

大型钢箱梁V形腿焊缝施工顺序优化研究
格式:pdf
大小:1.5MB
页数:4P
人气 :82
 4.5
4.5
车田河大桥为一座双层钢箱连续梁桥,采用了桁架+V形腿结构形式,整体结构复杂,现场焊接施工工程量大,焊接残余变形对整体结构的受力影响不容忽视。为了减小焊接残余变形对桥梁完建后整体应力的影响,改善受力状态,采用有限元方法,先对车田河钢箱梁桥V形腿焊接施工进行了热源校核,并优化了焊缝施工顺序,最后计算了焊接后的V形腿整体变形情况。结果表明,优化焊缝施工顺序,可以减少V形腿构件中的焊接残余变形,希望这个研究结果可为类似工程的顺利进行提供有益的参考。



 V形刚构-拱组合桥施工顺序分析和优化
V形刚构-拱组合桥施工顺序分析和优化 V形刚构-拱组合桥施工顺序分析和优化
以三水新城高丰路景观桥为例,建立midas有限元分析模型,并探讨了施工顺序对v形刚构-拱组合桥整体受力性能的影响,结合不同的施工顺序优化出有利于v形刚构-拱组合桥的施工顺序.
V形刚构-拱组合桥施工顺序分析和优化 V形刚构-拱组合桥施工顺序分析和优化
以三水新城高丰路景观桥为例,建立midas有限元分析模型,并探讨了施工顺序对v形刚构-拱组合桥整体受力性能的影响,结合不同的施工顺序优化出有利于v形刚构-拱组合桥的施工顺序.
编辑推荐下载
 大型预制线型钢箱梁顶推计算分析
大型预制线型钢箱梁顶推计算分析 大型预制线型钢箱梁顶推计算分析
格式:pdf
大小:432KB
页数:6P
4.7
以某三塔叠合梁斜拉桥为工程背景,采用大型通用有限元程序ansys,建立全桥实体模型,对钢箱梁顶推施工的各个工况逐个建立了三维仿真模型.根据基本工程资料,确定了相关模型参数,并选取合理的单元.对其受力特点进行了分析,并详细分析了钢箱梁在顶推施工过程中的内力、应力、变形以及各墩的支反力的变化情况,得到了该桥在顶推施工中的一些注意事项,为类似工程建设提供了一定的参考.
大型钢箱梁V形腿焊缝施工顺序优化热门文档
城市高架桥大型钢箱梁拆除施工
格式:pdf
大小:639KB
页数:2P
4.7
目前轨道交通工程处在一个飞速发展的阶段,在施工的过程中,会经常遇到与原有交通设施的冲突.某城市地铁与立交桥间的盾构区间存在冲突,需拆除全桥,待地铁车站建成后原位恢复立交桥.通过介绍前期施工准备,钢和架的切割及吊装工作,对钢箱梁的拆除施工要点进行简要分析.
大型城市钢箱梁高架桥安装焊缝焊接与质量控制 大型城市钢箱梁高架桥安装焊缝焊接与质量控制
格式:pdf
大小:273KB
页数:3P
4.5
武汉市二环线汉口段黄埔大街-金桥大道工程中的钢箱梁高架桥长达6200m,钢板厚为14~40mm,各类焊缝总长超过2200km,具有安装量大、结构复杂、熔透焊缝多、制作安装难度大等特点。采取纵向与横向分段相结合的形式,顶底板上对接熔透的一级焊缝较多,均采用陶质衬垫富氩co2气体保护焊进行焊接和打底焊接;同时,采取合理的焊接工艺与焊接顺序,确保钢箱梁整体安装尺寸的精度;通过对焊缝进行射线、超声波及磁粉等检测,焊缝质量符合设计与规范要求。
大型地下洞室施工顺序的数值方法优化 大型地下洞室施工顺序的数值方法优化
格式:pdf
大小:1.5MB
页数:5P
4.4
结合某工程大断面地下洞室建设中围岩稳定问题,以开挖过程中对周围岩体的扰动破坏面积最小、产生的最大位移最小作为优化准则,采用数值方法对同一断面内两种不同的开挖顺序进行了模拟计算,分析比较,得出了最优的施工开挖顺序,为设计和施工提供了较为可靠的依据。
