

充氩保护单面焊双面成形在不锈钢高压油管上的应用
格式:pdf
大小:147KB
页数:2P
人气 :87
 4.7
4.7
我公司轧钢厂高线生产线加热炉液压管道原为20无缝管,由于投入生产后经常出现漏油现象,后改为1Cr18Ni9Ti不锈钢管,管的规格为95mm×13mm,工作压力为25MPa,焊接质量要求高,焊接接头内不允许有焊瘤、凹陷及过烧现象,并进行超声波探伤(Ⅰ级)及严格的通球检验。常用的焊条



 TGF氩弧焊丝在不锈钢高压油管中的应用
TGF氩弧焊丝在不锈钢高压油管中的应用 TGF氩弧焊丝在不锈钢高压油管中的应用
笔者通常碰到铬镍奥氏体不锈钢高压油管对接接头打底层焊接质量问题,往往采用背面充氩气保护的手工钨极氩弧焊,但焊接时背面充氩工序繁琐,存在不断流失现象,焊接质量难以保证。考虑到氩气价格高,提出自保护tgf焊丝进行焊接尝试和实践。通过实践,不锈钢打底层运用tgf自保护焊丝手工钨极氩弧焊,实行气-渣联合保护,不仅简化工艺、降低成本,提高焊缝质量,而且减少对焊工健康侵害和环境污染,取得了很好经济效益。
自动氩弧焊单面焊双面成形技术与工装
自动氩弧焊单面焊双面成形技术与工装——自动钨极氩弧焊技术,应把工件的壁面、工件接头、夹具的铜垫平面、铜垫沟槽的中心线 和电弧极端作为基准点、基准线和基准面进行规则的协调,使其准确的各居其位,使焊缝自始至终在一种不变的焊透成形状态,采用恒定...
编辑推荐下载
CO2气体保护焊单面焊双面成形技木
格式:pdf
大小:220KB
页数:4P
3
co2气体保护焊单面焊双面成形技木——锅炉及压力容器等重要结构的焊接,要求接头完全连接。有的结构由于尺寸和形状的限制,不适于甚至无法双面施焊,只能在容器单侧进行焊接。因此研究coz气体保护焊单面焊双面成形技术,并与手工电弧焊进行全面比较是将coz气体...
柴油机用304L不锈钢高压油管内挤压研究 柴油机用304L不锈钢高压油管内挤压研究
格式:pdf
大小:330KB
页数:3P
4.4
针对某型号柴油机用304l不锈钢高压油管出现开裂漏油的问题,采用内挤压法对管内表面经780mpa油压、保压125s的内挤压处理后,使其0 ̄50μm非致密层发生强烈塑性形变,晶格严重畸变导致很强的加工硬化效应,使内表层维氏硬度比内层高得多,改善了管材内表层的抗疲劳性能,显著提高了管材抗高压脉动油产生的疲劳载荷的能力,大幅延长了高压油管的使用寿命。
充氩保护单面焊双面成形在不锈钢高压油管上的应用热门文档
纯铝中厚板双丝单面焊双面成形工艺 纯铝中厚板双丝单面焊双面成形工艺
格式:pdf
大小:516KB
页数:3P
4.6
针对厚度为12mm的纯铝板材,采用自动双丝焊技术进行焊接工艺试验。试验结果表明:采用自动双丝焊技术焊接12mm厚纯铝板可一次性成形,单面焊双面成形。焊接过程稳定、焊缝成形好,焊接接头具有优良的焊接质量和力学性能。
单面焊双面成型的工艺
格式:pdf
大小:29KB
页数:14P
4.5
1 南通航运职业技术学院 船舶与海洋工程系 毕业论文 单面焊双面成型的工艺 姓名:洪小兵 学号:425051246 班级:船体5052 专业:船舶工程技术 指导老师:李艳 时间:2010.6.20 2 目录 摘要.....................................................................................................................................................3 绪论.........................................................................................................................
