

148电机线圈支架灰铸铁件顶注压边浇冒口工艺的设计
格式:pdf
大小:318KB
页数:3P
人气 :82
 4.3
4.3
148线圈支架上下为圆环,由中间9个腰肋连接,最大壁厚40 mm,铸件重70 kg,材质HT 150,普通粘土砂,水平三开箱造型。运用大孔出流理论设计了顶注压边浇冒口系统。直浇道直径φ35 mm,横浇道尺寸24/28 mm×26 mm,内浇道由截面为37/39 mm×6 mm的2道内浇道和2个压边冒口形成的55 mm×5 mm的压边缝隙合成,浇道比为A直∶A横∶A内=1.0∶1.4∶1.1。用收缩模数法设计冒口,冒口直径φ55 mm、高90 mm,设1只φ30 mm的排气耳冒口。首批生产30件,经检查无缩孔、气孔、夹砂等缺陷,铸件经加工后,全部合格,表明运用大孔出流理论设计浇注系统,采用顶注压边浇冒口填充补缩工艺,生产148线圈支架铸件是可行的。



 灰铸铁件的生产
灰铸铁件的生产 灰铸铁件的生产
叙述了灰铸铁的力学性能、工艺性能、使用性能和化学成分,c、si、mn、p、s是灰铸铁的五种基本元素,根据性能需要,有时还加入少量的合金元素。迄今为止,国内外对于孕育处理的作用机理尚未有一致的说法,但一致认为孕育处理具有以下共性:炉前性与随流性;少量性或微量性;形核性。最后,介绍了灰铸铁在缸体、缸盖以及机床铸件上的应用情况:(1)一汽铸造有限公司研究了高ce条件下生产ht300缸体、缸盖铸件的方法,稳定地生产出了载重汽车大功率柴油机的缸体、缸盖铸件,材料牌号达到ht300;(2)烟台冰轮重型机件有限公司出口日本的卧式加工中心床身导轨面的金相组织为a型石墨,珠光体体积分数在98%以上,抗拉强度为310~340mpa,硬度为180~200hb。
编辑推荐下载
普通灰铸铁件的抗渗漏研究 普通灰铸铁件的抗渗漏研究
格式:pdf
大小:88KB
页数:2P
4.7
文章针对生产中气体压缩机的汽缸、汽缸座、气缸盖等铸件出现试压渗漏报废量很大的现象,分析了灰铸铁试压渗漏形成机理;探讨了在铸件设计、铸造工艺、铸造过程质量管理等方面采取措施防止灰铸铁件渗漏。
提高灰铸铁件硬度的方法 提高灰铸铁件硬度的方法
格式:pdf
大小:316KB
页数:2P
4.5
我公司生产的灰铸铁件检测不合格,主要为布氏硬度偏低,导致废品率高达8%,一直成为困扰企业发展的一大技术难题。为此,我公司专门成立了攻关小组,通过计算机凝固模拟结果,优化造型
电机线圈支架灰铸铁件顶注压边浇冒口工艺的设计热门文档
钛与灰铸铁件裂隙状气孔 钛与灰铸铁件裂隙状气孔
格式:pdf
大小:474KB
页数:未知
4.7
裂隙状气孔是自硬呋喃树脂砂铸件常见的一种气孔缺陷,多是由氮或氮氢气体形成。在通常情况下,ti含量在0.04%左右时,能够有效防止由n或n、h气体引起的裂隙状气孔。
压缩机灰铸铁件铸造工艺分析 压缩机灰铸铁件铸造工艺分析
格式:pdf
大小:1.4MB
页数:5P
4.6
通过对产品性能要求进行分析,确定压缩机灰铸铁件的实际元素和化学成分范围。通过计算,预测了材质的力学性能。采用均衡凝固技术设计浇注和补缩系统,进行实际浇注。结果表明,所设计的化学成分满足了产品的力学性能(特别是杨氏模量)和耐水压致密性要求。
