

基于分步对角线的数控机床误差辨识新方法
格式:pdf
大小:730KB
页数:5P
人气 :98
 4.7
4.7
机床空间位置误差的测量和补偿是提高加工精度的重要手段。分析了数控机床的各项误差元素,建立了数控机床的空间定位误差模型;详细阐述了分步体对角线法用于误差检测和分离的原理,以及不能对机床误差完全辨识的不足。将分步对角线法引入平面测量,分析6条面对角线与位置误差间的关系,提出了一种新的辨识机床各分项误差的方法。该方法操作简单、效率高、所需元件少;不仅可以反映机床的几何精度,而且完全分离出了机床的各项误差元素,为数控机床的空间位置误差补偿提供了理论基础。




数控机床热误差补偿建模方法
首页资讯日志图片商品圈子论坛搜索 您的位置:mycax设计门户>>资讯>>>>查看资讯 立刻免费体验edrawings软件 solidworks强大技术支持,用于共享和存档2d,3d产品设计数据的应用! solidworks.com.cn/edrawings google提供的广告 本本世界数码科技摄影技巧技术论文cax软件机械资讯生活资讯搞笑图贴 全部搜索 google提供的广告机床应变仪传感器原理机床改造算法分析 最新更新 月度热点 装修全攻略36招装出满意家 八招:去除家装遗留甲醛 卫浴间装修需注意的九个细节 装修怎样付款才合理? 5重点10分钟掌握卫生间装修 看经验汇集让装修不留遗憾! 必看:精装修房验收30条要点 小户型厨房装修22项设计原则 10法则改造呆傻大客厅 哪种更省钱采暖三方
编辑推荐下载
 基于对角线测量的机床空间定位误差热变化分析
基于对角线测量的机床空间定位误差热变化分析 基于对角线测量的机床空间定位误差热变化分析
格式:pdf
大小:763KB
页数:5P
4.6
为了研究数控机床温度变化对机床空间定位精度的影响,提出了一种通过分步测量机床工作空间4条体对角线以快速获得机床空间定位误差的方法.基于这种方法,在不同的温度条件下测量了6组数控机床的空间定位误差,并以z轴定位误差为例进行了分析.在某一机床温度条件下,对空间定位误差进行了预测和补偿,z轴定位误差最大从15μm降低到5μm以内,精度得到了改善.结果证明,分步体对角线测量是一种研究机床空间定位误差与机床温度变化之间对应关系并加以补偿的有效手段.
基于体对角线的机床垂直度误差的高效测量分析 基于体对角线的机床垂直度误差的高效测量分析
格式:pdf
大小:616KB
页数:4P
4.4
垂直度误差所引起的位置误差是机床空间位置误差的重要组成部分。提出利用单头激光多普勒位移测量仪及平面反射镜,通过测量机床的4条体对角线的位移误差实现对机床三轴间的垂直度误差测量。实验结果表明,采用该方法测量垂直度误差快捷、方便且准确,可对任意大小的机床进行测量。
分步对角线的数控机床误差辨识新方法热门文档
数控机床几何误差及其补偿方法研究
格式:pdf
大小:25KB
页数:5P
4.7
数控机床几何误差及其补偿方法研究(1) 作者:柯明利,梁永回,刘焕牢 摘要:对数控机床几何误差产生的原因作了比较详细的分析,将系统误差的补偿方法进行了归纳, 并在此基础上阐述了各类误差补偿方法的应用场合,为进一步实现机床精度的软升级打下基础。 关键词:数控机床;几何误差;误差补偿 前言 提高机床精度有两种方法。一种是通过提高零件设计、制造和装配的水平来消除可能的误差源, 称为误差防止法(errorprevention)。该方法一方面主要受到加工母机精度的制约,另一方面 零件质量的提高导致加工成本膨胀,致使该方法的使用受到一定限制。另一种叫误差补偿法(er rorcompensation),通常通过修改机床的加工指令,对机床进行误差补偿,达到理想的运动轨 迹,实现机床精度的软升级。研究表明,几何误差和由温度引起的误差约占机床总体误差的70%, 其中几何误差相对稳定,
基于体对角线机床位置误差的激光矢量测量分析 基于体对角线机床位置误差的激光矢量测量分析
格式:pdf
大小:725KB
页数:5P
4.7
机床空间位置误差的测量和补偿是提高加工精度的重要手段.通过分析机床沿4条体对角线的位移误差与空间位置误差间的矢量关系,提出了利用体对角线多步运动测得的位移误差分离机床运动轴位置误差的矢量分析方法.分析结果表明,新方法不仅可以反映机床的几何精度,而且可以快速分离出3个运动轴的9项位置误差,为实施数控机床的空间位置误差补偿提供了理论基础.
