






低压电力电缆热缩终端头制作工艺
低压电力电缆热缩终端头制作工艺 一、施工准备 1.劳动组织表1 序号项目单位数量备注 1技术负责人1电缆头制作技术指导 2电缆头制作组每组二人,可分多组 2.工机具表2 序号名称规格单位数量备注 1芯线压接工具套1 2钢锯手工把1 3钢丝钳200mm把1 4铁皮剪把1 5电工刀把1 6螺丝刀把1 7钢卷尺5m把1 8电烙铁150w把1 9兆欧表1000v块1 10喷灯300ml只1 11钢挫把1 3.材料表3 序号名称规格单位数量备注 1接线端子与电缆规格对应个3-4 2电缆热缩式终端头套1 3聚氯乙烯带盘4相色 4软铜绞线10mm2kg0.05 5铜绑扎线ф2kg0.01 6焊锡k
低压电力电缆终端头专电缆接头的制作工艺规程热门文档
 电缆终端头制作工艺的改进
电缆终端头制作工艺的改进 电缆终端头制作工艺的改进
格式:pdf
大小:72KB
页数:1P
 4.4
4.4
对电缆终端头制作新工艺进行了全面的较为详细的阐述,设计时考虑了交联聚乙烯电缆的运行特性,主要考虑了施工工艺和经济效益,并结合现场的环境条件选择出满足施工要求的附件和材料,对电缆头制作要点做了详细介绍。
低压电缆终端头制作
格式:pdf
大小:16KB
页数:1P
4.5
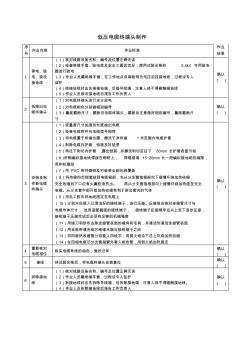
低压电缆终端头制作 序 号 作业内容作业标准 作业 结果 1 停电、验 电、装设 接地线 (1)核对线路设备名称、编号及位置正确无误 (2)检查绝缘手套、验电笔及安全工器具完好,使用试验合格的0.4kv专用验电 器进行验电 (3)作业人员戴绝缘手套,在工作地点各端验明无电压后挂接地线,过程设专人 监护 (4)挂接地线时应先接接地端,后接导线端,注意人体不得碰触接地线 (5)作业人员装设接地线后报告工作负责人 确认 () 2拆除旧电 缆终端头 (1)对电缆终端头进行充分放电 (2)对电缆相色分别做相别编号 (3)量度截断尺寸,截断旧电缆终端头,截断后注意做好相别编号,量度截断尺 寸 确认 () 3 安装及制 作新电缆 终端头 (1)按量度尺寸加适当长度抽出电缆 (2)检查电缆附件与电缆型号相符 (3)将电缆置于终端位置,擦洗干净终端1米范围内电缆护套 (4)剥除电缆外

低压电力电缆终端头专电缆接头的制作工艺规程精华文档
低压电力电缆热缩终端头制作工法
格式:pdf
大小:79KB
页数:7P
4.7
1 低压电力电缆热缩终端头制作工法 一、前言 在现代变、配电工程中,电缆以其施工维护方便、供电可靠性高 等特点得以广泛使用,低压电力电缆热缩终端头也以其独有的优点得 到广泛使用。 二、工法特点 1.安装工艺简单、便于操作,易于掌握、操作技术要求不高; 2.提高工效,保证电缆头质量及供电可靠性; 3.节约绝缘材料。 三、工法适用范围 本工法适用于一般环境下低压电力电缆户外、户内终端头的制 作。 四、工艺原理 利用热缩管的收缩性,使热缩管与电缆完全密贴,同时用密封胶 封端口,使其具有良好的绝缘和防水防潮效果。 五、施工工艺 (一)、工艺流程图 摇测电缆绝缘剥除电缆外护套锯除铠装 剥除护套及填料焊接地线 安装(热缩)分 支手套 安装接线端子 安装(热缩)绝 缘管 摇测电缆绝缘核对相位 准备工作 连接设备 2 图1低压电力电缆热缩终端头制作工序流程图 (二)
电力电缆终端头和中间头制作
格式:pdf
大小:200KB
页数:7P
4.7
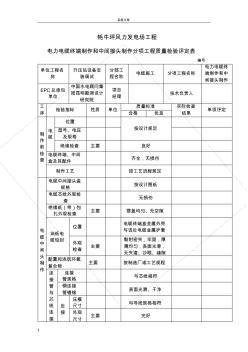
