格式:pdf
大小:24KB
页数:2P
4.7
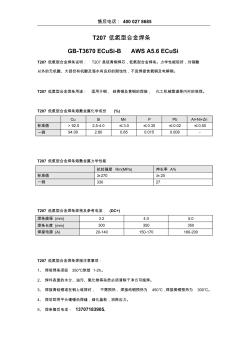
售后电话:4000278685 t207低氢型合金焊条 gb-t3670ecusi-bawsa5.6ecusi t207低氢型合金焊条说明:t207是硅青铜焊芯,低氢型合金焊条。力学性能较好,对销酸 以外的无机酸、大部份有机酸及海水有良好的耐蚀性,不宜焊接含氧铜及电解铜。 t207低氢型合金焊条用途:适用于铜,硅青铜及黄铜的焊接,化工机械管道等内衬的堆焊。 t207低氢型合金焊条熔敷金属化学成份(%) cusimnppbal+ni+zn 标准值>92.02.5-4.0≤3.0≤0.30≤0.02≤0.50 一例94.002.800.850.0150.008- t207低氢型合金焊条熔敷金属力学性能 抗拉强度rm(mpa)伸长率a% 标准值≥270≥20 一例33027 t207低氢型合金
发电厂常用钢及焊丝焊条主要合金元素标准合金含量精华文档
 低合金焊丝钢盘条轧制工艺研究
低合金焊丝钢盘条轧制工艺研究 低合金焊丝钢盘条轧制工艺研究
格式:pdf
大小:278KB
页数:4P
4.7
为了满足低合金焊丝钢盘条免退火生产要求,结合盘条cct曲线和生产线的特点,采用2种试验方案轧制ah70g低合金焊丝钢盘条。方案1吐丝温度810~830℃,入罩温度730~750℃;方案2吐丝温度890~910℃,入罩温度800~820℃,2种方案辊道速度均为0.15m/s,风机、保温罩全关。轧制后,方案1盘条抗拉强度约800mpa,方案2抗拉强度约700mpa。对2种方案产生不同的抗拉强度和金相组织进行分析,结果表明,采用方案2生产的盘条金相组织以铁素体和珠光体为主,盘条抗拉强度控制在700~720mpa,满足用户使用要求。
 低碳钢合金焊丝断裂分析
低碳钢合金焊丝断裂分析 低碳钢合金焊丝断裂分析
格式:pdf
大小:975KB
页数:3P
4.4
用扫描电镜、光学显微镜和力学性能测试研究经880℃×3.5h的常规退火低碳钢合金焊丝er110s的拉拔断口。焊丝显微组织为铁素体、碳化物粒子和岛状贝氏体,断口由大片韧窝与一些解理小平面交替组成。断口分析说明,弥散分布的碳化物质点对应微孔聚集型断裂韧窝,贝氏体组织对应解理小平面,贝氏体硬而脆,断裂韧度低,裂纹扩展阻力小,是引起焊丝断裂的主要原因。采用再结晶退火(700℃保温15h)能够消除贝氏体组织,改善焊丝拉拔性能。

焊条、焊丝型号大类与焊条、
格式:pdf
大小:17KB
页数:13P
4.6
钼及铬钼耐热钢焊条:r107r207r307r317r327r337r347r407r507r707r807r817r307lr317l r407l 低温钢焊条:w607w607hw707niw907niw107w107niw406fe 不锈钢焊条:g202g207g217g242g247g257g267g302g307g357g357mg367367mg200m520 bm831am837aa002a002aa002nb347la002022la0322209-16a042a052a062309la072a082a 102a102aa107a132a137a14219-9-6a146a172a202a207a212a222a232a237a24
发电厂常用钢及焊丝焊条主要合金元素标准合金含量最新文档
焊条焊丝选用表
格式:pdf
大小:80KB
页数:5P
4.6
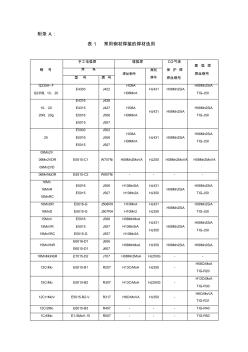
附录a: 表1常用钢材焊接的焊材选用 钢号 手工电弧焊埋弧焊co2气体 保护焊 焊丝钢号 氩弧焊 焊丝钢号 焊条 焊丝钢号 焊剂 牌号型号牌号 q235a·f q235b、10、20 e4303j422 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 10、20 20r、20g e4316 e4315 e5016 e5015 j426 j427 j506 j507 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 25 e5003 e5016 e5015 j502 j506 j507 ho8a h08mna hj431h08mn2sia h08mn2sia tig-j50 09mn2v 09mn2v
镀铜合金焊条钢丝制造方法 镀铜合金焊条钢丝制造方法
格式:pdf
大小:453KB
页数:3P
4.5
本发明属于金属丝生产范畴,可用于金属制品工业制造合金焊条钢丝。传统的制造镀铜焊条钢丝的方法包括:半成品线材的拉拔、在控制气氛中退火、在浓度100克/升苛性钠溶液中脱脂、在70~90℃的热水中冲洗、在浓度100克/升的硫
合金溜槽堆焊焊条的正交设计
格式:pdf
大小:912KB
页数:4P
3
合金溜槽堆焊焊条的正交设计——运用正变法确定了合奎溜糟堆辉焊务的药皮组或并研究了其工艺性能、冶金性能和堆焊层的机械性能。经反复试验获得了较为理想焊条药皮配方,所设许的新焊条不但具有较佳的工艺性能。而且堆焊层中合金元素的含量选到了设计要求。


堆焊焊条药皮合金剂的组分优化
格式:pdf
大小:163KB
页数:3P
3
堆焊焊条药皮合金剂的组分优化——根据用二次旋转回归设计方法建立的合金剂与硬度、磨损体积之间的回归方程,利用遗传算法对其进行了最优解寻优,并对寻优结果作了分析比较。ga优化得到了合金剂最佳配比,且相同约束条件下,其优化结果优于混合罚函数法。
堆焊焊条药皮合金剂的组分优化 堆焊焊条药皮合金剂的组分优化
格式:pdf
大小:440KB
页数:3P
4.4
根据用二次旋转回归设计方法建立的合金剂与硬度、磨损体积之间的回归方程,利用遗传算法对其进行了最优解寻优,并对寻优结果作了分析比较。ga优化得到了合金剂最佳配比,且相同约束条件下,其优化结果优于混合罚函数法。
低合金抗裂耐磨堆焊焊条的研制 低合金抗裂耐磨堆焊焊条的研制
格式:pdf
大小:422KB
页数:3P
4.3
针对耐磨料磨损的使用条件,采用正交试验方法优化设计低合金耐磨损抗裂堆焊焊条,通过硬度、金相组织、耐磨性、抗裂性等试验,分析堆焊层的显微组织结构。试验结果表明,堆焊层组织为混合型马氏体和少量残余奥氏体+弥散分布的一次nbc,低碳马氏体和高碳马氏体数量相当。堆焊层硬度达到hrc58,具有高的耐磨性,且该焊条具有较高塑韧性,堆焊层抗裂性高,焊前不预热,焊后不缓冷,连续堆焊不产生裂纹,达到了研究目标的要求。
发电厂常用钢及焊丝焊条主要合金元素标准合金含量相关
文辑推荐
知识推荐
百科推荐


职位:造价审核岗
擅长专业:土建 安装 装饰 市政 园林