86数控机床几何误差及其补偿方法研究
格式:pdf
大小:17KB
页数:8P
4.4
数控机床几何误差及其补偿方法研究 摘要:对数控机床几何误差产生的原因作了比较详细的分析,将 系统误差的补偿方法进行了归纳,并在此基础上阐述了各类误差 补偿方法的应用场合,为进一步实现机床精度的软升级打下基础。 关键词:数控机床;几何误差;误差补偿 前言 提高机床精度有两种方法。一种是通过提高零件设计、制造 和装配的水平来消除可能的误差源,称为误差防止法(errorpreve ntion)。该方法一方面主要受到加工母机精度的制约,另一方面 零件质量的提高导致加工成本膨胀,致使该方法的使用受到一定 限制。另一种叫误差补偿法(errorcompensation),通常通过修 改机床的加工指令,对机床进行误差补偿,达到理想的运动轨迹, 实现机床精度的软升级。研究表明,几何误差和由温度引起的误 差约占机床总体误差的70%,其中几何误差相对稳定,易于进行 误差补偿。对数控机床几何误差的补

数控机床热误差补偿模型在线修正方法研究
格式:pdf
大小:1.2MB
页数:6P
4.7
数控机床热误差补偿模型在线修正方法研究 作者:杨建国,任永强,朱卫斌,黄明礼,潘志宏 作者单位:上海交通大学机械工程学院,上海,200030 刊名:机械工程学报 英文刊名:chinesejournalofmechanicalengineering 年,卷(期):2003,39(3) 被引用次数:22次 参考文献(5条) 1.loch;yuanjx;nijanapplicationofreal-timeerrorcompensationonaturningcenter1995(01) 2.robertbaronsonwaragainstthermalexpension1996(06) 3.yangjianguo;yuanjingxia;nijunthermalerrormodeanaly
分步对角线的数控机床误差辨识新方法精华文档
数控机床切削负荷误差补偿装置的设计 数控机床切削负荷误差补偿装置的设计
格式:pdf
大小:325KB
页数:3P
4.6
以开放式数控系统-华中i型为平台研制了数控机床切削负荷误差补偿装置,介绍了这套基于电流检测和处理技术的负荷误差补偿装置的基本构架和设计方法,这套装置被用于数控铣削粗加工中,被证明是成功、有效的,它显著提高了机床加工效率和加工精度。
数控机床论文
格式:pdf
大小:1.2MB
页数:15P
4.5
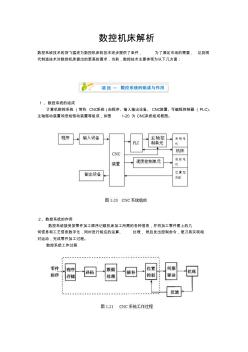
数控机床解析 数控系统技术的突飞猛进为数控机床的技术进步提供了条件,为了满足市场的需要,达到现 代制造技术对数控机床提出的更高的要求,当前,数控技术主要体现为以下几方面: 1、数控系统的组成 计算机数控系统(简称cnc系统)由程序、输入输出设备、cnc装置、可编程控制器(plc)、 主轴驱动装置和进给驱动装置等组成,如图1-20为cnc系统组成框图。 2、数控系统的作用 数控系统接受按零件加工顺序记载机床加工所需的各种信息,并将加工零件图上的几 何信息和工艺信息数字化,同时进行相应的运算、处理,然后发出控制命令,使刀具实现相 对运动,完成零件加工过程。 数控系统工作过程 如图1-21所示(图中的虚线框为cnc单元),一个零件程序的执行首先要输入cnc中,经 过译码、数据处理、插补、位置控制,由伺服系统执行cnc输出的指令以驱动机床完成加工。 cnc系
数控机床的改造及应用
格式:pdf
大小:152KB
页数:1P
4.7
我国在改革开放初期因相关技术落后、加工工艺水平较低,无法通过国内企业生产条件满足快速发展的加工行业的需求,曾大量引进国外高档数控机床。但时至今日,这些高档机床已经严重老化了,故障频发无法满足我国生产加工行业日益提高的要求,但这些高档机床如果进行改造,花费较少的费用就能继续为企业服务取得明显的经济效益,文章对我国数控机床的改造情况做了简要分析,并对如何将数控机床进行改造进行了详细阐述,这会对我国现阶段数控机床改造具有一定的指导意义。

数控机床一般维修方法
格式:pdf
大小:59KB
页数:7P
4.5
