

大长径比整体硬质合金深孔钻头的切削性能分析
格式:pdf
大小:270KB
页数:3P
人气 :94
 4.4
4.4
讲述了深孔钻削的优点及局限性,着重分析了带有XD技术的大长径比整体硬质合金麻花深孔钻的特点,通过性能分析及相关比较解析了深孔钻头高效加工的优点及合理的钻削步骤。



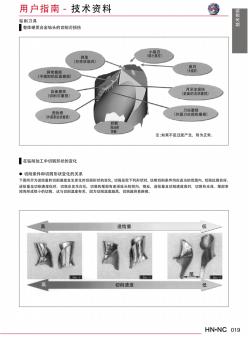
 能替代钻头/铰刀的硬质合金深孔钻头
能替代钻头/铰刀的硬质合金深孔钻头 能替代钻头/铰刀的硬质合金深孔钻头
采用经优化设计的整体硬质合金钻头可完全替换高速钢钻头/铰刀复合刀具,一次装加工出高精度深孔。随着硬质合金刀具材料技术的不断发展,新近由美国guhring公司开发出一种由先进的晶粒组织结构极其致密的亚微米硬质合金材料制成、只在一个直径上分布三个切削刃的整体式硬质合金钻头。能一次加工出的高精度、低表面粗糙度的深孔。此种整体式硬质合金钻头耐磨性高、耐红热性好,并具有耐热冲击韧性好等特点。
编辑推荐下载
加长硬质合金深孔钻头的工艺设计 加长硬质合金深孔钻头的工艺设计
格式:pdf
大小:178KB
页数:2P
4.7
随着我国现代工业的飞速发展,深孔加工产业在不断地增长。目前,市场不但需要大量不同规格的bta单长深孔钻、喷射钻和df深孔钻,而且孔加工的深度在不断的加长,所以钻杆的长度就得按市场的需要加长,因此设计了这种加长硬质合金深孔钻头。设计时将此刀具分为三部分:深孔钻头部分、钻杆ⅰ和钻杆ⅱ。如图1所示,将钻头部分、钻杆ⅰ

