

件用成型钢筋制品》(征求意见稿)
格式:pdf
大小:1.2MB
页数:17P
人气 :58
 4.4
4.4
ICS 备案号: 中 华 人 民 共 和 国 国 家 标 准 GB GB/T ××××—×××× 混凝土结构用成型钢筋制品 Fabricated rebar for concrete structures (征求意见稿) ×××× -×× -××发布 ×××× -×× -××实施 中华人民共和国技术监督局 发布 GB/T ××××—×××× 2 前 言 本标准对应国际标准 ISO 3766:2003(E)《建筑图样 ——混凝土结构用钢筋的简单图样》 ,本标准 与 ISO 3766:2003 的一致性程度为非等效,主要差异如下: —— 成型钢筋加工范围增加; —— 增加成型钢筋形状代码内容; —— 增加试验方法内容; —— 增加检验规则内容; —— 增加包装、标志及质量证明内容; —— 增加成型钢筋的订货、交货内容。 本标准根据我国混凝土结构用钢筋的特性、 产生和应用的实际情况, 参



 建筑用成型钢筋制品加工与配送技术研究
建筑用成型钢筋制品加工与配送技术研究 建筑用成型钢筋制品加工与配送技术研究
介绍了建筑用成型钢筋制品加工与配送技术的主要技术优势及研究内容,通过对信息化生产管理技术、钢筋专业化加工技术、成型钢筋制品自动化加工技术以及商品化配送技术的研究,解决了当前钢筋制品加工效率低、质量差、管理难及污染重等问题,符合我国建筑工业化及绿色环保的发展方向,具有广阔的市场和发展前景。
成型钢筋加工工艺规程
成 型 钢 筋 加 工 检 验 规 程 香河鑫山高频焊网制造有限公司 1 成型钢筋加工检验规程 第一部分:原材的验收 1.钢筋原材 1.1成型钢筋应采用gb/t701、gb1499.1、gb13014、gb13788规定牌号的钢筋原 材。 1.2成型钢筋采用的钢筋原材应按相应标准要求规定抽取试件做力学性能检验, 其质量应符合相应现行国家标准的规定。 1.3钢筋原材应无损伤,表面不得有裂纹、结疤、油污、颗粒状或片状铁锈。 1.4成型钢筋采用钢筋原材的几何尺寸、实际重量与理论重量允许偏差应符合相 应现行国家标准的规定。 1.5钢筋原材有脆断、焊接性能不良或力学性能不正常等现象时,应对该批钢筋 原材进行化学成分检验或其他专项检验。 2.钢筋检验 2.1材质要求:钢筋进厂时应具有出厂质量证明书及检测报告,特别要注意鉴别 质保书和批号的真伪。 2.2外观检查:材料进场时,按品种、
编辑推荐下载
成型钢筋配送供应合同范例
格式:pdf
大小:11KB
页数:3P
4.4
成型钢筋配送供应合同范例 (注:仅供参考) 甲方:(以下简称:甲方) 乙方:(以下简称:乙方) 依照《中华人民共和国合同法》有关规定,为明确双方权力义务,经甲、乙双方共同协商, 就乙方对甲方承施的()工程项目结构中的钢筋部分进行成型加工(含机械连接接头)、配 送事宜达成一致,同意订立本合同。 一、工程概况: ()项目位于(),工程建筑面积:()平方米,结构封顶日期年月日。 二、加工事宜: 甲方向乙方订购的成型钢筋所使用的线材、圆钢及螺纹钢的原材料为首钢、唐钢、宣钢、邢 钢产品。如加工过程中乙方使用非合同规定的原材料时,须事先以书面形式通知甲方,经甲 方授权委托人签字同意后,方可实施加工(如甲方在二十四小时内未能做出书面回复,则视 为甲方同意乙方意见)。乙方应严格按照甲方提供的配筋单中标注的规格、图示尺寸、数量 进行加工。 三、重量结算依据: 根据甲方提供的本

成型钢筋加工工艺规程
格式:pdf
大小:39KB
页数:6P
4.7
成型钢筋加工检验规程 第一部分:原材的验收 1.钢筋原材 1.1成型钢筋应采用gb/t701、gb1499.1、gb13014、gb13788规定牌号的钢筋原 材。 1.2成型钢筋采用的钢筋原材应按相应标准要求规定抽取试件做力学性能检验, 其质量应符合相应现行国家标准的规定。 1.3钢筋原材应无损伤,表面不得有裂纹、结疤、油污、颗粒状或片状铁锈。 1.4成型钢筋采用钢筋原材的几何尺寸、实际重量与理论重量允许偏差应符合相 应现行国家标准的规定。 1.5钢筋原材有脆断、焊接性能不良或力学性能不正常等现象时,应对该批钢筋 原材进行化学成分检验或其他专项检验。 2.钢筋检验 2.1材质要求:钢筋进厂时应具有出厂质量证明书及检测报告,特别要注意鉴别 质保书和批号的真伪。 2.2外观检查:材料进场时,按品种、规格、炉号分批检查,对钢材还要进行外 观检查验收,包括锈蚀情况,有无缩颈断裂
成型钢筋制品热门文档

关于加强调直钢筋和成型钢筋质量监督管理的通知
格式:pdf
大小:5KB
页数:2P
4.5
沪建安质监[2010]121号 关于加强调直钢筋和成型钢筋质量监督管理的通知 市建工集团、城建集团,外省市沪办建管处,各工程项目建设、施工、监理单位,各钢筋调直、成型加工 企业: 为加强建筑钢筋质量的监督管理,保证和提高用于工程的调直钢筋和成型钢筋(以下简称加工钢筋) 质量,确保建设工程结构安全,根据国家住房和城乡建设部等九部委《关于印发的通知》(国质检联[2010]261号)、《上海市建设工程材料管理条例》的文件精神, 结合本市实际情况,现将加强建设工程加工钢筋质量监督管理的有关要求通知如下: 一、加工钢筋应满足标准要求 用于建设工程的成型钢筋应符合《混凝土结构用成型钢筋》(jg/t226-2008)要求,盘卷热轧带肋钢 筋调直后的质量应符合《钢筋混凝土用钢第2部分:热轧带肋钢筋》(gb1499.2-2007)相关技术

