

低合金耐热钢焊条2
格式:pdf
大小:26KB
页数:3P
人气 :70
 4.6
4.6
R307G 焊条采购技术条件 低合金耐热钢焊条 R307G 采购技术条件 R307G 焊条采购技术条件 1 内容及范围: 1.1本技术条件规定了 14Cr1MoR(H)钢用焊条 R307G的化学成分、包装、标 识和质量证明书等方面要求。 1.2 本技术条件适用于 R307G 焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条, 除满足本技术条件的规定外, 其他未列出的款项 应符合 GB/T5118 E5516-B2和 AWS A5.5 E8016-B2的要求。 2 熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求( %) C Si Mn S P ≤0.12 ≤0.50 ≤0.90 ≤0.012 ≤0.012 Cu Sb Sn As Si+ Mn ≤0.20 ≤0.004 ≤0.010 ≤0.010 ≤1.20 注:X系数:(10P+5 Sb+4



低合金耐热钢焊条2资料
此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 此文档收集于网络,如有侵权请联系网站删除 此文档仅供学习和交流 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusb
编辑推荐下载

耐热钢焊条
格式:pdf
大小:121KB
页数:13P
4.3
耐热钢焊条 r106fe 符合gbe5018-a1 相当awse7018-a1 说明:r106fe是铁粉低氢型药皮的含mo0.5%的珠光体耐热钢焊条,交直流两用,可全位置焊接,焊件应根 据结构特点进行适当的预热及焊后热处理。 用途:用于焊接工作温度在510℃以下的锅炉管道(如15mo),也可用于焊接一般的低合金钢。 熔敷金属化学成分(%) 化学成分cmnsispmo 保证值0.05-0.12≤0.90≤0.5≤0.035≤0.0350.40~0.65 熔敷金属力学性能(620±15℃×1h回火处理) 试验项目rm(mpa)rel或rp0.2(mpa)a(%)kv2(j) 保证值≥490≥390≥22≥47(常温) 一般结果510~570400~45022~28110~160(常温
低合金耐热钢焊条2(20200925180955)
格式:pdf
大小:25KB
页数:3P
4.4
r307g焊条采购技术条件 低合金耐热钢焊条r307g 采购技术条件 r307g焊条采购技术条件 1内容及范围: 1.1本技术条件规定了14cr1mor(h)钢用焊条r307g的化学成分、包装、标 识和质量证明书等方面要求。 1.2本技术条件适用于r307g焊条的订货和验收。订货的规格和数量应按照采 购合同的要求。 1.3按本技术要求供货的焊条,除满足本技术条件的规定外,其他未列出的款项 应符合gb/t5118e5516-b2和awsa5.5e8016-b2的要求。 2熔敷金属的化学成分: 熔敷金属化学成分应符合下列要求(%) csimnsp ≤0.12≤0.50≤0.90≤0.012≤0.012 cusbsnassi+mn ≤0.20≤0.004≤0.010≤0.010≤1.20 注:x系数:(10p+5sb+
低合金耐热钢焊条热门文档
耐热钢焊条的选用
格式:pdf
大小:542KB
页数:31P
4.4