大型钢箱梁V形腿焊缝施工顺序优化精华文档
钢箱梁焊接 (3)
格式:pdf
大小:977KB
页数:8P
4.6
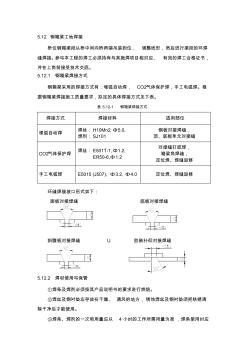
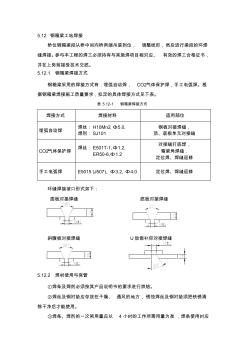
5.12钢箱梁工地焊接 桥位钢箱梁段从桥中间向桥两端吊装到位,调整线形,然后进行梁段的环焊 缝焊接。参与本工程的焊工必须持有与其施焊项目相对应、有效的焊工合格证书, 并在上岗前接受技术交底。 5.12.1钢箱梁焊接方式 钢箱梁采用的焊接方式有:埋弧自动焊,co2气体保护焊,手工电弧焊。根 据钢箱梁焊接施工质量要求,拟定的具体焊接方式见下表。 表5.12-1钢箱梁焊接方式 焊接方式焊接材料适用部位 埋弧自动焊 焊丝:h10mn2,φ5.0, 焊剂:sj101 钢板对接焊缝, 顶、底板单元对接缝 co2气体保护焊焊丝:e501t-1,φ1.2, er50-6,φ1.2 对接缝打底焊, 箱梁角焊缝, 定位焊、焊缝返修 手工电弧焊e5015(j507),φ3.2,φ4.0定位焊、焊缝返修 环缝焊接坡口形式如下: 面板对接焊缝底板对接焊缝 斜腹板对接焊
钢箱梁焊接
格式:pdf
大小:977KB
页数:8P
4.5
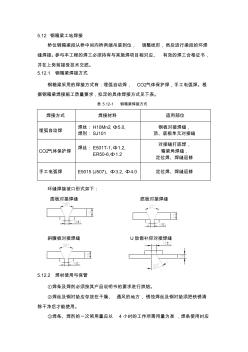
5.12钢箱梁工地焊接 桥位钢箱梁段从桥中间向桥两端吊装到位,调整线形,然后进行梁段的环焊 缝焊接。参与本工程的焊工必须持有与其施焊项目相对应、有效的焊工合格证书, 并在上岗前接受技术交底。 5.12.1钢箱梁焊接方式 钢箱梁采用的焊接方式有:埋弧自动焊,co2气体保护焊,手工电弧焊。根 据钢箱梁焊接施工质量要求,拟定的具体焊接方式见下表。 表5.12-1钢箱梁焊接方式 焊接方式焊接材料适用部位 埋弧自动焊 焊丝:h10mn2,φ5.0, 焊剂:sj101 钢板对接焊缝, 顶、底板单元对接缝 co2气体保护焊 焊丝:e501t-1,φ1.2, er50-6,φ1.2 对接缝打底焊, 箱梁角焊缝, 定位焊、焊缝返修 手工电弧焊e5015(j507),φ3.2,φ4.0定位焊、焊缝返修 环缝焊接坡口形式如下: 面板对接焊缝底板对接焊缝 斜腹板对接焊
钢箱梁焊接 (2)
格式:pdf
大小:977KB
页数:8P
4.6
5.12钢箱梁工地焊接 桥位钢箱梁段从桥中间向桥两端吊装到位,调整线形,然后进行梁段的环焊 缝焊接。参与本工程的焊工必须持有与其施焊项目相对应、有效的焊工合格证书, 并在上岗前接受技术交底。 5.12.1钢箱梁焊接方式 钢箱梁采用的焊接方式有:埋弧自动焊,co2气体保护焊,手工电弧焊。根 据钢箱梁焊接施工质量要求,拟定的具体焊接方式见下表。 表5.12-1钢箱梁焊接方式 焊接方式焊接材料适用部位 埋弧自动焊 焊丝:h10mn2,φ5.0, 焊剂:sj101 钢板对接焊缝, 顶、底板单元对接缝 co2气体保护焊 焊丝:e501t-1,φ1.2, er50-6,φ1.2 对接缝打底焊, 箱梁角焊缝, 定位焊、焊缝返修 手工电弧焊e5015(j507),φ3.2,φ4.0定位焊、焊缝返修 环缝焊接坡口形式如下: 面板对接焊缝底板对接焊缝 斜腹板对接焊
现浇连续箱梁施工顺序图
格式:pdf
大小:1.9MB
页数:7P
4.6
