




吊环吊码、涂装要领
江苏科技大学本科毕业设计(论文) 1 第五章25000吨油船双层底305分段涂装要领 5.1材料及分段处理 (一)原材料处理 1)表面清洁:用抛丸或酸洗对原材料进行除锈; 2)清洁后的表面应于4小时内喷涂上保养底漆。喷涂底漆前,表面如积 聚的灰尘和残留物,应用压缩空气吹除;表面如留有水分必须吹干; 3)在小组完成后,再对小组进行二次处理,并在二次清理部位补上底涂 上二道防锈漆。 (二)分段处理 在分段完成后进行抛丸或喷丸除锈,涂上保养底漆。 5.2涂料的准备 (1)选用的涂料必须符合所规定的技术条件,不合格的涂料不允许用于施 工; (2)开罐前,应首先检查涂料品种、牌号、颜色和储存期限等是否与使用 要求相符,稀释剂是否配套,一旦开罐,就应立即使用; (3)涂料应在生产厂规定的贮存期内使用,如超期使用,必须重新检验合 格方可施工; (4)不同颜色的涂料不能混
编辑推荐下载
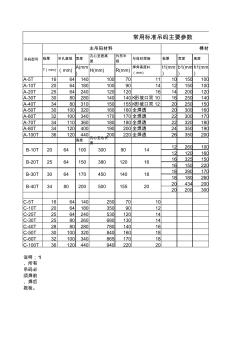
常用吊码主要参数
格式:pdf
大小:43KB
页数:4P
 4.6
4.6
板厚吊孔直径宽度 孔心至底高 度 外形半 径 与母材焊接板厚宽度高度 t(mm)(mm)a(mm)h(mm)r(mm) 焊角高度k (mm) t1(mm ) b1(mm ) h1(mm ) a-5t1664140100701110150100 a-10t2064180100901412150100 a-20t25642401201201614200120 a-30t3080280140140k形坡口双1016250140 a-40t3480310150155k形坡口双1220250150 a-50t30100320160160全焊透20300160 a-60t32100340170170全焊透22300170 a-70t3411036018

吊码通用工艺规范热门文档

变频器通用工艺规范
格式:pdf
大小:887KB
页数:8P
4.5
一.目的 规范低压变频器整机装配工艺。 二.范围 适用于中低压变频器产品(包括一体柜、抽油机机芯)装配,属于通用工艺文件。具体机种非标类 要求,详见非标补充文件。 三.内容 1.作业前段重点注意事项: 1.1领取、放置、安装esd敏感类物料,必须有防静电措施。主要包括整流桥、igbt、pcba、霍尔等。 整流桥、igbt、霍尔尽可能带原装盒发料; pcba有防静电袋包装; 拿取零散的整流桥、igbt、霍尔,避免接触插针引脚。 以上物料严禁积压,轻拿轻放。 1.2领取、放置、安装,防止塑料类外壳、铝质和镀锌板物料损坏,特别防止跌落和划伤。 塑料外壳、键盘壳,机箱、面盖,发料都必须有防护性包装; 为防止划伤,禁止使用木毡板存放塑料外壳、键盘壳,机箱、面盖; 以上物料严禁挤压,严禁在地上拖行,轻拿轻放。 1.3领取、放置、安装贵重电器件物料,如接触器、断路器等,主要防

厨柜吊码的选用与安装
格式:pdf
大小:2.0MB
页数:4P
4.7
厨柜吊码的选用与安装 吊码用于固定吊柜,承载吊柜的重量。第一代吊码承重30公斤,第二代承 重65公斤,第三代承重70公斤。 吊码(第一代)明装吊码 产地一般都是国产的,承重30公斤,现在有规模的厂家都不在生产。原因 一是在吊柜的内部可以看见,影响美观(当你打开吊柜门时可以看到有一个白色 的塑料小方盒),二是它的材质是pvc的,容易老化安装不够牢固,三是用两颗 自攻螺钉固定在侧板上(两点受力),试想两颗螺钉的承重力有多大呢? 吊码(第二代)原装进口隐藏式吊码 使用隐藏式吊码,背板只露出圆形金属钮扣,使柜体内部看起来更美观;由于是 全钢结构吊码,与传统明装吊码相比抗老化性好更耐用,而且承重力更大,每个 吊码可达到65公斤,吊柜内可以存放更多的物品。还有问题存在:就是在安装 的侧板上,如图片上显示的,它的安装在距离侧板边缘只有17mm,虽然有4个 空位固定,但还是存

