

大厚度焊接接头不同厚度部位焊缝纵向力学性能差异性试验
格式:pdf
大小:17KB
页数:8P
人气 :56
 4.4
4.4
本文由yituanxue贡献 pdf文档可能在WAP端浏览体验不佳。建议您优先选择TXT,或下载源文件到本机 查看。 .12. 焊接2003(4) 大厚度焊接接头不同厚度部位焊缝纵向 力学性能差异性试验 上海锅炉厂有限公司核电化工设备公司(200245) 张茂龙丁必学懿建明 摘要按照压水堆核电站核岛主设备主环缝等大厚度焊接接头的结构特征、材料和 焊接工艺等条件,制备焊 接试件,对试件接头不同厚度部位的焊缝金属进行室温和3 50℃拉伸、O℃和一20℃冲击以及硬度试验,分析并比 较纵向力学性能差异性. 试验结果表明:16MND5低合金钢焊接接头纵向焊缝金属力学性能的差异是不明 显的。 关t词:爆缱金属力学性能试验 ExPERn棚}NT oN MECH^NlCAL PROPEI订1ES D Ⅱ砸.ERENCE OF WELD




 焊接接头纵向冷弯试验分析
焊接接头纵向冷弯试验分析 焊接接头纵向冷弯试验分析
焊接接头的弯曲试验有纵向弯曲、横向弯曲和侧面弯曲,本文仅讨论试件在常温下的纵向弯曲试验,或称冷弯试验。影响冷弯试验的参数有弯轴直径d、试件厚度a、弯轴直径与试件厚度的比值n、冷弯角α。冷弯试验参数决定了焊接接头冷弯检验的严格程度,应按照焊接产品的不同技术要求,选择合适的参数。
编辑推荐下载
J化表-12焊接接头力学性能试验报告
格式:pdf
大小:42KB
页数:5P
4.5
1/5 委托单位:j化表-12 工程名称:焊接接头力学性能试验报告理化室公章: 委托单编号:试验日期:年月日 材料名称及规格:试件编号:焊接型式:室温:℃报告日期:年月日 拉 力 抗拉强度(mpa)断口位置及情况标准评定结果 弯 曲 类型弯曲角度弯轴直径(mm)弯曲面情况标准评定结果 冲 击 试样尺寸位置 冲击吸 收功 (j) 试样折 断情况 位置 冲击吸 收功 (j) 试样折 断情况 位置 冲击吸 收功 (j) 试样折 断情况 标准评定结果 硬 度 位置硬度值平均值位置硬度值平均值位置硬度值平均值标准评定
J化表-04焊接接头力学性能试验记录
格式:pdf
大小:43KB
页数:5P
4.4
1/5 焊接接头力学性能试验记录j化表 -4 委托单位:收样日期:年月日 工程名称:试验日期:年月日 材料名称及规格:焊接型式:室温:℃委托单编号: 试件 编号 试验前试件计算部分尺 寸 拉力下应力的负荷弯曲 断口及弯曲面的 情况 直径或断 面尺寸 (mm) 断面积 (mm2) 载荷 (kn) 抗拉强度 (mpa) 类型及角度 弯轴直 径(mm) 支座间 距(mm) 抗拉弯曲面 弯 背 弯 侧 弯 冲 击 v 位置断面尺寸(mm)冲击功(j)断面情况 硬 度 位置硬度值平均值位置硬度值平均值 焊缝 焊 缝 热影 响区 熔合线熔 合 母 材 2/5 热影 响区 线 备 注 审核人:试验员: 3/5 4/5 5/5
大厚度焊接接头厚度部位焊缝纵向力学性能差异性试验热门文档

120焊接接头力学性能试验报告(二)
格式:pdf
大小:28KB
页数:2P
4.7
焊接接头力学性能试验报告(二)120 工程名称工程编号 钢材名称材质 规格施焊 标准焊(丝)条 委托单位委托编号 仪器型号试验日期试验编号 热处理状态试验目的 试样 编号 抗拉 强度 (mpa) 断口 位置 弯曲试验 d=ao 冲击功akv(u)(j) 硬度 断口 检验 面 弯 背 弯 侧 弯 温度 (oc) 焊缝 热影 响区 说明 备 注 试验单位(公章)单位负责人: 年月日 审核人: 年月日 试验人: 年月日
LNG储罐用国产9%Ni钢焊接接头力学性能试验 LNG储罐用国产9%Ni钢焊接接头力学性能试验
格式:pdf
大小:1.3MB
页数:9P
4.6