不锈钢单面双面料槽
格式:pdf
大小:2.8MB
页数:3P
4.7
看看不锈钢料槽生产车间 猪八戒是一家生产加工型的养殖公司,尤其不锈钢料槽远近闻名, 本着为用户负责的态度,解决了不下料,浪费料的问题,畅销国内, 今天小编带大家参观一下我们的不锈钢料槽生产车间。 走进不锈钢料槽的生产车间,首先被高端大气上档次的高技术设备吸 引了眼球,一块块不锈钢板在机器里瞬间变成了有用之才,这些钢板 都是大型钢厂的钢板,防腐能力超强。流水线的生产车间,有料板, 料槽面,有拨盘,有调节板,有插板等等各个岗位的工作人员负责不 同的配件生产,加工,修正......严谨的态度加上高科技的技术设备操 作,可以说是0误差,孔没有对不上的,每个零部件的配合组合,又 组成了我们今天的不锈钢省料料槽。 不锈钢方槽采用的拨料结构,解决了粉料,颗粒料通用的问题, 无死角的特点又省料,节约养猪成本,小隔板解决了传统的钢筋隔板 卡小猪,刮耳标的问题,
免充氩不锈钢管氩弧焊
格式:pdf
大小:56KB
页数:5P
4.6
免充氩不锈钢管氩弧焊 焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果背面不采取充氩保护, 焊熔金属易在焊接过程中氧化,产生焊接缺陷。所以在进行不锈钢管道氩弧焊接, 为能保证焊缝背面焊接质量,通常采用管内充氩保护措施。充氩的方法有以下几 种: 1.1小口径管充氩方法 对于小直径管道,可采用整管充气的方法。这种充气方法比较简单,但 随着管线长度增加,氩气浪费较大。一般情况下,采用分段组焊,少量的中间接 头焊接用可溶纸把所焊管口两侧堵住(一般距焊口两侧200~300mm),可溶纸在水 压试验试可自行溶化。 整管充氩的具体方法:将管子的一端用软木塞塞死(木塞中心应打上1 个直径3~5mm的孔,主要防止收弧时,因管内氩气压力过大,引起接头收弧困 难),由管子的另一端充入氩气。 1.2大直径管道充氩方法 对于直径大于89mm的管道,为节约氩气,可采用局部充氩的方法。具 体做法是在
充氩保护单面焊双面成形在不锈钢高压油管上的应用精华文档
管内不充氩不锈钢氩弧焊
格式:pdf
大小:51KB
页数:5P
4.7
管内不充氩不锈钢氩弧焊 采用药芯焊丝,背面不充氩手工钨极氩弧焊焊接不锈钢管道,是一项工艺简单 易行,又能保证焊缝及焊接质量的工艺方法,节省了大量的充氩保护辅助用工, 成本低,功效高,具有显著的优越性,值得安装单位推广应用。 1.概述 焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果背面不采取充氩保护,焊熔 金属易在焊接过程中氧化,产生焊接缺陷。所以在进行不锈钢管道氩弧焊接,为 能保证焊缝背面焊接质量,通常采用管内充氩保护措施。充氩的方法有以下几种: 1.1小口径管充氩方法 对于小直径管道,可采用整管充气的方法。这种充气方法比较简单,但随着管线 长度增加,氩气浪费较大。一般情况下,采用分段组焊,少量的中间接头焊接用 可溶纸把所焊管口两侧堵住(一般距焊口两侧200~300mm),可溶纸在水压试验试 可自行溶化。 整管充氩的具体方法:将管子的一端用软木塞塞死(木
不锈钢管道手工氩弧焊充氩保护工艺
格式:pdf
大小:2.0MB
页数:6P
4.3