关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知 关于征集《灰铸铁件》和《球墨铸铁件》标准反馈意见的通知
格式:pdf
大小:12KB
页数:1P
4.5
各有关单位:经全国铸造标准化技术委员会申报,国家标准化管理委员会批准将现行国家标准gb/t9439-1988《灰铸铁件》和gb/t1348-1988《球墨铸铁件》列入2006年第一批制修订国家标准项目计划中,并于2006年6月30日
套筒类铸铁件卧浇爬芯单边浇冒口工艺 套筒类铸铁件卧浇爬芯单边浇冒口工艺
格式:pdf
大小:341KB
页数:2P
4.3
应用均衡凝固补缩技术,将立浇上雨淋浇口改为卧浇单边顶注浇注系统,消除了套筒类铸件的缩孔、缩松、夹渣、气孔等缺陷,成品率由50%~80%提高到97%以上。实践证明,卧浇“顶注优先冒口靠边”是解决套筒类铸件缩孔、缩松、渣气孔等缺陷的有效途径之一
大型发电机线圈制造改进工艺研究 大型发电机线圈制造改进工艺研究
格式:pdf
大小:212KB
页数:2P
4.5
针对传统的线圈制造工艺无法满足当前大型发电机工作要求的问题,对电机线圈的制造工艺进行了改进。指出了制造工艺中的关键问题,提出了工艺改进应着重考虑的工艺参数,并重点介绍了线圈结构材料的选择、绕线工艺与设备,以及绝缘工艺的改进。
电机线圈支架灰铸铁件顶注压边浇冒口工艺的设计精华文档
吊扇电机线圈的快速修复 吊扇电机线圈的快速修复
格式:pdf
大小:72KB
页数:未知
4.5
吊扇电机线圈的快速修复王克权(四川自贡市金属容器厂643010)1吊扇电机线圈损坏的检查1.1吊扇电机绕组引线的识别吊扇电机绕组引出红色、黄色、白色(黑色)三根电源接线。其中红白色线为主相绕组(运行绕组)的头尾,红色为主相绕组相头,用a表示,白色为主...
灰铸铁件的缺陷分析和质量控制 灰铸铁件的缺陷分析和质量控制
格式:pdf
大小:135KB
页数:未知
4.6
改革开放的三十多年时间之中,我国机械制造工业得到了飞速的发展与迈进,许许多多的高端机械产品品牌几乎与发达国家同时推出。在机械制造,机床,轻工设备方面灰铸铁件的应用和技术水平得到了很大程度上的提升,有效的满足了现代工业生产需要,但是目前灰铸铁件方面仍然存在着一定的问题,本文就灰铸铁件的存在缺陷进行了探讨,着重分析和总结了其质量管理与控制。
平板类灰铸铁件的铸造缺陷及及浇注系统类型 平板类灰铸铁件的铸造缺陷及及浇注系统类型
格式:pdf
大小:68KB
页数:2P
4.5
本文介绍了平板类灰铸铁件易产生的各类铸造缺陷及其在生产中常用的各种浇注系统,并分析了各类浇注系统的优缺点。
普通灰铸铁件焊接裂纹的预防措施 普通灰铸铁件焊接裂纹的预防措施
格式:pdf
大小:246KB
页数:2P
4.5
介绍了普通灰铸铁在焊接中的应用及其在焊接中产生裂纹的主要原因。同时对几种普通灰铸铁件在焊接中产生裂纹的原因及预防措施进行了详细的剖析。
运用均衡凝固模数法设计液压试验平台铸铁件压边浇冒口系统 运用均衡凝固模数法设计液压试验平台铸铁件压边浇冒口系统
格式:pdf
大小:514KB
页数:3P
4.5