百度文库 1 牦牛坪风力发电场工程 电力电缆终端制作和中间接头制作分项工程质量检验评定表 编号: 单位工程名 称 升压站设备安 装调试 分部工 程名称 电缆施工分项工程名称 电力电缆终 端制作和中 间接头制作 epc总承包 单位 中国水电顾问集 团昆明勘测设计 研究院 项目 经理 技术负责人 工 序 检验指标性质单位 质量标准实际检查 结果 单项评定 合格优良 制 作 前 检 查 电 缆 位置 按设计规定型号、电压 及规格 绝缘检查主要良好 电缆终端、中间 盒及其配件 齐全,无损伤 制作工艺按工艺流程规定 电 缆 中 间 头 制 作 电缆中间接头盒 规格 按设计图纸 电缆芯线外观检 查 无损伤 绝缘纸(带)包 扎外观检查 主要撘盖均匀、无空隙 油纸电 缆铅封 位置 电缆终端盒金属外壳 与该处电缆金属护套 外观 检查 主要 黏附密实,牢固,厚 薄均匀,表面光滑, 无夹渣、
电3—6—1电缆终端头、电缆接头制作安装分项
格式:pdf
大小:24KB
页数:1P
4.7
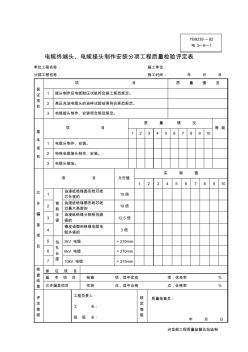
电缆终端头、电缆接头制作安装分项工程质量检验评定表 单位工程名称:施工单位: 分部工程名称:施工时间:年月日 保 证 项 目 项目质量情况 1接头制作后电缆耐压试验符合施工规范规定。 2高压充油电缆头的油样试验结果符合规范规定。 3电缆接头制作、安装符合规范规定。 基 本 项 目 项目 质量情况 等级 12345678910 1电缆头制作、安装。 2特殊电缆接头制作、安装。 3电缆头接地。 允 许 偏 差 项 目 项目允许值 实测值 12345678910 1 弯 曲 半 径 油浸纸绝缘圆形线芯线 芯外径的 10倍 2 油浸纸绝缘扇形线芯线 芯最大高度的 10倍 3 油浸纸绝缘分相铅包直 径的 12.5倍 4 橡皮或塑料绝缘电缆电 缆外径的 3倍 5包 扎 长 度 3kv电缆>210
电缆终端头的安装制作工艺 电缆终端头的安装制作工艺
格式:pdf
大小:365KB
页数:未知
4.5
本文介绍了采用无锡县电力电缆附件厂的wr、wn型和长沙电境附件厂生产的ntn型户内、户外式终端盒所制作的交联聚乙烯6和10kv电缆终端头的安装制作工艺。

电缆终端头与接头
格式:pdf
大小:6KB
页数:2P
4.5
电缆终端与接头 《规范》规定:电缆终端与接头的制作应由经过培训的熟悉工艺的人员进行。 一、电缆终端与接头制作的准备工作: 1.熟悉安装工艺资料。 2.检查电缆是否符合:绝缘良好,不受潮;附件规格与电缆一致,零部件 齐全无损伤,绝缘材料不受潮,密封材料不失效。 3.施工用具应齐全、完好、消耗材料齐备。 二、电缆终端和接头制作和一般规定: 1.在现场制作电缆终端和接头时,应注意制作现场的环境条件温度、湿度、 尘埃等。在室外制作6kv有以上的电缆终端和接头时,其空气相对湿度 为70%及以下。对塑料绝缘电缆,应防止尘动手埃、杂物落入绝缘内, 并应严禁在雾中、雨中施工。 2.电缆终端与接头应符合:型号、规格与电缆类型如电压、芯数、截面、 护层结构和环境要求等一致;结构简单、紧凑、便于安装;材料、部件 符合技术要求;主要性能符合现行国家规定。 3.采用的附加绝缘材料,除电气性能应满足要求外,还应
低压电力电缆终端头专电缆接头的制作工艺规程最新文档
低压电缆终端头制作与安装
格式:pdf
大小:8KB
页数:4P
4.5
