

常用麻花钻头规格(20201016104249)
格式:pdf
大小:54KB
页数:1P
人气 :67
 4.7
4.7
精心整理 来源网络,仅 供个人学习参考 麻花钻头规格 : Φ1.0,Φ1.5,Φ2.0,Φ2.5,Φ3.0,Φ3.2,Φ3.3,Φ3.5,Φ3.8,Φ4.0,Φ4.2,Φ4.5 ,Φ4.8,Φ5.0,Φ5.2,Φ5.5,Φ5.8,Φ6.0Φ,6.2,Φ6.5,Φ6.8,Φ7.0,Φ7.2,Φ7. 5,Φ7.8,Φ8.0,Φ8.2,Φ8.5,Φ8.8,Φ9.0,Φ9.2,Φ9.5,Φ10.0,Φ10.2,Φ10.5 ,Φ11.0,Φ12.0,Φ12.5,Φ13.0,Φ13.5,Φ14



麻花钻头的种类及规格
麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般用于钻孔前打中心点用,前端锥面有60°,75°,90°等,车床 作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合. (2).麻花钻头:为工

麻花钻头种类及格
麻花钻头种类及格 2 ————————————————————————————————作者: ————————————————————————————————日期: 3 麻花钻头的种类及规格 1.钻头是一种旋转而头端有切削能力的工具,一般以碳钢sk,或高速钢skh2, skh3等材料经铣制或滚制再经淬火,回火热处理后磨制而成,用于金属或其它材 料上之钻孔加工,它的使用范围极广,可运用于钻床、车床、铣床,手电钻等工具机 上使用。 2.钻头种类 a.依构造分类 (1).整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成. (2).端焊式钻头,钻顶部位由碳化物焊接而成. b.依钻枘分类 (1).直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄. (2).锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度. c.依用途分类 (1).中心钻头:一般
常用麻花钻头规格热门文档
 基于参数化设计的麻花钻头及其仿真验证
基于参数化设计的麻花钻头及其仿真验证 基于参数化设计的麻花钻头及其仿真验证
格式:pdf
大小:250KB
页数:3P
4.6
分析了麻花钻头的加工过程,对钻头螺旋槽的成型过程中的主要参数进行了介绍。重点对钻头加工中的正问题进行研究,即对给定砂轮截面型线计算螺旋槽的端面型线,并建立了坐标系与刀片曲线的坐标方程,给出了曲线方程的详细求解过程。最后将本文的设计结果与商业软件模拟结果进行对比,结果表明在设计的线形上基本一致,细微的差别,主要是导向角不同而引起的。
天津研制出数控麻花钻头沟槽磨床 天津研制出数控麻花钻头沟槽磨床
格式:pdf
大小:287KB
页数:1P
4.4
天津市轮达技术开发公司研制出ld400cnc数控麻花钻头磨槽机。该机床采用强力磨削原理对直柄、锥柄麻花钻头沟槽磨削成形,具有自动分度、砂轮修整、砂轮补偿等功能,上下料采取手工方式。
常用钻头规格表
格式:pdf
大小:64KB
页数:3P
4.5
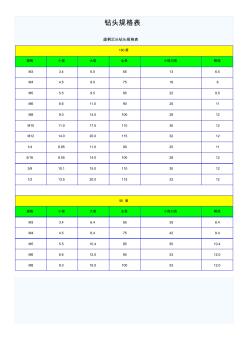
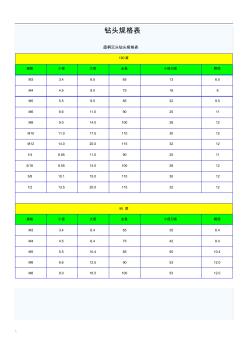
钻头规格表 直柄沉头钻头规格表 180度 規格小徑大徑全長小徑刃長柄徑 m33.46.565136.5 m44.58.075188 m55.59.585229.5 m66.611.0902511 m89.014.01002812 m1011.017.51103012 m1214.020.01153212 1/46.8511.0902511 5/168.5514.01002812 3/810.115.01103012 1/213.520.01153212 90度 規格小徑大徑全長小徑刃長柄徑 m33.46.465356.4 m44.58.475428.4 m55.510.4855010.4 m66.612.5905312.
