

低碳钢和490Mpa级高强度钢焊条
格式:pdf
大小:418KB
页数:14P
人气 :94
 4.4
4.4
低碳钢和 490Mpa 级高强度钢焊条 类 别 品名 AWS 型号 熔敷金属化学成分 (%) 熔敷金属力学性能 特性 与用 途 C S i Mn P S N i 其他 σ0.2 (MP a) δb (M P a) δ ( % ) Akv (J) 焊 条 LB-52 E701 6 0 . 0 8 0 . 6 0 0.94 0 . 0 1 1 0 . 0 0 6 500 57 0 3 2 -2 9℃: 120 用于 大型 结构 的对 接焊 及角 焊焊 缝金 属具 有优 良的 力学 性能 . LB-52U E701 6 0 . 0 8 0 . 6 4 0.86 0 . 0 1 2 0 . 0 0 8 480 56 0 3 1 -2 9℃: 80 用于 管道 的单 面焊 接 .使 用较 小电 流单 面焊 接时, 电弧 稳定 性非 常好



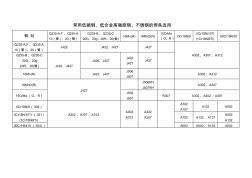
常用低碳钢、低合金高强度钢、不锈钢的焊条选用
常用低碳钢、低合金高强度钢、不锈钢的焊条选用 钢材 q235-a.f、q235-a 10(管)、20(管) q235-b、q235-c 20g、20g、20r、20(锻) 16mn(r)16mnd(r) 15crmo (g、r)0cr18ni9 0cr18ni10ti (1cr18ni9ti) 00cr19ni10 q235-a.f、q235-a 10(管)、20(管) j422j422、j427j427 a302、a307、a312q235-b、q235-c 20g、20g 20r、20(锻)j422、j427 j426、j427 j422 j427 j427 16mn(r)j422、j427 j506 j507 a302、a312 16mnd(r) j427 j506rh j507rh a302、a307 15c
 低中碳合金高强度钢专用焊条
低中碳合金高强度钢专用焊条 低中碳合金高强度钢专用焊条
一、前言为了适应低、中碳合金高强度钢焊接的需要,发展了屈服强度大于80kgf/mm~3的结构钢用840焊条。该焊条既具有高的强度又具有好的塑韧性包括好的低温
编辑推荐下载
结507低碳钢焊条热焊铸铁的实践 结507低碳钢焊条热焊铸铁的实践
格式:pdf
大小:251KB
页数:2P
4.7
去年年末我厂五吨蒸汽锥底座裂断,裂断位置及宏观走向见图1,裂断面形状见图2(图1中的b向视图)。裂断的一角重约三百公斤。该座材质为ht20—40。在现有的条件下,我们制定了用低碳钢焊条在预热状态下焊接的工艺方法代替以往铜质热焊式高镍焊条冷焊,降低了成本、缩短了周期。其焊接工艺方案如下:
低碳钢和490Mpa级高强度钢焊条热门文档
用低碳钢焊条焊接紫铜 用低碳钢焊条焊接紫铜
格式:pdf
大小:195KB
页数:3P
4.7
在工业生产中,经常遇到紫铜和紫铜,紫铜和钢的焊接。目前,紫铜焊接一般采用气焊,或用铜107焊条以直流焊机进行电焊,有条件的单位也可以用氩弧焊、等离子焊等方法。但一般工厂都没有这些焊机,铜107焊条在交流弧焊机上又不能使用,如果能使用交流弧焊机,用普通低碳钢焊条对紫铜进行焊接,则一般单位都具备条件。但是,由于铜散热快,铜液流动性
低碳钢焊条焊接铸铁工艺探讨
格式:pdf
大小:92KB
页数:2P
3
低碳钢焊条焊接铸铁工艺探讨——通过多次磨削焊口,改变碳元素的过渡层含量,消除白口倾向,加上合理的焊接工艺,使得低碳钢焊条焊接铸铁获得成功。
一种新型700 MPa级低碳高强度钢的研制 一种新型700 MPa级低碳高强度钢的研制
格式:pdf
大小:663KB
页数:3P
4.5
通过控制轧制与控制冷却,研制出下屈服强度为700mpa级的低碳高强度钢,并对其组织及强化机制进行了分析。结果表明:该高强度钢的组织为铁素体,其强化相为细晶铁素体及在铁素体基体上分布的细小析出相,且析出强化量为250mpa,这是过去热轧微合金钢板的2~4倍。铁素体基体中较高的位错密度和分布细小的析出物改善了钢材的塑性,使材料具有良好的伸长率。
高强度耐大气腐蚀钢焊条研制
格式:pdf
大小:622KB
页数:4P
3
高强度耐大气腐蚀钢焊条研制——讨论了影响所研制焊条熔敷金属理化性能的主要因素,降低焊缝中的s、p含量及适当控制c、mn的含量可以获得良好的综合力学性能,适量的ni、cr、cu对提高耐大气腐蚀性十分有效。分析了影响该焊条工艺性能的主要因素,合理的大理石与...