电焊条的选用 (二) (3)耐热钢焊条的选用 低合金耐热钢要在高温下长期工作,为了保证耐热钢的高温性能,须向钢中 加入较多的合金元素(如cr、mo、v、nb等)。在选择焊接材料时,首先要保证焊缝 性能与母材匹配,具有必要的热强性,因此要求焊缝金属的化学成分应尽量与母 材一致。如果焊缝与母材化学成分相差太大,高温长期使用后,接头区域某些元 素发生扩散现象(如碳元素在熔合线附近的扩散),使接头设法性能下降。 耐热钢焊条一般可按钢种和构件的工作温度来选用。选配耐热钢焊接材料的 原则是焊缝金属的合金成分和性能与母材相应指标一致,或应达到产品技术条件 提出的最低性能指标。为了提高焊缝金属的抗热裂能力,焊缝中的碳含量应略低 于母材的碳含量,一般应控制在0.07%~0.15%之间。由于钢中碳和合金元素的共 同作用,耐热钢焊接时极易形成淬硬组织,焊接性较差。为此耐热钢

低合金钢焊条
格式:pdf
大小:576KB
页数:48P
4.8
低合金钢焊条 低合金钢焊条焊条使用说 产品描述: 低合金钢焊条焊条使用说 根据我国以往焊条分类习惯,焊条国家标准gb/t5118-1995>包含以下三类: 1.50公斤级(除熔敷金属mn-si系)以上的结构焊条; 2.钼和铬钼珠光体耐热钢焊条; 3.低温钢焊条. 低合金钢焊条的选用,通常是根据钢材的化学成份.力学性能.抗裂性能等要求.同时还要从焊接结构 形状.工作条件,受力情况和焊接设备等方面,进行综合考虑.必要时,需进行焊接性能试验来确定焊 条和采取必要的工艺措施. 1.低合金结构钢焊条的使用 一般依钢材的强度等级来选用相应的焊条,同时还需要钢材焊接性,母材成份的过渡,焊接结构尺寸. 形状.坡口和受力情况等因素,进行综合考虑,在焊接冷却速度太大,使强度增高,焊缝接头容易产生 裂缝的不利
 药皮成分对耐热钢焊条R307焊接工艺性能的影响
药皮成分对耐热钢焊条R307焊接工艺性能的影响 药皮成分对耐热钢焊条R307焊接工艺性能的影响
格式:pdf
大小:209KB
页数:3P
4.4
通过调整耐热钢r307焊条药皮中大理石/萤石的比值,对不同比值的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中大理石/萤石的比值对r307焊条焊接工艺性能的影响。结果显示:随药皮中大理石/萤石比值的增大,焊条的断弧长度先增大后减小,比值在1.70~1.75,断弧长度达到最大值;其脱渣率先增大后减小,比值在1.75~1.80,脱渣率达到最大值;其飞溅率一直增大。综合考虑,药皮中大理石/萤石比值在1.75左右时,耐热钢焊条r307的工艺性能最好。
低合金耐热钢复合板筒体制造 低合金耐热钢复合板筒体制造
格式:pdf
大小:999KB
页数:5P
4.7
阐述了δ=90+4mm的13mnnimonbr+00cr17ni14mo2钢大直径筒体的制造、焊接及热处理,并通过各项检测保证了产品质量,从而实现了洗涤塔一次制造成功。
低合金耐热钢焊条精华文档
低合金钢焊条最新规范
格式:pdf
大小:50KB
页数:8P
4.5
第1页共8页 竭诚为您提供优质文档/双击可除 低合金钢焊条最新规范 篇一:20xx年最新规范、规程 1.《建筑结构荷载规范》(gb50009-20xx) 2.《钢结构设计规范》(gb50017-20xx) 3.《钢结构工程施工质量验收规范》(gb50205-20xx) 4.《冷弯薄壁型钢结构技术规范》(gb50018-20xx) 5.《焊缝符号表示法》(gb324-20xx) 6.《建筑抗震设计规范》(gb50011-20xx) 7.《碳素结构钢》gb/t700-20xx 8.《低合金高强度钢结构》gb/t1591-20xx 9.《热轧h型钢和剖分t型钢》(gb/t11263-20xx) 10.《钢结构用扭剪型高强度螺栓连接副》 (gb/t3632-20xx 11.《六角头螺栓c级》gb/t5780-2000 12.