导线加工通用工艺规范
格式:pdf
大小:848KB
页数:8P
4.6
导线加工通用 工艺规范 qj/mr20166-2016 1 导线加工通用工艺规范 1范围 本规范规定了设备电气盒制作过程中安装导线的加工的技术要求、工艺方法和质量检 验要求。 2引用文件 下列文件中的有关条款通过引用而成为本规范的条款。凡注日期或版次的引用文件, 其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本规范但提倡使用本规范 的各方探讨使用其最新版本的可能性。凡不注日期或版次的引用文件,其最新版本适用本 规范。 qj156a-1995航天电子电气产品安装通用技术要求 qj2945-1997航天电子电气产品标记工艺技术要求 gb3131-88锡铅焊料 gb9491-88锡焊用液态焊剂(松香基) gb/t14020-2006氢化松香 gb/t678-2002化学试剂乙醇 3环境条件 环境温度要求:20℃-30℃。

焊缝返修通用工艺规范
格式:pdf
大小:22KB
页数:5P
4.6
山东齐星铁塔科技股份有限公司2011年4月发布实施 焊缝返修工艺规范 文件编号:sqx-cg-8.2.4-12 版本号a 修订次0 分发号 持有人 受控状态 批准:编写:质量管理控制中心 1范围 本规范规定了焊缝的外表及内部质量在不符合标准要求时,对焊缝进 行局部或整体返修的焊接前准备、人员、工艺要求、工艺过程和检验。 本标准适用于一般碳钢和低合金高强度结构钢材质的焊缝返修。 2规范性引用文件 gb/t2694-2003《输变电线路铁塔制造技术条件》dl/t646-2006 《输变电钢管结构制造技术条件》 3焊接前准备 3.1焊缝返修条件 3.1.1无论是何种形式接头的焊缝,其外表质量不符合gb/t2694-2 003《输变电线路铁塔制造技术条件》dl/t646-2006《输

分段吊码安全使用管理规定
格式:pdf
大小:7KB
页数:5P
4.4
分段吊码安全使用管理规定 1.目的 为了确保分段的吊翻安全,杜绝意外事故的发生,特制定本规定。 2.制作 2.1设计部门根据本公司的生产需要,按吊翻要求,统一制定不同型 号、不同规格的吊码,并把不同型号规格吊码承受负载的明细表发 放给有关车间和部门,让制作安装工作、吊挂指挥人员都知道,以 免误操作。 2.2制造吊码车间应严格按照吊码制作吊码制作图施工制作,并应在 吊码上把承载吨位、使用次数(新的用a,第二次用b,第三次用c), 用钢印打好。吊码制作好须经检验合格后,分类摆放,严禁不合格 的吊码混装进去。 3.领用 由需要用吊码的车间主管写明用于某船某分段,需用多少何种型号、 何种规格的吊码,车间领导审核签字到船体车间领用,船体车间吊 码管理人员见单后应立即按要求给予发放。 4.安装 4.1吊码位置的确定,母材的加强,应根据本公司起重设备的规格, 分段的特
吊码通用工艺规范精华文档

