

冲压弯头的工序过程及注意事项处理的基本知识
格式:pdf
大小:6KB
页数:3P
人气 :58
 4.5
4.5
冲压弯头的工序过程及注意事项处理的基本知识 冲压弯头 是一种良好的弯头,在不同的领域和行业中广泛使用和推 广,得到不同程度的应用和普及。冲压弯头是采用与管材相同材质的板 材用冲压模具冲压成半块环形弯头, 然后将两块半环弯头进行组对焊接 成形,冲压弯头的焊接需要按照一定的工序进行生产和加工。由于各类 管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工根据 管道焊缝等级进行焊接,因此,也称为两半冲压弯头 . 冲压弯头 加工是借助于常规或专用冲压设备的动力,使板料在模 具里直接受到变形力并进行变形,从而获得一定形状 ,尺寸和性能的产 品零件的生产技术。 在加工中 注意事项 良好的生产技术。板料,模具和设备是冲压加 工的三要素,在生产时要注意良好的使用与配合。冲压加工是一种金属 冷变形加工方法。所以,被称之为冷冲压或板料冲压,简称冲压。它是 金属塑性加工(或压力加工)的主要方法之一,也隶



冲压弯头的使用方法及注意事项(2012年最新)
http://sumin2010.jdol.com.cn http://gujiancong.jdol.com.cn/ http://llofzz.jdol.com.cn/ http://clhtdq.jdol.com.cn/ 冲压弯头的使用方法及注意事项(2012年最新) 冲压弯头是一种良好的弯头,在不同的领域和行业中广泛使用和推广,得到 不同程度的应用和普及。冲压弯头是采用与管材相同材质的板材用冲压模具冲压 成半块环形弯头,然后将两块半环弯头进行组对焊接成形,冲压弯头的焊接需要 按照一定的工序进行生产和加工。 由于各类管道的焊接标准不同,通常是按组对点固的半成品出厂,现场施工 根据管道焊缝等级进行焊接,因此,也称为两半冲压弯头,冲压弯头加工是借助 于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从 而获得一定形状,尺寸和性能的产品
冲压弯头
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
编辑推荐下载

冲压弯头的标准
格式:pdf
大小:10KB
页数:1P
4.7
冲压弯头的标准 弯头现在国际通用的标准是美国的国家标准ansib16.9和16.28。该标 准的外径尺寸范围是1/2〃~80〃,一般24〃以内的都是用无缝钢管为原 材料,26〃到80〃的都是用钢板冲压以后再焊接。壁厚最大可达60mm,最 小到1.24mm。钢种用的最多的是碳素钢(20#)、合金钢和不锈钢,共24 个钢种。锅炉上用的crmo钢像15cr,用量比较大。三通,外径范围在2.5〃 -60〃,从26〃-60〃为焊接三通。壁厚28-60mm。大小头规格范围,常 规上先说大头规格,再说小头规格,大头最小0.75〃,小头最小0.5〃, 大头最大60〃,小头最大48〃,20-60〃为焊接的,壁厚2.8-4.5mm。 弯头的中国国标:gb/t12459,gb/t13401,sh3408,sh3409,hg/t 2
冲压弯头 (2)
格式:pdf
大小:48KB
页数:7P
4.7
1.5d和2.5d是指的弯头弯曲半径,1.5和2.5是指的弯头弯曲半径的系数; d是指该弯头的公称直径。比如dn100的弯头,1.5d的弯曲半径 =1.5x100=150mm;2.5d的弯曲半径=2.5x100=250mm。 所以钢管弯头1.5d和2.5d的区别相似于以150mm和250mm画一个圆的 区别。(一个圆分成四份,其中之一份就是一个90°弯头)和对应的无缝钢管的 型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 异径管的质量应符合现行国家标准《钢制对焊无缝管件》gb/t12459-2005的规 定,并应满足下列要求: 1)异径管外观不应有裂纹、重皮,壁厚应大
冲压弯头的工序过程及注意事项处理的基本知识热门文档