稀土低碳低合金耐磨铸钢焊条的研制
格式:pdf
大小:264KB
页数:4P
3
稀土低碳低合金耐磨铸钢焊条的研制——利用正交设计方法设计稀土低合金耐磨铸钢焊条的配方,研制出一种工艺性能良好的含钇的堆焊焊条,对其堆焊层显微组织、硬度进行了较系统的试验研究。

139770_低合金钢焊条
格式:pdf
大小:102KB
页数:5P
4.5
低合金钢焊条 低合金钢焊条简介: 牌号gb标准aws标准药皮类型焊接电源主要用途 j107e10015-g低氢型dc+适用于焊接抗拉 强度相当于980m pa左右的低合金 高强度钢结构。 j107cre10015- g 低氢型dc+适用于焊接抗拉 强度大于980mpa 级的低合金高强 度钢结构。如30 crmnsi、35crmo 等。 j506re5016-ge7016-g低氢型ac、dc+适用于低温高韧 性材料的焊接, 如采油平台、船 舶及高压容器等 重要结构的焊 接。 j506rhe5016-ge7016-g低氢型ac、dc+适用于e36、d36、 a537等低合金钢 的重要结构焊 接。如海洋平台、 船舶、压力容器 等。 j507fenie5018-ge7018-g低氢型dc+适用于中碳钢、 低
稀土低碳低合金耐磨铸钢焊条的研制 稀土低碳低合金耐磨铸钢焊条的研制
格式:pdf
大小:735KB
页数:4P
4.6
利用正交设计方法设计稀土低合金耐磨铸钢焊条的配方,研制出一种工艺性能良好的含钇的堆焊焊条,对其堆焊层显微组织、硬度进行了较系统的试验研究。
低合金耐热钢焊条最新文档
碳钢、低合金钢及耐热钢焊接施工指导书
格式:pdf
大小:5KB
页数:2P
4.5
碳素钢、低合金钢及耐热钢焊接施工作业指导书 一公司东部项目部技术员:曲洪涛 1总则 1.1本作业指导书用于指导现场碳素钢、低合金钢及耐热钢焊接施 工。适用于化工、石油、电力等部门的碳钢、低合金钢及耐热钢焊接 施工。 1.2本作业指导书服从于国家标准、专业标准和设计标准。 2引用标准 《钢制压力容器焊接规程》jb/t4709-2000 《现场设备、工业管道焊接工程施工及验收规范》gb50236-98 《钢制压力容器焊接工艺评定》jb4708-2000 《石油化工剧毒、可燃介质管道工程施工及验收规范》sh3501-1997 《金属熔接原理及工艺》 3设备及焊接材料 3.1设备 3.1.1交直流电焊机应放在干燥平稳不受雨侵袭的地方,其外壳必 须可靠接地。 3.1.2直流焊机使用前应查明极性,如不明确或有怀疑时应进行测 定,并按所用焊条极性进行连接。 3.1.3手工氩弧焊
氧化铈对低合金钢焊条焊缝硫磷的影响 氧化铈对低合金钢焊条焊缝硫磷的影响
格式:pdf
大小:1.2MB
页数:4P
4.5
试验中在e5515—g型低合金钢焊条药皮中过渡了不同含量的稀土氧化铈,目的是提高焊条性能.采用的试验有焊接接头冲击韧度试验,焊缝金属金相组织试验,x射线荧光光谱试验.结果表明,加入适量的氧化铈能够对焊缝进行脱硫、脱磷,提高熔敷金属的冲击吸收功.氧化铈的加入量不同,脱硫效果不同,且差异较大,而脱磷效果并不十分明显.药皮中加入氧化铈可以细化焊缝组织,但氧化铈的加入量应适当.当氧化铈加入量为3%时,焊缝的组织最细小.当氧化铈加入量最佳时,焊缝金属硫的减少量可达58.13%,而磷的减少量为14.29%.