针对鞍钢股份有限公司为建造lng低温储罐生产的9%ni钢板,根据确定的焊接工艺和焊接工艺参数,研究了焊接接头的拉伸、冷弯、冲击性能、无塑性转变温度和断裂韧度等各项力学性能,结果表明,9%ni钢焊接接头可满足lng大型储罐的设计要求。

LNG储罐用国产9_Ni钢焊接接头力学性能试验
格式:pdf
大小:3.2MB
页数:9P
4.5
?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsreserved.http://www.cnki.net ?1994-2010chinaacademicjournalelectronicpublishinghouse.allrightsr
渗铝钢焊接工艺及焊接接头力学性能研究 渗铝钢焊接工艺及焊接接头力学性能研究
格式:pdf
大小:174KB
页数:5P
4.5
应用4种不同的焊条进行渗铝钢焊接工艺试验,并对焊接试件进行力学性能检测。通过大量的试验研究,得到4种焊条的焊接试件力学性能数据,总结出渗铝钢手工电弧焊的焊接工艺方法,为渗铝钢的焊接加工提供具体的参考数据。
大厚度焊接接头厚度部位焊缝纵向力学性能差异性试验精华文档
钢筋焊接接头力学及工艺性能
格式:pdf
大小:38KB
页数:4P
4.4
姓名 编号 焊工证书 编号 1000 实测直径焊接长 度 抗拉强 度 断裂位置 (mm)(mm)mpa/ // 检 验 结 论 36 检 验 单 位 (章) 备 注 14 25 /弯曲角度 (°) 试件编号/试件编号弯曲结论 检验项目及结果 拉伸试验弯曲试验 标准要求断裂特征弯芯直径 (mm) 焊工姓名代表批量个接头 检验依据jgj18-2012gb228.1-2010gb1499.2-2007 钢筋批号—样品来源 焊接方法检验性质 生产厂家—委托人 钢筋牌号见证 人公称直径 (mm) 使用部位—检验日期 见证单位—报告日期 工程名称— 委托单位—委托日期 钢筋焊接接头力学及工艺性能检验报告 委托编号检验编号 1审核人:批准人:检验人: 曲结论 个接头
锅炉异种钢管焊接接头焊缝稀释率试验 锅炉异种钢管焊接接头焊缝稀释率试验
格式:pdf
大小:794KB
页数:4P
4.7
异种钢焊接的稀释率对焊接质量有影响,通过焊缝的稀释率与接头坡口形式、焊接工艺关系试验与分析,采用试验推荐的坡口形式及焊接参数可将焊缝稀释率控制在所要求的范围内。
焊接接头拉伸试验
格式:pdf
大小:14KB
页数:2P
4.6
焊接接头拉伸试验 原理 拉伸试验按gb/t228进行 除非另有规定,试验应在环境温度为23℃±5℃条件下进行。 样品制备 取样位置 试样应从焊接接头垂直于焊缝轴线方向截取,试样加工完成后,焊缝的轴线 应位于试样平行长度部分的中间,对小直径管试样可采用整管。相关标准或协议 未做特殊规定时,“小直径管”是指外径小于或等于18mm的管子。 标记 每个试件应做标记以便识别其他产品或接头中取出的位置。 如果相关标准有要求,应标记机加工方向。 每个试样应做标记以便识别其在试件中的准确位置。 热处理及/或时效 焊接接头或试样一般不进行热处理,但相关标准标准规定或允许被试验的焊 接接头进行热处理除外,这时应在试验报告中详细记录热处理的参数。对于会产 生自然时效的铝合金,应记录焊接至开始试验的间隔时间。 取样 一般要求 取样所采用的机械加工方法或加工方法不得对试样性能产生影响。 钢
 力学性能不均匀性焊接接头应力分布研究
力学性能不均匀性焊接接头应力分布研究 力学性能不均匀性焊接接头应力分布研究
格式:pdf
大小:1.1MB
页数:6P
4.4