冲压弯头的加工工艺
格式:pdf
大小:145KB
页数:2P
4.6
(1)冲压加工的生产效率高,且操作方便,易于实现机械化与自动化,这是因为冲压是依靠冲模和冲压设 备来完成加工,普通压力机的行程次数为每分钟可达几十次,高速压力要每分钟可达数百次甚至千次以上, 而且每次冲压行程就可能得到一个冲压件。 (2)冲压一般没有切屑碎料生成,材料的消耗较少,且不需其它加热设备,因而是一种省料,节能的加工方 法,冲压件的成本较低。 (3)冲压可加工出尺寸范围较大,形状较复杂的零件,如小到钟表的秒表,大到汽车纵梁,覆盖件等,加上 冲压时材料的冷变形硬化效应,冲压的强度和刚度均较高。 (4)金匠冲压时由于模具保证了冲压件的尺寸与形状精度,且一般不破坏冲压件的表面质量,而模具的 寿命一般较长,所以冲压的质量稳定,互换性好,具有“一模一样”的特征。 冲压弯头的成型工艺过程是复杂的,需要根据不同的材质和用途进行焊接,在一定的压力下进
冲压弯头的分类及优点
格式:pdf
大小:14KB
页数:2P
4.5
冲压弯头的分类及优点 冲压弯头是弯头管件中的一种,在国内外中具有良好的发展趋势,在实际的 使用性能中能够产生良好的作用。成形基本工艺过程是:首先焊接一个横截面为 多边形的多棱环壳或两端封闭的多棱扇形壳,内部冲满压力介质后,施以内压, 在内压作用下横截面由多边形逐渐变成圆,最终成为一个圆形环壳。冲压弯头具 有良好的生产和加工工艺,能够在实际的使用和生产中产生良好的性能和价值, 为不同的行业产生一定的价值和贡献,满足不同行业的性能价值。 冲压弯头不会产生腐蚀、点蚀、锈蚀或磨损,在管路系统中,冲压弯头是改 变管路方向的管件。按角度分,有45°及90°180°三种最常用的,另外根据工 程需要还包括60°等其他非正常角度弯头。弯头的材料有铸铁、不锈钢、合金 钢、可煅铸铁、碳钢、有色金属及塑料等。与管子连接的方式有:直接焊接、法 兰连接、螺纹连接及承插式连接等。 冲压弯头在不同的