低碳钢水下焊焊条研究 低碳钢水下焊焊条研究
格式:pdf
大小:112KB
页数:1P
4.5
华南工学院刘世民等在《焊接》杂志1982年第4期上著文介绍了有关低碳钢水下焊焊条的研究进展。水下涂药焊条湿法焊接,至今焊条的工艺性能和接头的机械性能还是比较差。从国内外情况来看,接头的抗拉强度和塑性,一般只有陆地上焊接时的80%和50%左右。
低碳钢和490Mpa级高强度钢焊条精华文档
酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条 酸性碳钢焊条、碱性碳钢焊条 不锈钢焊条、堆焊焊条
格式:pdf
大小:458KB
页数:1P
4.4
邹平县电焊条厂的“鲁生”牌电焊条,已有十多年的生产历史。该厂具有现代化的生产和检测设备,技术力量雄厚,质量管理制度健全完善。生产的“鲁生”牌电焊条系列产品中有酸、碱性碳钢焊条,不锈钢焊条,堆焊焊条等八大系列,80多个品种,160多种规格的产
用结422低碳钢焊条焊接铸铁件 用结422低碳钢焊条焊接铸铁件
格式:pdf
大小:239KB
页数:2P
4.4
我矿采用结422低碳钢焊条焊补了空气压缩机外壳、柴油机外壳、水泵外壳、电动机端盖等裂缝。上述铸件缺陷经焊补后,质量都很好。有的设备运转7、8年也无任何异常现象,现将焊补方法介绍如下。供有关单位参考。一、焊前准备1.将铸件缺陷部位的油、锈、漆、铁渣、残留型砂等氧化物清除干净,直至露出金属光泽,清除范围应不小于坡口边缘5毫米。2、根据焊件厚度不同,用錾子把缺陷处开出v型或x型坡口。坡口角度
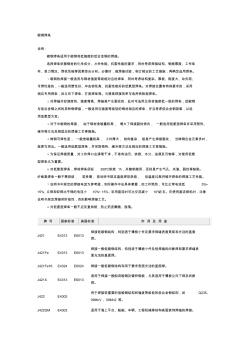
碳钢焊条
格式:pdf
大小:63KB
页数:14P
4.5
碳钢焊条 说明: 碳钢焊条适用于碳钢和低强度的低合金钢的焊接。 选择焊条依据钢材的化学成分、力学性能、抗裂性能的要求,同时考虑焊接结构、钢板厚度、工作条 件、受力情况、焊机性能等因素综合分析。必要时,做焊接试验,制订相应的工艺措施,再确定选用焊条。 ⒈碳钢的焊接一般选用与钢材强度等级相对应的焊条,同时考虑结构复杂、厚板、刚度大、动负荷、 可焊性差的,一般选用塑性好、冲击韧性高、抗裂性能好的低氢型焊条。对焊接位置有特殊要求的,采用 相应专用焊条,如立向下焊条、打底焊条等。为提高焊接效率可选用铁粉型焊条。 ⒉对焊缝冷却速度快、强度增高、焊缝易产生裂纹的,此时可选用比母材强度低一级的焊条;低碳钢 与低合金钢之间的异种钢焊接,一般选用与强度等级低的钢材相应的焊条,并且考虑低合金钢因素,以选 用低氢型为宜。 ⒊对于中碳钢的焊接,由于钢材含碳量较高,增大了焊接裂纹倾向,一般选用低氢型焊条并采用预
490MPa级汽车桥壳用热轧高强钢板研制 490MPa级汽车桥壳用热轧高强钢板研制
格式:pdf
大小:1.2MB
页数:5P
4.7
根据汽车桥壳用钢使用特点进行了成分设计;对铌、钛微合金钢在1450热轧机组进行了不同终轧温度和卷取温度热轧工艺的试验研究;结合桥壳钢技术要求,分析了化学成分、工艺参数、金相组织对桥壳钢性能的影响;确定了化学成分及符合攀钢生产条件的工艺制度;在此基础上研发了490mpa级热轧冲压桥壳专用钢板。

低碳钢芯不锈钢焊条的配方设计
格式:pdf
大小:354KB
页数:14P
4.7
焊接原理课程设计任务书 第2页共15页 目录 0引言...............................................................................................................................................3 10cr18ni9不锈钢焊缝金属的性能及可焊性分析......................................................................4 1.20cr18ni9不锈钢焊缝金属的性能.................................................................................5 1.2.1容易出
低碳钢和490Mpa级高强度钢焊条最新文档
低碳钢芯不锈钢焊条的配方设计 (2)
格式:pdf
大小:83KB
页数:9P
4.5
机电工程学院 《专业课程设计》 任务书 课题名称:低碳钢芯不锈钢焊条的配方设计 学生姓名:石明学号:20100601118 专业:材料成型及控制工程班级:10材控1班 成绩:指导教师:杨莉 目录 0引言.............................................................................................................错误!未定义书签。 10cr18ni9不锈钢焊缝金属的性能及可焊性分析......................................................................3 1.20cr18ni9不锈钢焊缝金属的性能.........................