应用有限元分析方法,针对平板对接接头横向拉伸试验和实际工作状态下打底焊道为等强匹配、填充焊道为超强匹配时焊接接头在外载荷作用下的应力分布进行计算分析。分析结果表明:焊接接头内部强度的不均匀性引起材料变形能力的差异是接头应力分布不均匀性的主要原因,打底焊道应力低于其屈服强度,填充焊道是焊缝金属的主要承载部分;焊接热影响区对降低打底焊道和填充焊道强度不同引起的应力集中起重要作用;实际工况下的接头应力分布较试验接头应力分布更加均匀,承载能力高于试验状态的承载能力,在试验状态和实际工况下,接头的抗拉强度分别是母材抗拉强度的97.4%和99.4%。
大厚度焊接接头厚度部位焊缝纵向力学性能差异性试验最新文档
焊接接头横向拉伸试验结果分析 焊接接头横向拉伸试验结果分析
格式:pdf
大小:82KB
页数:4P
4.4
通过一系列对比试验,研究分析了q345焊接试板焊接接头横向拉伸性能与全焊缝和焊板母材之间的差异,探索接头横向拉伸所得屈服强度与断后伸长率的合理性。结果表明,接头横向拉伸所获得的屈服强度值介于母材与全焊缝的值之间,且试验结果受所用引伸计标距的影响较为显著;接头横向拉伸断裂位置虽在母材上,但抗拉强度值要高于母材强度近20mpa,断后伸长率则比母材低了近10%,但仍高于全焊缝的值。
钢材、焊接接头力学试验报告单汇总表
格式:pdf
大小:21KB
页数:2P
4.5
钢材、焊接接头力学试验报告单汇总表 编号: 渝市政施工检验表:4 工程名称施工单位 序 号 试验单位 试验报告 单编号 试验 日期 品种及 规格 屈服点 (mpa) 抗拉强度 (mpa) 接头 形式 断后伸长 焊件点 位置mm 冷弯 结 论 使用部位 材料 数量 备注 标距mm伸长率% 弯心及 弯心角 结角 建设单位监理单位施工单位 现场代表: 年月日 监理工程师: 总监理工程师: 年月 日 质检员: 技术负责人: 项目负责人: 年月日 重庆市建设工程质量监督总站 重庆市城建档案馆
钢筋焊接接头力学性能检测报告
格式:pdf
大小:38KB
页数:4P
4.6
五层柱hrb335 三层柱hrb335 四层柱hrb335 三层柱hrb335 三层柱hrb335 二层柱hrb335 三层柱hrb335 二层柱hrb335 二层柱hrb335 一层柱hrb335 一层柱hrb335 地下室柱hrb335 一层柱hrb335 地下室柱hrb335 地下室柱hrb335 钢筋焊接接头力学性能检测报告 工程名称: 工程部位品种型号报告编号 告 收样日期
钢筋焊接接头力学性能检验报告
格式:pdf
大小:45KB
页数:2P
4.4
钢筋焊接接头力学性能检验报告 序号牌号规格拉伸试验弯曲试验代表数量试验编号报告日期备注 1hrb335φ16合格合格200个接头gh080296720081025 2hrb335φ16合格合格200个接头gh080296820081025 3hrb335φ16合格合格200个接头gh080296920081025 4hrb335φ16合格合格200个接头gh080335920081125 5hrb335φ16合格合格200个接头gh080336020081125 6hrb335φ16合格合格200个接头gh080336120081125 7hrb335φ16合格合格200个接头gh080336220081125 8hrb335φ16合格合格200个
T91钢管TIG焊接接头力学性能与显微组织分析 T91钢管TIG焊接接头力学性能与显微组织分析
格式:pdf
大小:254KB
页数:3P
4.4
t91钢管多采用tig焊,焊接接头高温力学性能对t91钢的应用起至关重要的作用。采用不同的高温试验工艺对t91钢管的tig焊接头进行处理,分析tig焊接头在力学性能和显微组织上的差异。试验结果表明:高温试验前后,t91钢管tig焊接接头的力学性能变化不大,马氏体组织增大,晶间析出了碳化物。碳化物在t91钢管tig焊接接头保持高温力学性能稳定性中起决定性作用。
第1章-焊接接头静载力学性能-葛亚琼
格式:pdf
大小:2.9MB
页数:46P
4.6