碳钢弯头冲压弯头两个兄弟
格式:pdf
大小:13KB
页数:1P
4.7
在两个不同的地方有两个不同的铁,可以有是冥冥中自有天意吧 公司派出了两辆车开往了两个不同的地方。到了那里现从辆车一会就装满了许多的铁 块,不一会就回来了。 来了公司的空旷的场地后,把所有的铁都倒在了一起,晕晕之中两个铁兄弟就倒在一起 紧挨着,, 碳钢弯头问冲压:“我们是来这作什么的呀?”冲压说听说可能能是制作弯头的,我 们可是两个不同的类型呀,你是作碳钢弯头的,我是作冲压弯头的弯头的呵。” 到了下午,他们一起被送进了厂房,经过了很多的步骤,他们成形了,又被放在了一起, 现在两个兄弟,你看着我我看着你,互相的笑了 冲压问碳钢,你们碳钢弯头有什么好吗,可以说下吗?”碳钢于是就自豪的说了起来 其实碳钢弯头也叫弯头盘,我们碳钢弯头就是两个大口径管道的连接装置。碳钢弯头就 是碳素钢制成的弯头。低碳钢塑性好强度低,加入适量碳元素后就会变得坚硬,塑性降低强 度增强。 碳钢弯头
 冲压弯头压制过程应力分析及压力值的确定
冲压弯头压制过程应力分析及压力值的确定 冲压弯头压制过程应力分析及压力值的确定
格式:pdf
大小:220KB
页数:未知
4.8
本文应用弯曲应力的分析及机械自销原理,分析了弯头在冲压变形过程的应力,为压制不同规格的弯头应选用多大压力机及采用多大压力提供了初步的理论依据。
冲压弯头的工序过程及注意事项处理的基本知识精华文档
冲压弯头尺寸规格表
格式:pdf
大小:25KB
页数:1P
4.5
外径(mm) dnonfb5s10s20s40s80s120s 151/21821.33816 0.04 0.05 0.05 0.06 0.059 0.063 0.06 0.08 0.08 0.10 203/42526.738 0.06 0.06 0.07 0.08 0.08 0.09 0.09 0.10 0.13 0.13 2513233.43816 0.08 0.08 0.12 0.13 0.13 0.135 0.14 0.14 0.18 0.19 321.1/43842.24820 0.11 0.13 0.18 0.21 0.21 0.24 0.23 0.26 0.31 0.35 401.1/24548.35724 0.16 0.17 0.26 0.28 0.30 0.32 0.33 0.35 0.44 0.48 502
冲压弯头价格表
格式:pdf
大小:35KB
页数:1P
4.8
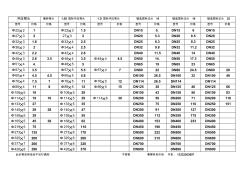
冲压弯头镀锌弯头1.5d国标冲压弯头1.d国标冲压弯头锻造国标法兰10锻造国标法兰16锻造国标法兰25 型号价格价格型号价格型号价格型号价格型号价格型号价格 ф22χ21ф22χ31.5dn155.dn156dn15 ф27χ3227χ32dn205.3dn206.5dn20 ф32χ31.6ф32χ42.5dn256.3dn258.3dn25 ф38χ32ф34χ42.5dn329.8dn3211.2dn32 ф42χ32.2ф42χ42.8dn4011.5dn4014dn40 ф48χ32.63.5ф48χ43.5ф48χ44.5dn5014.dn5017.3dn50 ф51χ44.ф48χ55dn6519dn65
3D弯头的使用注意事项
格式:pdf
大小:9KB
页数:1P
4.6
3d弯头的使用注意事项 弯头我们都知道是什么,而且现在的弯头应用的还是挺广泛的呢,但是对于3d弯头大 家知道是什么呢?有见过是什么样子的吗?下面就为大家介绍3d弯头。 3d弯头是指弯头轴线的弯曲半径为管子公称直径3倍的一种弯头。它与长半径弯头(弯 曲半径为管子公称直径的1.5倍)和短半径弯头(弯曲半径与管子公称直径相等)的作用相 同,都是用于管道转弯处的一种管配件。 河北广通弯管制造有限公司坐落于孟村县,东临渤海,北靠京津,距离天津港只有110 公里,环境优越,交通便利。该公司是一家以2d弯头,3d弯头,新标弯头,老标弯头为重 点生产产品的企业,公司创始于1986年,经过20多年的努力,广通已经成长为一家集研发、 设计、生产、加工、检验、销售为一体的专业管件制造厂家。公司可严格按照最新的国际、 国内标准生产各种型号和壁厚的高、中、低压碳钢、不锈钢、合
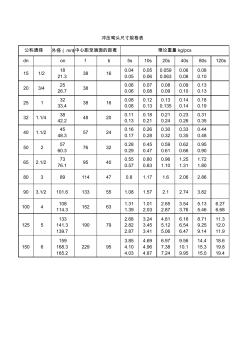
冲压弯头尺寸重量对照表
格式:pdf
大小:56KB
页数:2P
4.6
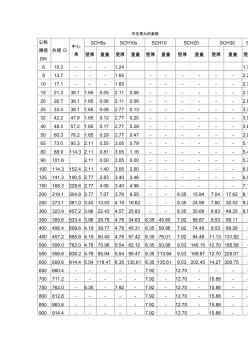
冲压弯头的参数 公称 通径 dn 外径d 中心 高 sch5ssch10ssch10sch20sch30s 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量壁 610.3---1.241.7 813.7---1.65------2.2 1017.1---1.65------2.3 1521.338.11.650.052.110.06------2.7 2026.738.11.650.062.110.08------2.8 2533.438.11.650.082.770.13------3.3 3242.247.81.650.122.770.20------3.5 4048.357.21.650.1
冲压弯头的工序过程及注意事项处理的基本知识最新文档