攻克不锈钢管道手工氩弧焊内充氩保护工艺难题 [提要]国内市场上至今尚没有制作出专用于不锈钢管道手工氩弧焊内充氩的保护装置,在 金海浆纸业文化纸管道安装工程中,我们把它做为一个工艺课题来攻克,制作出直线对接与 弯头对接焊口、小管径和大管径三通分支管道对接焊口、大管径翻边焊口与直管段焊口等四 种充氩保护装置,应用效果良好,本文在此加以做详细介绍。 [关键词]手工氩弧焊内充氩焊缝被氧化内充氩保护装置 xxxxxxx纸业有限公司大型文化纸机安装工程主体设备、管道为德国福伊特 纸机有限公司制造提供,工程的施工工期只有10余月,其中不锈钢管道预制安 装和焊接工程量很大。该工程是我司的争创优质品牌工程,做为质量控制重点之 一的不锈钢管道焊接,同时来自外方监理(德国技师)、业主高质量要求的压力, 尤其是外方监理对其焊接工艺纪律和质量近乎苛刻的严格要求。 该工程的不锈
不锈钢管道焊接充氩保护 不锈钢管道焊接充氩保护
格式:pdf
大小:596KB
页数:4P
4.7
针对核电施工中出现的大批量不锈钢管道需要安装焊接的实际情况,从保证焊接接头根部焊接质量和降低施工成本出发,对用海绵加胶木板做堵头,用可溶纸做堵头,或者将可溶纸做成截面为u型的环状气室这3种充氩保护方式进行了对比研究。实践表明,这些保护措施不仅适用于不锈钢材质管道焊接接头根部的充氩保护,还可用于各种中、高合金钢材质管道焊接接头根部的充氩保护。

不锈钢管道焊接充氩保护
格式:pdf
大小:2.0MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
板材对接单面焊双面成形焊接中成形缺陷研究 板材对接单面焊双面成形焊接中成形缺陷研究
格式:pdf
大小:88KB
页数:1P
4.6
单面焊双面成形焊技术是指在焊件坡口的正面进行施焊,而焊接后坡口的正面和反面都形成焊缝,均匀美观、成形良好且表面和内在质量均符合要求的焊接工艺。相对于双面焊,单面焊双面成形工艺改善了焊接条件,极大地提高了焊接的效率。本文主要对板材对接单面焊双面成形焊接工艺中成形缺陷的现象、原因进行分析,并提出保障焊接质量与成形的对策。
充氩保护单面焊双面成形在不锈钢高压油管上的应用最新文档

高压油管高压油管总成
格式:pdf
大小:1.1MB
页数:5P
4.6
relationshipbetweengovernmentandbusiness.the"twosessions",generalsecretaryof"pro","clear"thewordsuccinctlysummarizedthenewrelationshipbetweengovernmentandbusiness,aspurepolitics,reshapingthepoliticalrelationshipspecifiedinthedirection.districtleadersinhandlingpoliticalandbusinessrelations,engageintradingpowerformoney,andfin
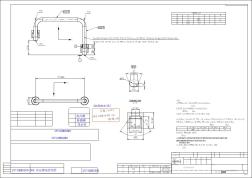
固定管板单面焊双面成形焊接技术 固定管板单面焊双面成形焊接技术
格式:pdf
大小:177KB
页数:3P
4.5
固定管板焊接在生产中经常采用,可分为骑座式和插入式2种类型,由于焊接时要求根部焊透,保证背面成形,正面焊脚对称,因而生产中以骑座式管板焊接较多,且焊接难度较大。如果按照工件空间位置的不同可把这类焊件分为垂直固定平焊、水平固定仰焊和45°固定焊等形式。这里主要介绍水平固定的管板焊接。这类工件焊接时,往往由于板厚与管壁厚相差较大,焊接时管的孔壁容易烧穿;同时由于是角焊缝,焊接时比对接焊缝需要的热量
 铝合金熔化极脉冲氩弧焊单面焊双面成形的研究
铝合金熔化极脉冲氩弧焊单面焊双面成形的研究 铝合金熔化极脉冲氩弧焊单面焊双面成形的研究
格式:pdf
大小:583KB
页数:未知
4.7