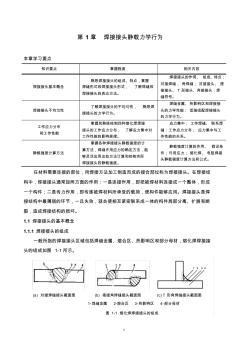
1 第1章焊接接头静载力学行为 本章学习要点 知识要点掌握程度相关内容 焊接接头基本概念 熟悉焊接接头的组成、特点,掌握 焊缝形式和焊接接头形式,了解焊缝和 焊接接头的表达方法。 焊接接头的作用、组成、特点; 对接焊缝,角焊缝;对接接头、搭 接接头、t形接头、角接接头;焊 缝符号。 焊接接头不均匀性 了解焊接接头的不均匀性,熟悉焊 接接头的力学行为。 焊缝金属、热影响区和焊接接 头的力学性能;低强组配焊接接头 的力学行为。 工作应力分布 和工作性能 掌握和熟练绘制四种熔化焊焊接 接头的工作应力分布,了解应力集中对 工作性能的影响规律。 应力集中;工作焊缝、联系焊 缝;工作应力分布;应力集中与工 作性能的关系。 静载强度计算方法 掌握各种焊接接头静载强度的计 算方法,焊缝许用应力的确定方法,能 够灵活应用这些方法计算和校核实际 焊接接头的静载强度。 静载强
钢筋焊接接头力学性能检验原始记录
格式:pdf
大小:25KB
页数:1P
4.6
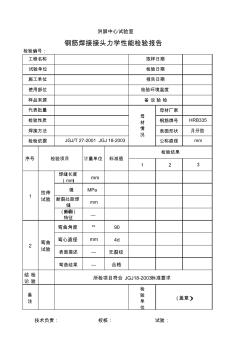
母材厂家 钢筋牌号 表面形状 公称直径 12 焊缝长度 (mm)mm 强mpa 断裂处距焊 缝 (mm) mm 断裂 特征 — 弯曲角度°90 弯心直径mm4d 表面描述—无裂纹 弯曲结果—合格 检 验 结 论 备 注 检 验 单 位 技术负责:校核:试验: 序号 1 2 拉伸 试验 弯曲 试验 计量单位标准值检验项目 所检项目符合jgj18-2003标准要求 (盖章) 检验结果 3 焊接方法月牙肋 检验依据jgj/t27-2001jgj18-2003mm 母 材 情 况 代表批量 检验性质hrb335 使用部位检验环境温度 样品来源检验设备 试验单位检验日期 施工单位报告日期 洪屏中心试验室 钢筋焊接接头力学性能检验报告 检验编号: 工程名称取样日期
基于原位拉伸的CrMoV钢焊接接头局部力学性能研究 基于原位拉伸的CrMoV钢焊接接头局部力学性能研究
格式:pdf
大小:3.1MB
页数:12P
4.7
采用微拉伸试验研究了crmov钢焊接接头焊缝金属的局部力学性能,并对焊缝金属进行了微观组织观察和显微硬度测试。结果表明,焊缝金属呈现不均匀的微观组织分布;焊缝金属环向试样的拉伸强度要大于径向和轴向试样的拉伸强度,而焊缝中心所取试样的拉伸强度要小于焊道上所取试样的拉伸强度。结合金相分析得到,焊接接头焊缝金属最薄弱的部位在焊缝中心等轴晶区。
激光冲击表面强化对焊接接头力学性能的影响 激光冲击表面强化对焊接接头力学性能的影响
格式:pdf
大小:3.6MB
页数:5P
4.6
为提高焊接接头的力学性能,利用波长为532nm,脉宽为10ns,能量为6.25j,光斑尺寸为3mm的yag激光器对焊接接头进行了激光冲击强化处理。结果表明:激光冲击强化使接头拉伸强度由815mpa提高到867mpa,焊缝硬度提高51.4%,热影响区硬度提高28.2%,焊接后残余应力由134mpa转变为-237mpa。利用光学显微镜对焊缝进行了观察和分析,并对力学性能提高的机制进行了讨论。
紫铜与不锈钢焊接接头的力学性能 紫铜与不锈钢焊接接头的力学性能
格式:pdf
大小:572KB
页数:4P
4.7
许多工程结构当中,经常出现大量异种材料的焊接情形,材料的力学性能对结构有重要影响。应用不同的焊接工艺对紫铜(t2)和奥氏体不锈钢(1cr18ni9ti)进行焊接,并对焊接接头的力学性能进行研究。结果表明,采用过渡层方法接头的力学性能较好,而采用t107焊条,其接头的塑性、韧性比采用过渡层时低。
大厚度焊接接头厚度部位焊缝纵向力学性能差异性试验相关
文辑推荐
知识推荐
百科推荐


职位:BIM开发工程师
擅长专业:土建 安装 装饰 市政 园林