船用起重吊码规格及安装要求
格式:pdf
大小:212KB
页数:6P
4.3
常用船用吊码规范 1吊码制作 1.1制作吊码的材料应为合格的a级船用钢板,材料不允许存在裂纹、夹层和凹痕等缺陷。 1.2部分零件不允许存在>1mm的切割缺口。 1.3吊码的园孔应机械加工,无条件时可使用割园机切割,气割面粗糙度<250μm,超过要求时需对孔 周围用砂轮机磨光滑,以免损坏起重卸扣。 1.4吊码装焊时采用的焊条型号应选用低氢焊条,焊缝转角处施以包脚焊。当环境温度在—5℃以下时, 应将焊接区予热至80~100℃。 1.5焊接要求见各种吊码形式。 2吊码形式 2.1d型吊码 2.1.1吊码形状 吊码形状见图1。 图1 2.1.2吊码尺寸 吊码型号及尺寸见表1 表1 项目 型号 lrdhbbt1t2hmin允许k无斜向力时断面 应力(n/mm2) 吊码质量 (kg)(mm) d51407064135
SMT通用工艺
格式:pdf
大小:65KB
页数:9P
4.4
newera smt生产线通用工艺要求 文件编号:smt-gy001 修改状态:第一版 发放编号:smt-gc001- 受控状态: 编制:日期: 审核:日期: 批准:日期: 济南新纪元电子有限公司smt制造部共8页 实施日期:2001年11月1日发布日期:2001年11月2日 smt生产线通用工艺要求共8页第1页 印刷、点胶、送板、贴片、焊接、下板工艺要求: 一、印刷工艺要求: 1、检查模板是否擦洗干净,若不洁净,应认真擦洗。 2、从冷柜中取出的焊膏,必须恢复至室温后才能使用。 3、每次添加焊膏前应将焊膏搅拌充分,搅拌时要以每分钟10~20次 频度搅拌。 4、印刷机要严格按照《100mv印刷机操作规程》进行操作。 5、印刷的第一块pcb板要检查印刷质量是否符合要求,以后每隔十块板检 查一次。要
SMT通用工艺知识
格式:pdf
大小:57KB
页数:3P
4.6
smt通用工藝知識 《smt環境檢查規程》 smt環境溫濕度要求:溫度爲25℃±2℃;相對濕度:45%~75%。 《貼片晶片乾燥通用工藝》 1.真空包裝的晶片無須乾燥; 2.若真空包裝的晶片拆封時,發現包內的濕度指示卡大於20%rh,則必須進行烘烤; 3.生産前,真空包裝拆封後,若暴露於空氣時間超過72小時,必須進行乾燥; 4.庫存未上線或開發人員領用的非真空包裝的ic,若無已乾燥標識,必須進行乾燥處理; 5.乾燥箱溫濕度控制器應設爲10%,乾燥時間爲48小時以上,實際濕度小於20%即爲正 常。 《貼片晶片烘烤通用工藝》 1.在密封狀態下,元件貨價壽命12月; 2.打開密封包裝後,在小於30℃和60%rh環境下,元件過回流焊接爐前可停留時間: 3.打開密封包裝後,如不生産應立即儲存在小於20%rh的乾燥箱內; 4.需要烘烤的情況:(適用於防潮等級爲lever
船舶轴系校中通用工艺规范
格式:pdf
大小:311KB
页数:8P
4.6
船舶轴系校中通用工艺规范 1范围 本规范规定了船舶轴系校中通用工艺的安装前准备、人员、工艺要求、工艺 过程和检验。 本规范适用于船舶轴系的校中和安装。 2安装前准备 2.1熟悉了解并掌握主机、轴系及其安装的所有设计图纸、产品安装使用说明 书等技术文件。 2.2到仓库领取配套设备必须检查其完整性,并核对产品铭牌、规格、型号。 2.3检查设备的外观是否有碰擦伤、油漆剥落、锈蚀及杂物污染等。 2.4检查所有管口、螺纹接头等的防锈封堵状态。 2.5对检查完毕的配套设备必须有相应的保洁、防潮、防擦伤等安全措施。 2.6对基座、垫块、调整垫片等零部件必须按图纸等有关文件进行核对。 3人员 3.1安装人员应具备专业知识并经过相关专业培训、考核合格后,方可上岗。 3.2安装人员应熟悉本规范要求,并严格遵守工艺纪律和现场安全操作规程。 4工艺要求 4.1主
铝合金焊接通用工艺规范(定版)
格式:pdf
大小:147KB
页数:8P
4.3
铝合金焊接工艺规范 技术部 编制 审核 批准 ××工业有限公司 2012.6.26 -1- 前言 本规范根据××工业有限公司,定制与实施设计规范、工艺规范、试验规范 的要求,按《企业标准编写的一般规定》,为明确铝合金焊接的工艺要求而制定。 本规范是公司在铝合金焊接中的经验总结,对于生产起指导作用。 本规范编制部门:技术部 本规范制定日期:2012-6-26。 -2- 一、目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本规范。 二、编制依据 1.gb/t985.3《铝及铝合金气体保护焊推荐坡口》 2.gb/t10858-2008《铝及铝合金焊丝》 3.gb/t24598-2009《铝及铝合金熔化焊焊工技能评定》 4.gbt3199-2007《铝及铝合金加工产品贮存及包装》 5.gbt22087-2008《铝及铝合金弧焊接头缺欠质
吊码通用工艺规范最新文档
铝合金焊接通用工艺规范定版
格式:pdf
大小:51KB
页数:9P
4.3
铝合金焊接工艺规范 技术部 编制 审核 批准 ××工业有限公司 2012.6.2 6 前言 本规范根据××工业有限公司,定制与实施设计规范、工艺规范、试验规 范的要求,按《企业标准编写的一般规定》,为明确铝合金焊接的工艺要求而制 定。 本规范是公司在铝合金焊接中的经验总结,对于生产起指导作用。 本规范编制部门:技术部 本规范制定日期:2012-6-26。 一、目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 规范。 二、编制依据 1.gb/t985.3《铝及铝合金气体保护焊推荐坡口》 2.gb/t10858-2008《铝及铝合金焊丝》 3.gb/t24598-2009《铝及铝合金熔化焊焊工技能评定》 4.gbt3199-2007《铝及铝合金加工产品贮存及包装》 5.gbt22087-2008《铝及铝合金弧焊接头缺欠质量》 6.