房屋装修基本知识与注意事项
格式:pdf
大小:58KB
页数:9P
4.4
房屋装修基本知识与注意事项 一、房屋装修的主要环节 装修,大致是按照这20步完成的。 1.前期设计;2.主体拆改;3.水电改造;4.木工;5.贴砖;6.刷墙面漆;7.厨卫吊顶;8. 橱柜安装;9.木门安装;10.地板安
90度冲压弯头规格尺寸
格式:pdf
大小:69KB
页数:5P
4.4
90度冲压弯头规格尺寸 悬赏分:0-解决时间:2009-4-1116:29 直径57、89、108、159、273、325的 问题补充: 90度弯头管中r的半径是多少? 提问者:bghgyt-见习魔法师三级 最佳答案 和对应的无缝钢管的型号标注一样,外径乘以壁厚的毫米数,如:φ57×3.5;φ89×4.5;φ108×4.5; φ159×6;φ273×6;φ325×8; 市面上的90度弯头,一般r=1.5d最常用,再就是r=5d,也有按需求定制的。 弯头,法兰标准 悬赏分:10-解决时间:2008-10-1210:42 谁能给份弯头的标准和法兰的标准啊 万分感谢 弯头的画法也可以,谢谢,谢谢 弯头gb/t12459-2005asmeb16.9-2003din_2605-1-1991等 法兰也比较多,常用jb/81-

冲压弯头尺寸重量对照表
格式:pdf
大小:54KB
页数:2P
4.6
冲压弯头的参数 公称 通径 dn 外径d中心高 sch5ssch10ssch10sch20sch30 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量 6--- 8--------- 10--------- 15------ 20------ 25------ 32------ 40------ 50------ 65------ 80------ 90------ 100------ 125------ 150------ 200-- 250-- 300-- 350 400 450 500 550 600 650--------- 700----
冲压弯头尺寸重量对照表(20200928190455)
格式:pdf
大小:55KB
页数:2P
4.6
冲压弯头的参数 公称通径dn外径d中心高 sch5ssch10ssch10sch20sch30 壁厚重量壁厚重量壁厚重量壁厚重量壁厚重量壁 6--- 8--------- 10--------- 15------ 20------ 25------ 32------ 40------ 50------ 65------ 80------ 90------ 100------ 125------ 150------ 200-- 250-- 300-- 350 400 450 500 550 600 650--------- 700---

蝶阀的基本知识、结构、及安装维修注意事项
格式:pdf
大小:101KB
页数:4P
4.5
发布时间:2008-8-2516:36:33发布人:泰通阀门 蝶阀(butterflyvalve)是指关闭件(阀瓣或蝶板)为圆盘,围绕阀轴旋转来达到开启与关 闭的一种阀,在管道上主要起切断和节流用。蝶阀启闭件是一个圆盘形的蝶板,在 阀体内绕其自身的轴线旋转,从而达到启闭或调节的目的。蝶阀全开到全关通常是 小于90°,泰通蝶阀和蝶杆本身没有自锁能力,为了蝶板的定位,要在阀杆上加装 蜗轮减速器。采用蜗轮减速器,不仅可以使蝶板具有自锁能力,使蝶板停止在任意位置上,还能改善泰通 阀门的操作性能。 工业专用蝶阀的特点能耐高温,适用压力范围也较高,阀门公称通径大,阀体采用碳钢制造,阀板的密封 圈采用金属环代替橡胶环。大型高温蝶阀采用钢板焊接制造,主要用于高温介质的烟风道和煤气管道。 阀门型号大全 阀门型号编制方法、阀门编号说明 阀门型号通常应表示阀门类型、驱动方式、连接形式、结构特