低碳钢焊条焊接薄壁紫铜管 低碳钢焊条焊接薄壁紫铜管
格式:pdf
大小:135KB
页数:1P
4.3
紫铜零件的焊接,根据技术要求不同,可采用碳弧焊、手工氮弧焊或者使用铜芯焊条的手工电弧焊。而对于壁厚为0.8~2毫米的紫铜管,通常则采用气焊。但是,气焊的约束条件比较多,比如硼砂、铜条、电石、氧气,缺一不可。为此,我厂采用了低碳钢焊条焊接薄壁紫铜管。经三年的生产
用低碳钢焊条水浸法冷焊铸铁件 用低碳钢焊条水浸法冷焊铸铁件
格式:pdf
大小:435KB
页数:3P
4.4
用低碳钢焊条(结422或结423)水浸冷焊修理东方红—75、54发动机壳体、缸盖、后桥壳体等,效果较好。这种焊接方法的特点是:设备简单,焊条供应充足,容易掌握,施焊条件好,劳动强度低,焊接质量较好。铸铁焊补时,经常遇到产生裂纹和白口组织等缺陷,而用这种方法大大降低了产生裂纹的可能性,焊后可进行机械加工。因此,在农村人民公社生产队的机修站,只要有交流电焊机就可进行铸
用普通低碳钢焊条补焊灰口铸铁 用普通低碳钢焊条补焊灰口铸铁
格式:pdf
大小:37KB
页数:1P
4.7
1用普通低碳钢焊条电弧冷焊灰口铸铁的难点灰口铸铁c含量高,s、p杂质的含量也高;强度低,基本无塑性。由于焊接过程具有冷却速度快、焊件受热不均匀的特点,造成焊接应力较大,因而,用普通低碳钢焊条电弧冷焊灰口铸铁存在以下两个方面的难点。(1)焊接接头易出现...
T422低碳钢电焊条 T422低碳钢电焊条
格式:pdf
大小:108KB
页数:1P
4.5
我厂生产φ4和φ3.2两种规格低碳钢焊条。这种焊条焊接工艺性能良好,焊缝成型美观,可以全位置焊接,亦可用于焊接较重要的低碳钢结构。经试用机械性能良好。
980MPa级冷轧超高强度钢 980MPa级冷轧超高强度钢
格式:pdf
大小:71KB
页数:1P
4.4
日本jfe钢铁公司开发成功抗拉强度达到980mpa的超高强度钢板,成形加工性显著提高,压力成形时钢板伸长率提高20%,扩孔时扩径率提高2倍,而且在复杂形状部件加工时不破损,克服了以前高强度钢板高延伸特性和扩孔性很难兼备的问题。
用低碳钢焊条焊接铜芯软电缆 用低碳钢焊条焊接铜芯软电缆
格式:pdf
大小:249KB
页数:未知
4.4
在焊接生产中,经常有软电缆(焊把线)被砸断和烧断现象,其连接方法有多种,而用低碳钢焊条焊接铜芯软电缆,具有成本低、简便易行等优点。现将焊接方法介绍如下。一般焊接生产中常用的铜芯软电缆有截面积50mm~2和35mm~2两种,其线芯由多根直径0.1mm的紫铜丝绕制而成。焊接时将两根截面积近似的铜
 低碳钢芯奥氏体不锈钢代用焊条的研究
低碳钢芯奥氏体不锈钢代用焊条的研究 低碳钢芯奥氏体不锈钢代用焊条的研究
格式:pdf
大小:76KB
页数:3P
4.4
采用低碳钢芯(h08e)和高效药皮过渡合金元素获得了高熔敷效率的不锈钢代用新型焊条,对试验焊条焊接过程进行高速摄影、焊缝金属化学成分分析以及金相组织观察。结果表明,试验焊条具有电弧稳定、熔渣流动性良好,焊条尾部不发红、药皮无脱落等特点;熔滴呈喷射过渡,焊缝金属化学成分、显微组织达到同类型铬镍合金焊芯不锈钢焊条的要求。解决了不锈钢焊条尾部发红、开裂等问题,同时也显著降低了不锈钢焊条的成本。
低碳钢和490Mpa级高强度钢焊条相关
文辑推荐
知识推荐
百科推荐


职位:装饰设计材料员
擅长专业:土建 安装 装饰 市政 园林