1/4 低压电缆终端头制作 适用于500v以下的室内聚氯乙绝缘、聚氯乙烯护套、电力电缆终端头的制 作安装。 一材料要求 1.1电缆终端头套、塑料带、接线鼻子、镀锌螺丝、电力复合脂、电缆卡 子、电缆标牌、10mm2多股铜线等材料必须符合设计要求,并具备产品出厂合 格证。 1.2塑料带应分黄、绿、红、淡兰四色,各种螺丝等镀锌件应镀锌良好。 1.3地线采用裸铜软线,截面不小于10mm2,表面应清洁,无断股现象。 二主要机具 2.1制作和安装机具: 压线钳、钢锯、扳手、钢锉 2.2测试工具: 钢卷尺、摇表、万用表 三施工条件 3.1电气设备安装完毕,室内空气干燥。 3.2电缆敷设并整理完毕,核对无误。 3.3电缆支架及电缆终端头固定支架安装齐全。 3.4现场具有足够照度的照明和较宽敞的操作场地。 四操作工艺 4.1工艺流程: 测试电缆绝缘剥电缆铠甲,打卡子焊接地线 2/4 包缠电缆、
低压电缆终端头制作与安装
格式:pdf
大小:7KB
页数:4P
4.7
低压电缆终端头制作 适用于500v以下的室内聚氯乙绝缘、聚氯乙烯护套、 电力电缆终端头的制作安装。 一材料要求 1.1电缆终端头套、塑料带、接线鼻子、镀锌螺丝、电力复 合脂、电缆卡子、电缆标牌、10mm2多股铜线等材料必须符 合设计要求,并具备产品出厂合格证。 1.2塑料带应分黄、绿、红、淡兰四色,各种螺丝等镀锌件 应镀锌良好。 1.3地线采用裸铜软线,截面不小于10mm2,表面应清洁, 无断股现象。 二主要机具 2.1制作和安装机具:压线钳、钢锯、扳手、钢锉 2.2测试工具:钢卷尺、摇表、万用表 三施工条件 3.1电气设备安装完毕,室内空气干燥。 3.2电缆敷设并整理完毕,核对无误。 3.3电缆支架及电缆终端头固定支架安装齐全。 3.4现场具有足够照度的照明和较宽敞的操作场地。 四操作工艺 4.1工艺流程: 测试电缆绝缘剥电缆铠甲,打卡子焊接地线
KV电力电缆终端头制作安装记录 (2)
格式:pdf
大小:54KB
页数:2P
4.7
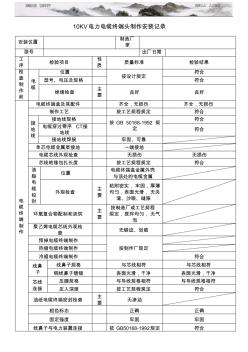
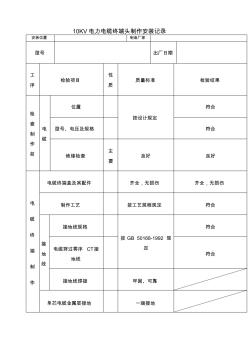
10kv电力电缆终端头制作安装记录 安装位置制造厂家 型号出厂日期 工 序 检验项目性 质 质量标准检验结果 检 查 制 作 前 电 缆 位置 按设计规定 符合 型号、电压及规格符合 绝缘检查 主 要 良好良好 电 缆 终 端 制 作 电缆终端盒及其配件齐全,无损伤齐全,无损伤 制作工艺按工艺规程规定符合 接 地 线 接地线规格 按gb50168-1992规定 符合 电缆穿过零序ct接 地线符合 接地线焊接牢固、可靠 单芯电缆金属层接地一端接地 电缆芯线外观检查无损伤无损伤 芯线绝缘包扎长度按工艺规程规定符合 油 脂 电 缆 铅 封 位置 电缆终端盒金属外壳 与该处的电缆金属 外观检查 主 要 粘附密实,牢固,厚薄 均匀,表面光滑,无夹 渣、沙眼、缝隙 环氧复合物配制和浇筑 主 要 按制造厂或工艺规程 规定,搅拌均匀,无
KV电力电缆终端头制作安装记录 (2)
格式:pdf
大小:246KB
页数:2P
4.7
10kv电力电缆终端头制作安装记录 安装位置 制造厂 家 型号出厂日期 工 序 检验项目 性 质 质量标准检验结果 检 查 制 作 前 电 缆 位置 按设计规定 符合 型号、电压及规格符合 绝缘检查 主 要良好良好 电 缆 终 端 制 作 电缆终端盒及其配件齐全,无损伤齐全,无损伤 制作工艺按工艺规程规定符合 接 地 线 接地线规格 按gb50168-1992规 定 符合 电缆穿过零序ct接 地线 符合 接地线焊接牢固、可靠 单芯电缆金属层接地一端接地 电缆芯线外观检查无损伤无损伤 芯线绝缘包扎长度按工艺规程规定符合 油 脂 电 缆 铅 封 位置 电缆终端盒金属外壳 与该处的电缆金属 外观检查 主 要 粘附密实,牢固,厚薄 均匀,表面光滑,无夹 渣、沙眼、缝隙 环氧复合物配制和浇筑 主 要 按制造厂或工艺规程 规定,搅拌均匀,无气 泡 聚乙烯电缆芯线