第40页 满堂支架现浇箱梁施工顺序图 第41页 墩梁式支架现浇箱梁施工顺序图 承台 现浇箱梁 承台 承台承台 承台承台 承台 现浇箱梁 承台 第42页 现浇连续箱梁满堂支架结构示意图 底托 顶托 第43页 现浇连续箱梁墩梁式支架结构示意图 承台 现浇箱梁 承台 600060006000600010001000 ¢600钢管槽钢剪刀撑槽钢横联 桩帽 砂箱双拼分配梁 贝雷桁架 10cm*10cm方木 18mm厚竹胶板 砼条形基础 13000 20 0 16 00 砼条形基础 槽钢剪刀撑 槽钢横联 ¢600钢管 桩帽 砂箱 双拼分配梁 22#工字钢 翼板脚手 钢管架 321贝雷桁架 10cm*10cm方木 18mm厚竹胶板 第44页 跨宁镇公路处门洞结构示意图 防撞护栏 h≥80cm 禁止逆行标志 防撞护栏 h≥80cm 限 宽 限高导向牌导向牌 第
大型钢箱梁V形腿焊缝施工顺序优化最新文档

焊接H型钢焊缝计算
格式:pdf
大小:11KB
页数:2P
4.4
条件:h型钢h*b*tw*tf,钢材强度等级为q345(单位:n,mm),翼缘与腹板相交处采用双面焊缝。 计算依据:2002版钢规公式7.3.1,不考虑局部压应力。 使用说明:红色文字项为需要输入的数值 hbtwtff角焊缝强度ffsfi 40040020402652003e+061.1e+09 方法一:假定剪应力全部由腹板承担,并呈矩形分布。截面最大剪力vmax=aw*fv 1.1:翼缘与腹板采用对接与角接组合焊缝 vmaxhes校核结果 979186.16.4344889.43448780.334 1.2:翼缘与腹板采用双面角焊缝 hf9 方法二:按抗剪等强计算。腹板剪应力按公式vsf/(itw)≤fv计算,带入钢规公式7.3.1,得he≥twfv/ff/2 2.1:翼缘与腹板采用对接与角接组合焊
焊接型钢焊缝裂纹的原因分析 焊接型钢焊缝裂纹的原因分析
格式:pdf
大小:545KB
页数:4P
4.6
针对实际生产中焊接h型钢焊后产生裂纹的类型和原因进行分析。通过原材料、焊缝金属进行化学成分分析和破坏性力学性能试验检测以及生产过程调查,分析得出焊接型钢产生裂纹的内外因素。结合实际生产情况,制定出工艺措施,解决了焊缝裂纹问题。
角钢焊缝V1.0
格式:pdf
大小:74KB
页数:4P
4.6
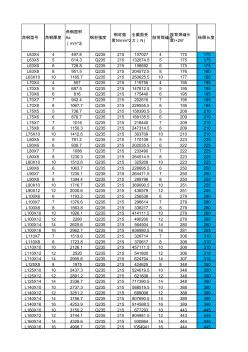
角钢型号角钢厚度 角钢面积 as (mm^2) 钢材强度 钢材强 度n/mm^2 全截面受 力(n) 肢背焊缝尺 肢背焊缝长 度l+2hf 绘图长度 l63x44497.8q2352151070274175175 l63x55614.3q235215132074.55175175 l63x66728.8q2352151566926175175 l63x88951.5q235215204572.58176180 l63x10101165.7q235215250625.510177180 l70x44557q2352151197554195195 l70x55687.5q235215147812.55195195 l70x66816q2352151754406195

优化施工顺序,提高建设效益
格式:pdf
大小:109KB
页数:1P
4.4
随着经济建设的快速发展,城市建设也在日新月异的发展和提高中。以优化建设项目的施工顺序,研编科学的施工组织总设计、施工图预算并实行施工考核,能够有效提高工程建设的速度、质量和安全,有力降低工程成本,实现可观的综合效益。
钢箱梁
格式:pdf
大小:482KB
页数:31P
4.7