液压试验平台,材质ht200,铸件重2800kg,轮廓尺寸2400mm×1000mm×275mm,平板壁厚95mm,肋条壁厚40mm,周边框壁厚50mm,粘土砂,干型。选用直浇道-横浇道-压边冒口系统,运用均衡凝固收缩模数法设计压边冒口体和冒口颈尺寸,运用大孔出流理论计算压边冒口金属液充满高度。计算结果:直浇道φ75mm,横浇道45/65mm×70mm,压边冒口体φ104mm,高度200mm,冒口颈尺寸104mm×8mm,冒口体浇注过程充满高度80mm,具有挡渣能力。生产结果表明,铸件无缩孔、气孔、夹渣缺陷,铸件工艺出品率95%。实践证明采用均衡凝固收缩模数法设计液压试验平台浇冒口系统是可行的。
电机线圈支架灰铸铁件顶注压边浇冒口工艺的设计最新文档
Sn含量对灰铸铁件加工面硬度的影响 Sn含量对灰铸铁件加工面硬度的影响
格式:pdf
大小:144KB
页数:2P
4.3
研究了sn含量对ht250灰铸铁件加工面硬度的影响,确定了使ht250灰铸铁加工面硬度≥hbs180,sn的合适含量。结果表明,当ht250灰铸铁件中sn含量为0.08%时,铸件加工面硬度均达到了hbs180以上。
平板类灰铸铁件的铸造缺陷及浇注系统类型 平板类灰铸铁件的铸造缺陷及浇注系统类型
格式:pdf
大小:255KB
页数:2P
4.3
本文介绍了平板类灰铸铁件易产生的各类铸造缺陷及其在生产中常用的各种浇注系统,并分析了各类浇注系统的优缺点
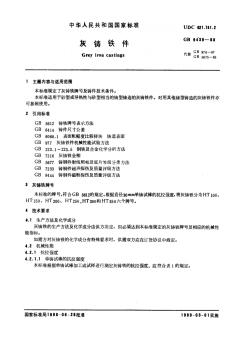
GBT9439—1988灰铸铁件
格式:pdf
大小:29KB
页数:1P
4.4
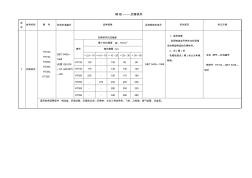
铸铁——灰铸铁件 序 号 材料名称牌号材料标准编号品种规格品种规格标准号有关规定标记示例 1灰铸铁件 ht100、 ht150、 ht200、 ht250、 ht300、 ht350 gb/t9439— 1988 (代替gb976 —67、gb5675 —85) 灰铸铁件抗拉强度 gb/t9439—1988 1、适用范围 砂型铸造或导热性与砂型相 当的铸型铸造的灰铸铁件。 2、试(棒)块 机械性能试(棒)块分为单铸、 附铸。 名称牌号—标准编号 铸铁件ht100—gb/t9439— 1988 牌号 最小抗拉强度σb,n/mm2 铸件壁厚mm >2.5~10>4.0~10>10~20>20~30>30~50 ht100130-1009080 ht150175-145130120 ht200220-195
普通低强度灰铸铁件材质控制与铸件质量保证 普通低强度灰铸铁件材质控制与铸件质量保证
格式:pdf
大小:11KB
页数:1P
4.8
1、概述对于普通低强度灰铸铁件,因为对机械强度的要求较低,故使人们对其熔炼时材质的成分有所疏忽。进而引起铸件产生大量的废品。尤其在某些时候,为改善机加工性能,过高的增加了原始生铁的含碳量,不仅增加了铸件的废品率,甚至影响到机械性能,危及产品质量。
常见灰铸铁件缺陷分析和检查防范 常见灰铸铁件缺陷分析和检查防范
格式:pdf
大小:493KB
页数:未知
4.6
我国改革开放30多年来,机械制造工业发展迅速,素有“世界工厂”之称。机床、轻工机械铸造水平也取得了长足的进步,满足了现代工业生产的需要,但就铸造质量来说仍然存在着较大的问题,本文针对灰铸铁件存在的常见缺陷进行了探讨,分析其原因,并提出相应的控制措施。