二次配线通用工艺规范
格式:pdf
大小:688KB
页数:23P
4.7
二次配线通用工艺规范 编制: 校对: 审核: 批准: 发布日期:2014.1.1实施日期:2014.1.1 目录 1.执行标准和适应范围--------------------3 2.使用材料----------------------------------------3 3.设备和工具--------------------------------------3 4.通用工艺要求-------------------------3 5.通用工艺要求图示------------------------------7 6.电器安装原则--------------------

涂装喷漆通用工艺规程
格式:pdf
大小:259KB
页数:20P
4.7
a首次出版 版次日期状态编写审核批准修改-说明 xxxxxxxx公司 涂装喷漆通用工艺规程 编制部门:文件编号:发放日期: 本文件属于xxxxxxxx公司所有,未经许可,不得以任何方式外传 文件修改记录 序号修改单号修改页码修改人生效日期修改内容简述 xxxxxxxx公司工艺文件 文件编号: xx/xxx-fj-zd-xx涂装喷漆通用工艺规程 第3页共20页 颁布时间:年月第a版第0次修改 目录 1适用范围.......................................................................................................................................4 2参考标准和漆涂设备、工具及材
滚筒通用工艺
格式:pdf
大小:150KB
页数:8P
4.6
dtⅱ(tk)滚筒 通用工艺 1 目录 一、适用范围...................................................................................................................................2 二、滚筒制作工艺流程...................................................................................................................2 三、筒皮的制作...........................................................................................