第1章绪论 1.1自锚式悬索桥 自锚式悬索桥的主缆是锚固在自身的加劲梁端部,而不需要建造巨大的锚 碇,并使加劲梁(如果是钢筋混凝土梁)获得免费的预压应力;不需要在河流两 岸开挖大量的土方,有利于保护环境,特别是在城区修建这种桥梁可减少房屋拆 迁和环境的破坏,从而节省投资。 自锚式悬索桥具有多方面的灵活性,首先是孔跨布置灵活,可以设计为双桥 三跨塔、双塔单跨桥,也可以修成独塔单跨桥或独塔双跨桥,其次是材料选用具 有多样性,加劲梁可以使钢梁,也可以用钢筋混凝土梁,梁的形式可以是箱梁也 可以使桁架,其三是缆索布置形式灵活,主缆可以是单缆,也可以是双缆或四缆, 主缆吊索可设在同一垂直索面上,也可布成空间索面。 自锚式悬索桥具有传统的美观外形,在城市和旅游景观区建造可起到“一桥 一景”美化环境的作用。 根据自锚式悬索桥的结构力学特性和目前所采育馆的材料好基本施工方法, 比
裂隙岩体大型洞室群施工顺序优化研究 裂隙岩体大型洞室群施工顺序优化研究
格式:pdf
大小:149KB
页数:未知
4.4
采用近年来对断续节理岩体本构关系的研究成果,从岩体稳定性出发,考虑现场施工的约束条件,在每次开挖两个分块的前提下,对某大型节理岩体地下厂房洞室群施工顺序做了优化分析。发现优化方案比原有方案围岩稳定性有较大程度的提高,并得到一些有益结论。
 焊接H型钢梁角焊缝的计算
焊接H型钢梁角焊缝的计算 焊接H型钢梁角焊缝的计算
格式:doc
大小:31KB
页数:3P
4.9
本文将详细介绍焊接h型钢梁角焊缝的计算方法,包括焊缝尺寸的确定、焊缝强度的计算、焊接材料的选择等内容。通过对比不同计算方法和材料的优劣,提供建设工程领域中焊接h型钢梁角焊缝设计的参考依据。
小拼装场地下大型钢箱梁拼装与架设技术 小拼装场地下大型钢箱梁拼装与架设技术
格式:pdf
大小:240KB
页数:未知
4.6
介绍某大型钢箱梁的工地拼装与架设技术,此拼装场地小,组装时不能采取梁段纵向中心线与门机轨道平行的多梁段整体拼装技术,只能采取单梁段整体拼装技术,梁段纵向中心线要与门机轨道垂直,且拼装胎架简单可拆卸。由于同一梁段不设拱度,在方便车间生产的同时,也为单梁段拼装提供了便利。桥上梁段间环焊缝及u肋嵌补段焊缝均为焊接连接。工程已顺利完工,可为类似工程提供参考。
钢箱梁制造
格式:pdf
大小:580KB
页数:12P
4.3
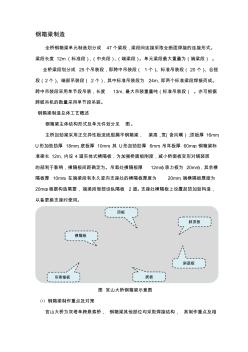
钢箱梁制造 全桥钢箱梁单元制造划分成47个梁段,梁段间连接采取全断面焊接的连接形式。 梁段长度12m(标准段)、(中央段)、(端梁段)。单元梁段最大重量为(端梁段)。 全桥梁段划分成25个吊装段,即跨中吊装段(1个)、标准吊装段(20个)、合拢 段(2个)、端部吊装段(2个),其中标准吊装段为24m,即两个标准梁段焊接而成。 跨中吊装段采用单节段吊装,长度13m,最大吊装重量吨(标准吊装段)。亦可根据 跨缆吊机的数量采用单节段吊装。 钢箱梁制造总体工艺概述 钢箱梁主体结构形式及单元件划分见图。 主桥加劲梁采用正交异性板流线型扁平钢箱梁,梁高,宽(含风嘴);顶板厚16mm, u形加劲肋厚18mm,底板厚10mm,其u形加劲肋厚6mm;吊耳板厚60mm。钢箱梁标 准梁长12m,内设4道实体式横隔板,为加强桥面板刚度,减小桥面板变形对铺装层 的部利于影响
大型钢箱梁V形腿焊缝施工顺序优化相关
文辑推荐
知识推荐
百科推荐


职位:安全生产经理
擅长专业:土建 安装 装饰 市政 园林