本文通过对铝合金电弧焊实现单面焊双面成形所必须条件的分析,说明欲实现铝合金单面焊双面成形,应在工件整个厚度熔透的前提下尽可能限制合力p和提高表面张力f表。同时,通过焊接试验对影响熔化极脉冲氨弧焊电流的各敏感参数(包括脉冲电流波形、平均电弧电压和平均电弧电流、焊接速度、脉冲宽度比、脉冲频率、维弧电流及焊丝直径)对铝合金单面焊双面成形的熔透能力、电弧力和熔池下液面宽度的影响的分析研究,最终选择最佳的焊接参数进行试验,结果证明,熔化极脉冲氩弧焊工艺是解决铝合金单面焊双面成形的较好途径。当工件厚度在3~6mm范围内不开坡口用这种工艺可以较满意地实现单面焊双面成形。
焊条电弧焊单面焊双面成形经验总结 焊条电弧焊单面焊双面成形经验总结
格式:pdf
大小:106KB
页数:1P
4.5
焊条电弧焊单面焊双面成形技术在非标准结构件和小直径容器等的焊接安装过程中具有重要的应用价值。如果在焊接过程中不能够处理好材料、设备、工艺及操作等因素,会造成焊缝结果达不到预期的质量等后果,导致被加工设备出现安全隐患。在焊接过程中应该重点注意以下三点:一是打底层施焊应力求焊缝金属饱满且缺陷尽可能少。二是填充层施焊时,要充分利用电弧自身吹力清除打底层焊缝表面缺陷,并根据焊件厚度确定施焊道数,保证合适的焊缝高度,有利盖面层焊接。三是盖面层焊缝应力求美观。另外,在对被加工金属件进行焊接之前,需要首先确认电焊机的稳定性和引弧性是否处于最优状态,保证电焊机的工艺参数能够灵活的调节。在电源的选择方面也应该以直流电源为主,降低断弧率。
手工电弧焊单面焊双面成形技术
格式:pdf
大小:15KB
页数:6P
4.6
手工电弧焊单面焊双面成形技术 单面焊双面成形操作技术是采用普通焊条,以特殊的操作方法, 在坡口的正面进行焊接,焊后保证坡口正反两面都能得到双面成形焊 缝的一种操作方法。它是一项在压力管道和锅炉压力容器焊接中,焊 工必须掌握的操作技术,其方法主要有断弧焊法和连弧焊法。 基本操作 1.引弧应在焊缝中,要做到一“引”便“着”,一“落”便“准”。 由于电缆及焊钳对手腕存在一个重力矩,焊工手持焊钳不易稳定,因 此引弧时焊工要蹲稳,手臂要用力持钳,手腕微微用力做点划动作。 另外,焊工心情要放松,紧张则僵硬,僵硬则动作机械而抖动大, 极易产生“粘住”和“拉熄”现象。练习时,从摩擦法开始,逐渐缩 短摩擦距离及焊条头与工作面的距离。轻落轻起,克服惯性,快慢适 中,使焊钳运动轨迹逐渐达到近似垂直的效果。 2.要懂得焊条在空间三个方面均有运动,向熔池方向递 进要与熔化速度相一
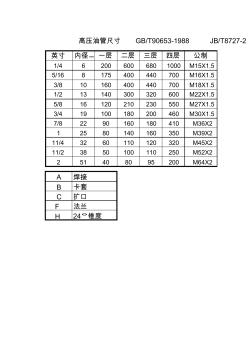
高压油管尺寸
格式:pdf
大小:27KB
页数:2P
4.3
英寸内径mm一层二层三层四层公制 1/462006006801000m15x1.5 5/168175400440700m16x1.5 3/810160400440700m18x1.5 1/213140300320600m22x1.5 5/816120210230550m27x1.5 3/419100180200460m30x1.5 7/82290160180410m36x2 12580140160350m39x2 11/43260110120320m45x2 11/23850100110250m52x2 251408095200m64x2 a b c f h24°锥度 高压油管尺寸gb/t90653-1988jb/
双面氩弧焊在焊接不锈钢中的应用 双面氩弧焊在焊接不锈钢中的应用
格式:pdf
大小:121KB
页数:未知
4.4
我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
充氩保护单面焊双面成形在不锈钢高压油管上的应用相关
文辑推荐
知识推荐
百科推荐


职位:机电造价工程师
擅长专业:土建 安装 装饰 市政 园林