焊接通用工艺
格式:pdf
大小:721KB
页数:13P
4.8
焊接通用工艺 版次 rev.: 日期 date 说明 description 编制 preparedby 审查 checkedby 审核 approvedby 、 营销部份 .share 工艺部份 .share 品管部份 qadept.share 制造部份 maun.dept.share 加工车间份 mch.shopshare 焊接车间份 wld.shopshare 编号/no.:jy/tdws001 版次/rev.:0 页数/page:0 1总则 目的:是给所有的人提供可用来帮助设计和解释图纸的资源,确保焊接产品能最大限 度的满足客户需求,并且通过图纸传达有用的信息。 范围:若无特殊说明,本工艺适用于公司所有产品的焊接制造工艺。请相关部门严 格按照工艺要求进行作业。 维护:工艺部将
手工喷漆通用工艺
格式:pdf
大小:30KB
页数:3P
4.8
三阶文件 手工喷漆通用工艺 文件编号hc-wi-06-014 版次a/0版 生效日期2007.04.20页次第1頁共3頁 核准:审核:编制: 深圳市霍尼卡姆机电设备有限公司iso9001:2000 手 工 喷 漆 通 用 工 艺 三阶文件 手工喷漆通用工艺 文件编号hc-wi-06-014 版次a/0版 生效日期2007.04.20页次第2頁共3頁 深圳市霍尼卡姆机电设备有限公司iso9001:2000 1.目的 本程序规定了手工喷漆的操作过程,确保喷漆质量,生产合格的产品。 2.使用范围 适用于公司所有喷漆产品的操作。 3.内容
埋弧焊通用工艺
格式:pdf
大小:526KB
页数:15P
4.3
埋弧自动焊 通 用 焊 接 工 艺 目录 1、埋弧焊工艺的内容和编制 2、焊接工艺参数的影响及选择 3、埋弧焊技术 4、埋弧焊的常见缺陷及防止方法 5、焊接及注意事项 6、埋弧焊机安全规程 7、焊接危险点危险源辩识、评价及控制对策表 一、埋弧焊工艺的内容和编制 1、埋弧焊工艺的主要内容 焊接工艺方法的选择、焊接工艺装备的选用、焊接坡口的设计、焊接材料的 选定、焊接工艺参数的制定、焊件组装工艺编制、操作技术参数及焊接过程控制 技术参数的制定、焊缝缺陷的检查方法及修补技术的制定、焊前预处理与焊后热 处理技术的制定等内容。 2、编制焊接工艺的原则和依据 原则:符合焊件技术条件或标准的规定、最大限度地降低生产成本。 依据是焊件材料的牌号和规格,焊件的形状和结构,焊接位置以及对焊接接 头性能的技术要求等。 二、焊接工艺参数的影响及选择 1、焊接工艺参数对焊缝质量的影响 表
焊接返修通用工艺
格式:pdf
大小:21KB
页数:2P
4.7
焊接返修通用工艺 1、适用范围 适用于因焊接原因引起的不合格品的返修。 2、焊接材料的选择 2.1手工电弧焊焊材的选择 母材 焊条 母材 q23520#16mn q235e4316e4316e4316 20#e4316e4316e4316 q345e4316e4316e5016 2、co2气体保护焊一般选择er50-6。 3、内容 3.1焊缝表面缺陷 3.1.1焊缝余高,焊脚超出规定的尺寸后,应用磨光机将其修磨到所 要求的尺寸,若焊缝未焊满或焊脚尺寸不足,应对其修补,修补到规 定尺寸,且补焊的焊缝与原焊缝圆滑过渡。 3.1.2对于焊瘤、飞溅、焊渣等杂物,必须清理干净。 3.1.3焊后若出现弧坑、咬边等现象,应对其修补,并用磨光机将修 补的地方打磨光滑。 3.1.4焊缝出现表面气孔和表面裂纹时,应用磨光机将其磨除并进行 局部修补,补焊时打底层必须熔合良好

钻孔通用工艺
格式:pdf
大小:34KB
页数:4P
4.5
钢结构作业文件 文件编号:wyzg-002 版本号/修改次数: 钻孔通用工艺 受控状态:受控本 发放序号: 发布日期:实施日期: ysc编写 编写 审核 批准 ysc 第1页共3页 1.主体内容与适用范围 1.1主体内容:使用数控平面钻、数控三维钻、摇臂钻、磁力钻、轨道钻等加工方法进行孔加工的 通用性工艺要求。 1.2适用范围:建筑钢结构中各类零件及构件上孔的加工。 2.钻孔准备工作 2.1操作者在操作前必须按有关要求对设备、工装的完好状态进行检查。 2.2准备好冷却液,检查冷却液是否充足及供液泵是否正常。冷却液应保证浓度适当、颜色正常, 严禁用水冷却以免锈蚀工件及设备。机床所带冷却管道、阀门均应畅通。 2.3按加工要求领用或选用刀具和刀杆。 2.4刀具、刀杆在使用前需试用,试用超差者不得使用,允许公
管道安装通用工艺
格式:pdf
大小:85KB
页数:12P
4.7
管道专业分公司 管道安装和水压试验冲洗标准工艺文件 q.jdj1/qeo-t3-w(gd)-20-2015 批准: 审核: 编制: 2015年10月21日 1、编制依据: 1.1《电力建设施工技术规范》(管道及系统篇dl5190.5-2012); 1.2《电力建设施工技术规范》(焊接工程篇dl5190.8-2012); 1.3《电力建设施工质量验收及评定规程》(管道及系统篇 dl/t5210.5); 1.4《电力建设施工质量验收及评定规程》(焊接工程dl/t5210.7); 1.5《火力发电工程建设标准强制性条文》2013版; 2作业准备工作及条件 2.1作业人力、机械、工具等计划 2.1.1主要施工管理人员配置计划: 项目管理人员1人专职工程师1人 兼职质量员1人兼职安全员1人 对施工人员进行技术培训,熟悉图纸及工艺流程,掌握
吊码通用工艺规范相关
文辑推荐
知识推荐
百科推荐


职位:二级消防工程师
擅长专业:土建 安装 装饰 市政 园林