大长径比整体硬质合金深孔钻头的切削性能分析热门文档
整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头 整体硬质合金钻头CoroDrill 860切削速度最快的整体硬质合金钻头
格式:pdf
大小:357KB
页数:1P
4.5
先进的槽形和排屑槽设计与独特的涂层相结合是corodrill860获得成功的关键。
基于ANSYS的硬质合金钻头切削变形的研究 基于ANSYS的硬质合金钻头切削变形的研究
格式:pdf
大小:379KB
页数:2P
4.6
通过ansys软件对硬质合金钻头在切削过程中的变形进行分析,分析过程中模拟钻头切削环境求出切削过程中钻头最大变形,并对试验值与理论计算值进行对比,确定硬质合金钻头最优的几何角度。根据分析结果试制了硬质合金钻头,进行切削性能试验,为钻头参数化设计提供理论依据。
新型整体硬质合金三刃麻花钻切削性能的试验研究 新型整体硬质合金三刃麻花钻切削性能的试验研究
格式:pdf
大小:525KB
页数:未知
4.6
本文简要介绍了新型整体硬质合金三刃麻花钻的结构特点,对这种新型钻头的切削性能、加工效率、钻削力、孔的加工精度和表面粗糙度、断屑性能等进行了试验,并与普通高速钢麻花钻进行了对比,试验结果表明,新型整体硬质合金三刃麻花钻的切削性能明显优于普通高速钢麻花钻,是一种性能优良的新的硬质合金钻型.
大长径比整体硬质合金深孔钻头的切削性能分析精华文档
用于钢件钻削的整体硬质合金钻头 用于钢件钻削的整体硬质合金钻头
格式:pdf
大小:175KB
页数:2P
4.3
山特维克可乐满的钻削产品和行业专家johndotday指出,提高生产率固然重要,但该公司发现,大批量零件制造商往往更关心如何提高和达到可预测的刀具寿命,在钢件钻削加工中尤其如此,因为不同批次工件材料的微小变化可能会导致刀具破损。
硬质合金钻头钻削球墨铸铁的切削性能研究 硬质合金钻头钻削球墨铸铁的切削性能研究
格式:pdf
大小:444KB
页数:3P
4.8
在观察磨损形貌的基础上,分析硬质合金钻头在加工球墨铸铁时的主要磨损形式。在设定轴向力极值、将磨损标准量化之后,推算出刀具寿命预测公式,并得出结论,在钻削qt600牌号的球墨铸铁曲轴时,硬质合金钻头的主要磨损形式为钻尖磨损,相应的轴向力极限推荐值为5500n。除了大长径比和大直径钻头以外,对于大部分钻头而言,刀具寿命预测公式与实际寿命误差在10%以内。
大长径比整体硬质合金深孔钻头的切削性能分析最新文档
硬质合金取心钻头
格式:pdf
大小:2.4MB
页数:4P
4.6
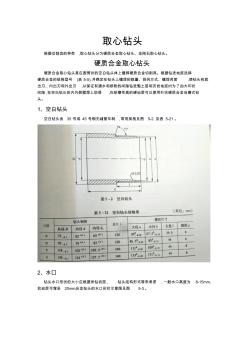
取心钻头 根据切削齿的种类,取心钻头分为硬质合金取心钻头、金刚石取心钻头。 硬质合金取心钻头 硬质合金取心钻头是在圆筒状的空白钻头体上镶焊硬质合金切削具。根据钻进地层选择 硬质合金的规格型号(表5-5),并确定在钻头上镶焊的数量、排列方式、镶焊角度,使钻头有底 出刃、内出刃和外出刃,以保证有通水和排粉的间隙钻进黏土层和页岩地层时为了加大环状 间隙,在空白钻头的内外侧壁焊上肋骨,在研磨性高的硬地层可以使用针状硬质合金自磨式钻 头。 1、空白钻头 空白钻头由35号或45号钢无缝管车制,常用规格见图5-2及表5-21。 2、水囗 钻头水口形状的大小应根据所钻岩层、钻头结构形式等来考虑,一般水口高度为8-15mm, 软岩层可增至20mm,合金钻头的水口形状示意图见图5-3。 3、硬质合金的排列和出刃 硬质台金切削具在钻头底唇面的排列形式基本有三种,见图
 新型整体硬质合金钻头
新型整体硬质合金钻头 新型整体硬质合金钻头
格式:pdf
大小:166KB
页数:未知
4.7
1988年数控机床在工业中的大量应用,促使英国skf&dormertools公司开发了一种cdx整体硬质合金钻头。由于该公司的adxtin涂层高速钢钻头,在精度、性能和价格方面一直是硬质合金钻头的成功竞争对手,所以adx钻头就成为公司开发这种能在大多数先进的高速机床上提供更高生产率的cdx整体硬质合金钻头的理想背景。
 整体硬质合金还是模块化钻头?
整体硬质合金还是模块化钻头? 整体硬质合金还是模块化钻头?
格式:pdf
大小:104KB
页数:未知
4.8
这是一个自2004年7月份以来我们和我们的客户所关心的问题。因为根据项目,我们就可以提供alphapoint,一种高性能模块式钻头,直径范围12~25mm,我们现在可以提供两种具有不同应用优点的技术。
 "WSTAR"整体硬质合金钻头
"WSTAR"整体硬质合金钻头 "WSTAR"整体硬质合金钻头
格式:pdf
大小:161KB
页数:1P
4.4
"wstar"整体硬质合金钻头可以对不易进行干式、半干式加工的零件或使用钻头进行加工的孔进行加工,它特别适合对钢材进行半干式加工。
大长径比整体硬质合金深孔钻头的切削性能分析相关
文辑推荐
知识推荐
百科推荐


职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