麻花钻头钻削H13模具钢细长小孔 麻花钻头钻削H13模具钢细长小孔
格式:pdf
大小:374KB
页数:3P
4.5
叙述了在生产实践中,如何采用麻花钻头在h13模具钢上加工出了细长孔的加工过程.详尽分析了钻头的工作状态,切削时的抗力分析,磨损折断时的几种形式及失效状态.钻削过程中,观察钻头钻削状况,手动进给感觉钻头轴向力度,添加极压乳化液降低磨损和不断退刀及用笔刷清屑,试磨削钻头135°顶角并努力在钻头横刃上磨出第二切削刃等,最终达到工序要求.
常用麻花钻头规格精华文档
小直径PCD麻花钻头电火花磨削加工系统的研制 小直径PCD麻花钻头电火花磨削加工系统的研制
格式:pdf
大小:255KB
页数:3P
4.7
基于数控电火花磨削加工机床,研制了用于加工小直径pcd麻花钻头的数控螺旋伺服进给加工系统,介绍了系统的加工原理、机械系统和伺服控制系统的设计方法。
常用钻头规格表
格式:pdf
大小:71KB
页数:4P
4.5
. ;. 钻头规格表 直柄沉头钻头规格表 180度 規格小徑大徑全長小徑刃長柄徑 m33.46.565136.5 m44.58.075188 m55.59.585229.5 m66.611.0902511 m89.014.01002812 m1011.017.51103012 m1214.020.01153212 1/46.8511.0902511 5/168.5514.01002812 3/810.115.01103012 1/213.520.01153212 90度 規格小徑大徑全長小徑刃長柄徑 m33.46.465356.4 m44.58.475428.4 m55.510.4855010.4 m66.612.590
浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法 浅谈标准麻花钻头的钻削特点和耐用度及刃磨方法
格式:pdf
大小:1.2MB
页数:6P
4.6
针对传统切削刀具——标准高速钢麻花钻头的切削特点及工件材料的性能特点,分析了如何采取正确合理的操作使用方法和采用合理的刃磨方法,来提高钻头的耐用度和使用寿命。
加工42CrMo曲轴的整体合金麻花钻头的寿命提高 加工42CrMo曲轴的整体合金麻花钻头的寿命提高
格式:pdf
大小:232KB
页数:3P
4.7
针对实际生产中出现的刀具寿命低、加工区域温度过高以及加工表面质量不好等问题,结合深孔加工技术的技术特点对现场加工状况的分析,找出影响寿命的原因;通过改进刀具几何参数、加工参数以及刀具制造工艺解决了刀具寿命问题,使寿命从原来每支100件提高到150件,并提高了加工质量以及加工效率。
小直径聚晶金刚石麻花钻头的放电加工工艺研究 小直径聚晶金刚石麻花钻头的放电加工工艺研究
格式:pdf
大小:85KB
页数:3P
4.7
本文介绍了近年来国际上人造聚晶金刚石麻花钻头工艺研究情况,着重介绍了作者在已完成的dk6825旋转式数控电加工机床上利用放电加工进行小直径(ф6以下)聚晶金刚石麻花钻头的工艺研究情况;介绍了放电加工时采用的设备,附件和主要工艺方法。
常用麻花钻头规格最新文档
自攻自断相配套麻花钻头在窝洞制备中的应用 自攻自断相配套麻花钻头在窝洞制备中的应用
格式:pdf
大小:149KB
页数:2P
4.6
活髓磨牙、前切牙切角缺损、契状缺损、高度磨耗症的部位往往难以达到制洞要求,固位力和抗力条件差而修复失败,笔者在用自攻自断相配套麻花钻头一次性修复完成。10年来临床应用150例患者进行了随访,观察成功145例。该方法操作简便快捷,效果满意,不失为活髓磨牙龋齿、前切牙切角、契状缺损修复的一种良好术式。