1 数控机床一般维修方法 【关键词】数控故障诊断 1引言 数控机床是技术密集型和知识密集型的机电一体化产品,其技术先进、结构复杂、价 格昂贵,在生产上往往起着关键作用。当数控机床发生故障后,通过科学的方法、行之有 效的措施,迅速判断故障发生的原因,随时解决出现的问题,即是保证数控机床安全、可 靠运行,提高设备使用率的关键所在,也是当前数控机床使用过程中亟待解决的问题之一。 但是,我国现有数控机床上的数控系统品种及其繁多,既有国产的各种数控系统, 也有世界上多个国家的系统。就拿我们这个企业来说,各种数控机床使用到的系统就有 好几种,如日本的fanuc0/0i系统,mitsubshi系统,德国的西门子810、802、840 系统,广州数控,华中数控等等。各种系统复杂程度不同,功能不同,结构不同。在维 修过程中,对于这样复杂,综合的系统,要从中发现故障的一般规律
分步对角线的数控机床误差辨识新方法最新文档
切边铝板对角线偏差的控制 切边铝板对角线偏差的控制
格式:pdf
大小:171KB
页数:3P
4.4
分析了1500横切机生产切边铝板时铝板对角线存在偏差的原因,提出了切边铝板对角线偏差控制途径,表明切边铝板对角线超差废品可控制在极小的范围。
数控机床的正确安装步骤
格式:pdf
大小:12KB
页数:1P
4.3
数控机床的正确安装步骤 查看:6481| 评论:1 摘要:无论是机床还是一些仪器设备,在使用之前都要进行安装调试。 cnc数控机床的调试和安装,指的是数控机床从生产厂家到达用户的目的 地,并在客户工作场地进行安装直到机床能正常工作所应该完成的事情,这 一过程一般... 无论是机床还是一些仪器设备,在使用之前都要进行安装调试。cnc数 控机床的调试和安装,指的是数控机床从生产厂家到达用户的目的地,并在 客户工作场地进行安装直到机床能正常工作所应该完成的事情,这一过程一 般由机床制造商在用户的配合下完成。安装调试是否正确合理在很大程序上 决定了这台数控机床能否发挥正常的经济效率以及它本身的使用寿命,这对 数控机床的制造商和用户来说都是重要的事情。下面就跟小编来看看精雕机 正确安装的步骤。 1、通电前的外观检查 第一步:模具精雕机电器检查:打开机床电控箱,检查继电器,接
数控机床维修论文
格式:pdf
大小:519KB
页数:5P
4.5
摘要:科学技术的发展,对机械产品提出了高精度、高复杂性的要求,而且产品 的更新换代也在加快,这对机床设备不仅提出了精度和效率的要求,而且也对其 提出了通用性和灵活性的要求。数控机床就是针对这种要求而产生的一种新型自 动化机床。数控机床集微电子技术、计算机技术、自动控制技术及伺服驱动技术、 精密机械技术于一体,是高度机电一体化的典型产品。它本身又是机电一体化的 重要组成部分,是现代机床技术水平的重要标志。数控机床体现了当前世界机床 技术进步的主流,是衡量机械制造工艺水平的重要指标,在柔性生产和计算机集 成制造等先进制造技术中起着重要的基础核心作用。 关键字:数控机床,多功能,电主轴,滚珠丝杠,自动化 一、与普通机床相比,数控机床具有的特点: 1)由于数控车床刀架的两个方向运动分别由两台伺服电动机驱动,所以它的传 动链短。不必使用挂轮、光杠等传动部件,用伺服电动机直接与丝

数控机床换刀系统设计
格式:pdf
大小:746KB
页数:34P
4.3
数控机床换刀系统设计 摘要................................................................2 第一章、概述......................................................2 第一节、数控机床发展现状...................................................................................................3 1、国际数控机床的发展状况.........................................................................................3 2、国内控机床的发展状况...................