铸铁件冒口设计手册
格式:pdf
大小:1.5MB
页数:29P
4.6
铸铁件冒口设计手册 诸葛胜 福士科铸造材料(中国)有限公司 铸铁冒口设计手册 一、概述 冒口是一个个储存金属液的空腔。其主要作用是在铸件成形过程中提供由于体积 变化所需要补偿的金属液,以防止在铸件中出现的收缩类型缺陷(如图1和图2所 示),而这些需要补偿的体积变化可能有: 图1各种缩孔图2缩孔生产图a)和冒口的补缩图b) 1—一次缩孔2—二次缩孔3—缩松1—缩孔2—型腔胀大3—铸件(虚线以内) 4—显微缩松5—缩陷(缩凹,外缩孔) (1)铸型的胀大 (2)金属的液态收缩 (3)金属的凝固收缩 补偿这些体积变化所需要的金属液量随着铸型和金属种类的不同而异。此外,冒 口还有排气及浮渣和非金属夹杂物的作用。铸件制成后,冒口部分(残留在铸件上的 凸块)将从铸
引风机电机线圈温度高分析 引风机电机线圈温度高分析
格式:pdf
大小:129KB
页数:未知
4.3
某电厂5号机组采用循环流化床锅炉,配备2台带有调速装置的引风机。引风机电机装有冷却风机,用于冷却引风机电机线圈。冷却风机电源由锅机mcc柜引至调速装置,再接至冷却风机,同时作为调速装置的控制电源。冷却风机由引风机调速
杆类铸铁件的靠边冒口 杆类铸铁件的靠边冒口
格式:pdf
大小:435KB
页数:未知
4.3
齿条、锒条、活动导轨、摇臂、立柱等杆类铸件,加工要求高,光洁度一般在(?)6~(?)8,加工表面不允许存在砂眼、气孔和缩松缺陷,并要求在零件长度方向上性能均匀。这类铸件的材质,牌号多为ht20-40,ht25-47,ht30-54。为防止渣孔和气孔的产生,浇注温度较高,一般在1350°—1380℃。铸件的重量多在200公斤以下。考虑到碳当量低,浇注温度高,铸件重量小的特点,采用冒口补缩是必要的。如果从传统的顺序凝固原则出发,采用比例法设计冒口,可将冒口安放在铸件的几何热节(一般为杆件的中部)处。这种工艺,常在铸件的热节上表面产生缩凹,冒口根部缩松,
运用均衡凝固理论设计铸铁件升降平台的浇冒口系统 运用均衡凝固理论设计铸铁件升降平台的浇冒口系统
格式:pdf
大小:218KB
页数:3P
4.4
橡胶机械产品胶片机升降平台,材质ht200,重85kg,由260/110mm×75mm圆环体与400mm×400mm×40mm方板相接组成。为防止环板交接处的收缩缺陷,采用圆环体在下、方板在上的浇注工艺。侧注式浇注系统,在浇注系统对侧安置补缩-溢流冒口。运用均衡凝固收缩模数法设计冒口尺寸,用大孔出流理论设计浇注系统。设计结果:直浇道35mm,双向横浇道24/27mm×28mm,4道内浇道10/12mm×34mm,浇口截面比∑a直∶∑a横∶∑a内=1.0∶1.5∶1.6。两只冒口70mm×130mm,冒口颈厚7mm,长8mm。生产表明铸件上表面光洁,无气孔,渣孔缺陷,机加工后铸件没有缩孔、缩松缺陷,工艺出品率88.5%。证明采用均衡凝固技术设计的浇冒口系统是可靠的。
电机线圈支架灰铸铁件顶注压边浇冒口工艺的设计相关
文辑推荐
知识推荐
百科推荐


职位:网架轻钢施工员
擅长专业:土建 安装 装饰 市政 园林