常用的锥柄麻花钻规格型号参考
格式:pdf
大小:10KB
页数:2P
4.6
莫氏锥度是一个锥度的国际标准,用于静配合以精确定位。由于锥度很小,利用摩擦力的原理,可以传递一定的扭距, 又因为是锥度配合,所以可以方便的拆卸。在同一锥度的一定范围内,工件可以自由的拆装,同时在工作时又不会影响到 使用效果,比如钻孔的锥柄钻,如果使用中需要拆卸钻头磨削,拆卸后重新装上不会影响钻头的中心位置。 莫氏锥度,有0,1,2,3,4,5,6共七个号,锥度值有一定的变化,每一型号公称直径大小分别为9.045,12.065, 17.78,23.825,31.267,44.399,63.348。主要用于各种刀具(如钻头、铣刀)各种刀杆及机床主轴孔锥度。 号数锥度c外锥大径基本尺寸d 01:19.2129.045 11:20.04712.065 21:20.02017.78 31:19.92223.825 4

直柄钻头规格表
格式:pdf
大小:41KB
页数:3P
4.3
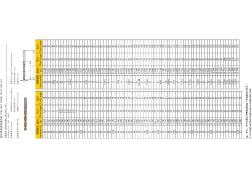
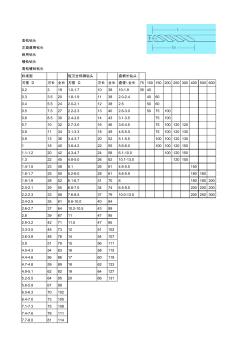
含钴钻头 左旋直柄钻头 铝用钻头 镀钛钻头 高钴镀钛钻头 标准型短刃全钨钢钻头直柄长钻头 刃径d刃长全长刃径d刃长全长直径\全长75100150200250300 0.23191.0-1.7103810-1.93540 0.33.5201.8-1.911382.0-2.44060 0.45.5242.0-2.112382.55060 0.57.5272.2-2.313402.6-3.05075100 0.68.5302.4-2.614433.1-3.575100 0.710322.7-3.016463.6-4.575100120120 0.811343.1-3.318494.6-5.075100120130 0.91336
钻头规格表
格式:pdf
大小:48KB
页数:7P
4.6
钻头规格,钻头规格表,钻头的规格 钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的 钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体 材料上钻孔,但习惯上也将它们归入钻头一类。 钻头结构: 一种钻头,包括一个刀杆(1),刀杆有一个尖端,尖端有两个 位于一个主平面(c-c)上的切削刀片(5、5′),所述切削刀片(5、5′) 具有在共同第二平面(e-e)上取向的短的中心切削刀刃。所述刀刃形成一个点 状中心切削刀刃用于进入工件,并且由此将钻头对中。在刀杆上,设两个排屑槽(6、 6′),所述排屑槽(6、6′)从尖端延伸到底端。在沿刀杆的任一截面上,排 屑槽在管平面上都位于彼此径向相对的位置,管平面与在管的两侧的两个刃带的共 同刃带平面(f-f)成90°延伸,所述刀杆在该平面具有最大的刚性。中心切 削刀刃的第二平面(e-e)的取向与刃带平面
年产1200万件W6Mo5Cr4V2高速钢直柄麻花钻头热处理生产线
格式:pdf
大小:126KB
页数:10P
4.6
设计 题目 成绩 课 程 设 计 主 要 内 容 各位同学根据设计题目,编制课程设计任务书,其中应包括如下内容:制定热 处理工艺、工作制度、年时基数、生产纲领,选择所需要的热处理设备,最后应给 出参考文献,并绘制出设备在车间的平面布置图。具体要求如下: (1)确定工件的形状、尺寸,制定出车间的工作制度、年时基数、生产纲领; (2)对于没有给出材料的零件,选择材料,要论述工件的服役条件及对材料性能的 要求; (3)确定工件的加工工艺流程,制定热处理工艺,并且,加以论述其依据; (4)根据热处理工艺选择适当的热处理设备,对主要的加热设备的炉体结构、炉膛 尺寸、功率要进行计算和论述,根据生产率确定所需要的台数; (5)合理地设计工件的热处理生产线,画出设备在车间里面的平面布置图(该图要 求用计算机绘制,并用a3纸打印出来,图中设备用参考图例画出,其它的要按照 国家标准画出); (
直柄钻头规格表 (2)
格式:pdf
大小:61KB
页数:3P
4.5
含钴钻头 左旋直柄钻头 铝用钻头 镀钛钻头 高钴镀钛钻头 标准型短刃全钨钢钻头直柄长钻头 刃径d刃长全长刃径d刃长全长直径\全长75100150200250300400500600 0.23191.0-1.7103810-1.93540 0.33.5201.8-1.911382.0-2.44060 0.45.5242.0-2.112382.55060 0.57.5272.2-2.313402.6-3.05075100 0.68.5302.4-2.614433.1-3.575100 0.710322.7-3.016463.6-4.575100120120 0.811343.1-3.318494.6-5.07510012013

空心钻头规格
格式:pdf
大小:482KB
页数:2P
4.7
空心钻头的规格:空心钻头的削切深度:35mm、50mm,75mm 或100mm;如果是需要特需的深度,可以订做,但是订做的交货期 要长,一般为一个月,订货必须是10支起订! 空心钻头的直径规格:12mm至100mm;钻头~如果需要比100mm 的直径大的话,也是可以订做的·~欢迎打电话咨询~~~ 空心钻头的结构:空心钻头刃部采用的三枚组合刃结构、齿距的不等分割、特殊硬质合金刀 刃等是优尼卡独特技术的结晶3枚组合刃由若干个外刃、中刃、内刃组成。每个刀刃在切 削过程中,只负担1/3左右的工作量,加上每个刀刃的内侧也均有切削刀。所以,可以使排 屑非常顺畅。另外由于各刃分别负担一部分切削工作的特性,使得该孔钻极不容易产生崩刃 现象,空心钻头可对50mm厚的钢板进行高精度,高速度穿孔也可打交叉重叠孔,刃部采用 的三枚组合刃结构、齿距
常用麻花钻头规格相关
文辑推荐
知识推荐
百科推荐


职位:建筑一二级建造师
擅长专业:土建 安装 装饰 市政 园林