KV电力电缆终端头制作安装记录
格式:pdf
大小:85KB
页数:3P
4.5
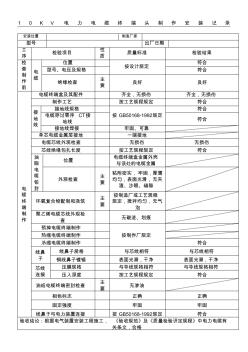
10kv电力电缆终端头制作安装记录 安装位置制造厂家 型号出厂日期 工 序 检验项目 性 质 质量标准检验结果 检 查 制 作 前 电 缆 位置 按设计规定 符合 型号、电压及规格符合 绝缘检查 主 要 良好良好 电 缆 终 端 制 作 电缆终端盒及其配件齐全,无损伤齐全,无损伤 制作工艺按工艺规程规定符合 接 地 线 接地线规格 按gb50168-1992规 定 符合 电缆穿过零序ct接 地线 符合 接地线焊接牢固、可靠 单芯电缆金属层接地一端接地 电缆芯线外观检查无损伤无损伤 芯线绝缘包扎长度按工艺规程规定符合 油 脂 电 缆 铅 封 位置 电缆终端盒金属外壳 与该处的电缆金属 外观检查 主 要 粘附密实,牢固,厚薄 均匀,表面光滑,无夹 渣、沙眼、缝隙 环氧复合物配制和浇筑 主 要 按制造厂或工艺规程 规定,搅拌均匀,无气 泡 聚乙烯电缆芯线外

热缩型电缆终端头制作工艺
格式:pdf
大小:5KB
页数:2P
4.4
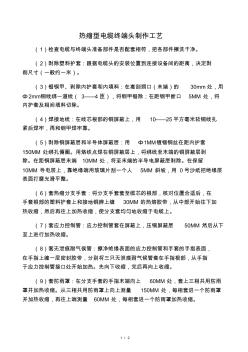
1/2 热缩型电缆终端头制作工艺 (1)检查电缆与终端头准备部件是否配套相符,把各部件擦洗干净。 (2)剥除塑料护套:跟据电缆头的安装位置到连接设备间的距离,决定剥 削尺寸(一般约一米)。 (3)锯钢甲、剥除内护套和内填料:在离剖朔口(末端)的30mm处,用 φ2mm铜线绑一道线(3——4匝),将钢甲锯除;在距钢甲断口5mm处,将 内护套及相间填料切除。 (4)焊接地线:在线芯根部的铜屏蔽上,用10——25平方毫米软铜线扎 紧后焊牢,再和钢甲焊牢靠。 (5)剥除铜屏蔽层和半导体屏蔽层:用φ1mm镀锡铜丝在距内护套 150mm处绑扎倆圈。用烙铁点焊在铜屏蔽层上,将绑线至末端的铜屏蔽层剥 除。在距铜屏蔽层末端10mm处,将至末端的半导电屏蔽层剥除。在保留 10mm导电层上,靠绝缘端用玻璃片刮一个人5mm斜坡,用0号沙纸把绝缘层 表面打磨光滑平整。 (6)套热缩分
10KV电缆终端头制作工艺
格式:pdf
大小:6KB
页数:2P
4.6
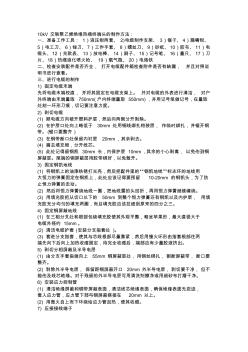
10kv交联聚乙烯绝缘热缩终端头的制作方法: 一、准备工作工具:1)液压钳两套、2)电缆制作支架、3)锯子、4)扁嘴钳、 5)电工刀、6)锉刀、7)工作手套、8)螺丝刀、9)砂纸、10)胶布、11)电 缆头、12)兆欧表、13)放电棒、14)刷子、15)记号笔、16)量尺、17)刀 片、18)热缩液化喷火枪、19)氧气瓶、20)电烙铁 二、检查安装配件是否齐全,打开电缆配件箱检查附件是否有缺漏,并且对照说 明书进行查看。 三、进行电缆的制作 1)固定电缆末端 先将电缆末端校直,并将其固定在电缆支架上。并对电缆的外表进行清洁,对户 外终端由末端量取750mm(户内终端量取550mm),并用记号笔做记号,在量取 处刻一环形刀痕,切记要注意力度。 2)剥切电缆 (1)顺电缆方向破开塑料护层,然后向两侧分开剥除。 (2)在护层口处向上略低于
低压电力电缆终端头专电缆接头的制作工艺规程相关
文辑推荐
知识推荐
百科推荐


职位:房建施工员
擅长专业:土建 安装 装饰 市政 园林