数控机床毕业论文
格式:pdf
大小:167KB
页数:33P
4.3
数控车床应用与发展前景 摘要 随着计算机技术的高速发展,现代制造技术不断推陈出新。 在现代制造系统中,数控技术集微电子、计算机、信息处理、自 动检测、自动控制等高新技术于一体,具有高精度、高效率、柔 性自动化等特点,对制造业实现自动化、集成化、智能化、起着 举足轻重的作用。 数控加工作为一种高效率高精度的生产方式,尤其是形状复 杂精度要求很高的模具制造行业,以及成批大量生产的零件。因 此数控加工在航空业、电子行业还有其他各行业都广泛应用。然 而在数控加工从零件图纸到做出合格的零件需要有一个比较严 谨的工艺过程,必须合理安排加工工艺才能快速准确的加工出合 格的零件来。 目录 摘要 前言 第一章数控车床的基本组成和工作原理 1.1任务准备 1.1.1机床结构 1.2工作原理 1.3数控车床的分类 1.4数控车床的性能指标 1.5数控车床的特点 第二章数控车床编程与
数控机床外文翻译
格式:pdf
大小:155KB
页数:24P
4.8
江汉大学机建学院2011年毕业论文-----------外文翻译 姓名:薛斯林学号:016507202906第1页 毕业设计(论文)外文翻译 题目c620普通车床数控改造总体方案设计 专业名称机械设计制造及其自动化 班级学号09031322 学生姓名吴皇勇 指导教师赵学海 填表日期2013年2月25日 江汉大学机建学院2011年毕业论文-----------外文翻译 姓名:薛斯林学号:016507202906第2页 thenumericalcontrolenginebedtransforms harveyb.mackey firstnumericalcontrolsystemdevelopmentsummarybrief historyandtendency in1
![数控机床宏程序例题[1]](https://files.zjtcn.com/group1/M00/4B/BE/CgoBZ2Af-LWAE-R6AAAZUstsS84721.jpg)
数控机床宏程序例题[1]
格式:pdf
大小:1.5MB
页数:20P
4.4
由浅入深宏程序10-车床旋转正弦函数宏程序 正弦函数曲线旋转宏程序 坐标点旋转1 s=xcos(b)–ysin(b) t=xsin(b)+ycos(b) 根据下图,原来的点(#1,#2),旋转后的点(#4,#5),则公式: #4=#1*cos[b]-#2*sin[b] #5=#1*sin[b]+#2*cos[b] 公式中角度b,逆时针为正,顺时针为负。 下图中正弦曲线如果以其左边的端点为参考原点,则此条正弦曲线顺时针旋转了16度,即 b=-16 正弦函数旋转图纸1 此正弦曲线周期为24,对应直角坐标系的360 对应关系【0,360】y=sin(x) 【0,24】y=sin(360*x/24) 可理解为: 360/24是单位数值对应的角度 360*x/24是当变量在【0,24】范围取值为
数控机床实训报告
格式:pdf
大小:64KB
页数:6P
4.7
数控机床实训报告 第一部分:数控机床实训 机房操作指南: (学校系统:华中世纪星c2-6136hk/1¢360×750) 1.开机:合总闸→打开空气开关(机床外部)→绿色按扭(开机数控编程系统 开关)→右旋急停开关 2.关机:按急停开关→红色按扭(关数控编程系统)→关空气开关→关总闸 3.手动返回参数: 在手动返回之前,将刀架沿—z—x方向移动到远离参考点位置(约主轴与尾 座中间) 4.手动运行主轴: 默认为300转每分钟,机床上电后在手动方式下通过主轴正转或停止或反 转按键可实现主轴正转,停转和反转(切换正反转时必须先停转) 5.设置主轴转速 (1)按自动→在主操作界面下,按f3键进入mdi功能菜单→输入命令段,如 m03s400→按enter 键→按循环启动(主轴正转,400转/分) (2)若再次运行主轴400转/分,
数控机床系统设计(1)
格式:pdf
大小:34KB
页数:5P
4.8
红字的意思是没找到答案,蓝字的意思是不确定;有错别字不负责啊。。。学渣整理,此资料仅供参考╮(╯▽╰)╭ 一 ⒈数控机床通常由哪几部分组成?各部分的作用和特点是什么? 控制介质作用:在数控机床加工时,携带和传输所需的各种控制信息。 特点:是存储数控加工所要的全部动作和刀具相对于工件位置信息的媒介物,它记载着零件的加工程序。 数控装置作用:是数控机床的核心,它根据输入的程序和数据,经过数控装置的系统软件或逻辑电路进行编译、 运算和逻辑处理后,输出各种信号和指令,控制机床的各个部分,进行规定的、有序的动作。 特点:可分为普通数控系统nc和计算机数控系统cnc两类。 伺服机构作用:根据数控装置发来的速度和位移指令控制执行部件的进给速度、方向和位移。 特点:由伺服驱动电路和伺服驱动装置组成,与机床上的执行部件和机械部件组成数控机床的进给系统。 机械部件作用:包含有主运动部件、进
提高数控机床机械加工率的方法探讨 提高数控机床机械加工率的方法探讨
格式:pdf
大小:200KB
页数:1P
4.4
随着社会不断进步和发展,对机械产品加工质量的要求、复杂程度也随之增加,数控加工技术的优势得以显现,数控机床机械产品的加工效率、质量、精度也能得以保证。这一优势逐渐被企业所高度重视,促进机械加工制造产业在激烈市场竞争中占据有利地位。但是目前我国许多制造企业数控机床技术和加工效率有着明显不足。因此有必要从数控机床现状分析入手,找到提高数控机床技术加工效率的有效方法,促进制造业不断发展。
分步对角线的数控机床误差辨识新方法相关
文辑推荐
知识推荐
百科推荐


职位:资深室内设计师
擅长专业:土建 安装 装饰 市政 园林