铝材冲压注意事项
格式:pdf
大小:13KB
页数:1P
4.6
铝材冲压注意事项 铝合金材料较软,价格昂贵,容易断裂以及部分铝合金产品还需后续加工,如拉丝﹑阳极处理等,在冲压生 产时特别容易产生顶伤﹑刮伤,在模具制造方面要特别注意以下几点: 1.对于不影响工程数的情况下冲孔尽量排在后面工程冲孔,甚至对于冲孔数量较多的产品可考虑多做一个 工程也要将冲孔排在后面冲。 2.铝料较软且模具较容易堵料,故在设计模具放间隙时宜放双边料厚10%的间隙,刀口直深位以2mm较 为合适,锥度以0.8-1°为合适。 3.折弯成型时,因铝料在折弯时容易产生铝屑,会造成点伤﹑压痕,铝原材需贴pe膜,在滚轮及电镀的 情况下,成型块以抛光镀硬铬为佳。 4.对于需阳极后加工的冲压件,如有压平﹑推平工序180°,产品不可完全压合,完全压合会产生吐酸现象, 需留0.2—0.3mm的缝,以便酸液顺利及时流出,故在此工序上必须做限位块并标定模高于模具上
软土地基处理的方法及注意事项
格式:pdf
大小:149KB
页数:2P
4.7
公路路基通过地基承载力较低的路段时,必须进行软土地基处理,软土地基处理的方法种类较多,分别有换填法、桩体挤密法、沙井法、塑料排水板法、预压加固法、强夯法、电渗法、震动水冲法、深层搅拌桩、高压喷射注浆、化学固剂等施工方法。以下简单介绍以下目前在公路工程施工中的软土地基处理的方法及注意事项,并详细举例介绍粉喷桩施工的全过程及注意事项。

装饰细部处理及注意事项
格式:pdf
大小:7.6MB
页数:21P
4.4
一、水电 1、防水施工宜采用涂膜防水 2、防水工程应该在隐蔽工程施工完成并验收后做 3、防水施工完成后要做2次蓄水试验 4、浴室防水层应该不低于1.8米 5、地漏、阴阳角、管道等地方要多做一次防水 6、地漏要用防臭地漏 7、冷热水管左热右冷 8、水管尽量不要从地上走 9、冷水管在墙里要有1cm的保护层,热水管是1.5cm,因此槽要开得深 10、装ppr管是要考虑贴好瓷砖的厚度,这样管子不会露出来 11、烧菜只有几分钟,洗菜要很久,水斗一定要买大的 12、龙头和台盆要配套,弄不好就装不上去了 13、马桶安装不能用水泥,要用硅胶 14、马桶、龙头安装好后要注意保护 15、买马桶时要考虑马桶的坑距 16、洗衣机要考虑是上排水还是下排水 17、卫生间里最好不要装电话,容易受潮 18、卫生间里的镜子要先考虑好尺寸,否则镜前灯很容易就装高了 19、
 QC成果基本步骤及注意事项
QC成果基本步骤及注意事项 QC成果基本步骤及注意事项
格式:ppt
大小:274KB
页数:未知
3
qc成果基本步骤及注意事项——本资料为qc成果基本步骤及注意事项,ppt格式,共13页qc成果基本步骤及注意事项qc成果基本步骤及注意事项qc成果基本步骤及注意事项qc成果基本步骤及注意事项qc成果基本步骤及注意事项
冲压弯头的工序过程及注意事项处理的基本知识相关
文辑推荐
知识推荐
百科推荐


职位:现场施工员
擅长专业:土建 安装 装饰 市政 园林