稀土低合金耐磨钢焊条熔敷金属的组织和力学性能 稀土低合金耐磨钢焊条熔敷金属的组织和力学性能
格式:pdf
大小:118KB
页数:3P
4.5
针对低合金耐磨钢在使用过程中的特点,开发研制了两种稀土低合金耐磨铸钢焊条,对添加稀土铈焊条的熔敷金属显微组织和性能进行了分析。结果表明,稀土的加入能够细化熔敷金属显微组织、提高熔敷金属的冲击韧度;在同等条件下,添加稀土铈焊条比添加稀土钇焊条的熔敷金属的耐磨性要好;稀土能够提高熔敷金属耐磨性缘于稀土在熔敷金属中的细化晶粒及促使第二相粒子的均匀分布作用。
氧化铈对低合金钢焊条熔敷金属的影响 氧化铈对低合金钢焊条熔敷金属的影响
格式:pdf
大小:598KB
页数:5P
4.3
基于现有焊条性能的特点,针对典型低合金钢焊条(e5515型焊条)当焊接碳当量ce>0.4%的中、高碳钢时,焊接性较差的问题,在新型低合金钢焊条药皮配方开发研制中采取药皮过渡微量的稀土氧化物。通过冲击韧度、拉伸、硬度和金相等试验研究氧化铈对低合金钢焊条熔敷金属力学性能影响和组织的影响,利用扫描电子显微镜对显微组织进行观察分析,用x射线能谱仪进行能谱分析。分析研究结果表明,加入适量的稀土氧化物能够细化熔敷金属显微组织,提高熔敷金属的冲击韧度;稀土能降低熔敷金属中的氢,从而显著降低钢的脆性转变温度。当氧化铈加入量最佳时,熔敷金属的抗拉强度提高了43.27%,屈服强度提高了52.11%,冲击韧度提高了26.49%,而硬度却不下降。
低合金珠光体耐热钢20CrMo的焊接 低合金珠光体耐热钢20CrMo的焊接
格式:pdf
大小:144KB
页数:2P
4.5
以汽轮机进汽弯头裂纹的修复方法的分析与介绍为例,进行了焊接性分析,并制定了可行的焊接工艺。阐明了补焊已加工妥的低合金耐热钢大缺陷的方法。
CHH308低合金耐热钢焊条的研制 CHH308低合金耐热钢焊条的研制
格式:pdf
大小:301KB
页数:未知
4.8
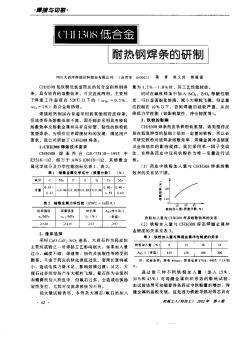
chh308是铁粉低氢型药皮的低合金耐热钢焊条,具有较高的熔敷效率,可交直流两用。主要用于焊接工作温度在520℃以下的(ω_(mo)=0.5%、ω_(cr)=1%)低合金耐热钢。焊接耐热钢国内普遍采用低氢钠型药皮焊条,但该类焊条熔敷效率不高,国外则多采用具有较高熔敷效率及熔敷金属和具有良好塑、韧性的铁粉低氢型焊条。为顺应世界焊接材料的发展,满足用户需求,我公司研制了chh308焊条。
金红石对耐热钢焊条R307工艺性能的影响 金红石对耐热钢焊条R307工艺性能的影响
格式:pdf
大小:202KB
页数:3P
4.6
通过调整耐热钢焊条r307药皮配方中金红石的含量,对不同含量的焊条进行了断弧长度、脱渣率、飞溅率的工艺性能试验,研究了药皮中金红石含量对r307焊条的工艺性能的影响,确定了药皮中金红石的最佳加入量范围。
15CrMo低合金耐热钢焊接裂纹缺陷修补工艺 15CrMo低合金耐热钢焊接裂纹缺陷修补工艺
格式:pdf
大小:338KB
页数:1P
4.5
对15crmo低合金耐热钢焊接,应依据化学成分及它的碳当量综合分析15crmo钢的可焊性及裂纹敏感性。采用r307焊条进行焊接。
12Cr1MoVG低合金耐热钢管焊接工艺 12Cr1MoVG低合金耐热钢管焊接工艺
格式:pdf
大小:100KB
页数:未知
4.7
在石化项目施工中,其锅炉工艺配管大量使用12cr1movg低合金耐热钢材料,以保证高温高压设备长期工作的可靠性和经济性以覆施工焊接质量。通过查阅相关资料,针对耷159×16mm低合金耐热钢管焊接性分析及焊接特点,进行了焊接工艺评定试验,制定了合理的焊接工艺。
低合金耐热钢焊条相关
文辑推荐
知识推荐
百科推荐


职位:高级项目管理工程师
擅长专业:土建 安装 装饰 市政 园林