某建筑工程成型钢筋配送方案可行性分析
格式:pdf
大小:39KB
页数:2P
4.7
!""#年第$期中国职业安全卫生管理体系认证%&! 某建筑工程成型钢筋配送方案可行性分析 首都经济贸易大学彭涛 我们项目部承接了某联排公寓三期工程,笔者在材料准 备工作中接触到成型钢筋配送业务,认为结合本工程特点该 业务具备可操作性,在建筑行业中具有广阔的发展空间。 !项目概况 该工程建筑面积’(#万)!,占地$&*+*)!。南北向行列 式布局,四排十二栋联排,南北向每四排之间通过高架绿化 平台形成一个组团,组团之间的高架平台通过东西向天桥连 为整体,并在东西入口处通过四个大坡道与室外地坪相连。 高架平台下为半地下整体车库,通过东西双车道与地面道路 相通。 "该工程采用成型钢筋配送形式的必要性 通过研究三期工程现场平面图,我们发现施工现场场地 狭小,无法满足原材料进厂加工的场地要求。目前的三期现 场在保留橄榄球场的情况下,如果在现场加工钢筋,勉强占 用保安大院或橄榄
某建筑工程成型钢筋配送方案可行性分析
格式:pdf
大小:130KB
页数:2P
3
某建筑工程成型钢筋配送方案可行性分析——我们项目部承接了某联排公寓三期工程,笔者在材料准备工作中接触到成型钢筋配送业务,认为结合本工程特点该业务具备可操作性,在建筑行业中具有广阔的发展空间。
成型钢筋进场监理平行检查记录表
格式:pdf
大小:14KB
页数:1P
4.6
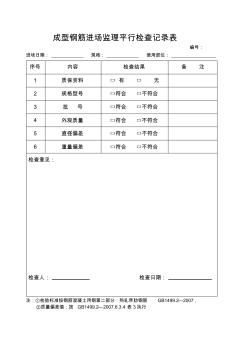
成型钢筋进场监理平行检查记录表 编号: 进场日期:规格:使用部位: 序号内容检查结果备注 1质保资料□有□无 2规格型号□符合□不符合 3批号□符合□不符合 4外观质量□符合□不符合 5直径偏差□符合□不符合 6重量偏差□符合□不符合 检查意见: 检查人:检查日期: 注:①检验标准按钢筋混凝土用钢第二部分:热轧带肋钢筋gb1499.2—2007, ②质量偏差值:按gb1499.2—2007.6.3.4表3执行
成型钢筋制品精华文档

JGT 226-2008 混凝土结构用成型钢筋
格式:pdf
大小:876KB
页数:16P
4.4
ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m ww w. bz fx w. co m
基于模糊层次分析法的成型钢筋配送中心选址
格式:pdf
大小:1.6MB
页数:6P
4.3
基于模糊层次分析法的成型钢筋配送中心选址 作者:林雄,邱荣祖,linxiong,qiurong-zu 作者单位:福建农林大学交通学院,福建,福州,350002 刊名:福建农林大学学报(自然科学版) 英文刊名:journaloffujianagricultureandforestryuniversity(naturalscienceedition) 年,卷(期):2010,39(4) 被引用次数:0次 参考文献(12条) 1.蔡立军.王君构建我国建筑物流"高速通道"商品化钢筋配送势在必行2004(2) 2.郑瑞.李友佳.孙祥元建筑用钢筋商品化加工配送发展浅析2006(4) 3.张艳霞.马丽娟配送中心选址问题研究现状2003(5) 4.蒋利军.蒋明.赵正佳配送中心选址问题研究文献综述2008(4) 5.
等径离心成型钢筋钢纤维混凝土电杆试验研究 等径离心成型钢筋钢纤维混凝土电杆试验研究
格式:pdf
大小:429KB
页数:3P
4.3
通过试验研究300mm,6m钢筋钢纤维混凝土电杆的受力性能,包括抗裂度、裂缝宽度及其分布形态、跨中挠度、延性和极限承载力等。试验证明:掺入适量钢纤维后(本次试验掺量为1.0%),电杆的抗裂度得到提高,裂缝宽度减小,部分截面处裂缝呈短细非贯通性分布形态,延性破坏性质增强,极限承载力有所增大。结合电杆离心成型工艺特点和钢纤维分布规律进行了分析,为工程应用提供了理论依据。
离心成型钢筋钢纤维混凝土电杆受力性能试验研究 离心成型钢筋钢纤维混凝土电杆受力性能试验研究
格式:pdf
大小:983KB
页数:6P
4.4
通过试验研究了无拉线离心成型钢筋钢纤维混凝土电杆的力学性能,包括抗裂度、裂缝宽度及其分布形态、杆顶变形和极限承载力等。试验证明:掺入适量钢纤维后,电杆的抗裂度得到明显提高,裂缝宽度明显减小,裂缝间距减小,主裂缝间的裂缝呈短细非贯通性分布形态,电杆的极限承载力有所增大。结合离心成型工艺特点和钢纤维分布规律分析了其中的原因,为工程应用提供了科研依据。
离心成型钢筋钢纤维混凝土电杆设计方法研究 离心成型钢筋钢纤维混凝土电杆设计方法研究
格式:pdf
大小:744KB
页数:6P
4.8
采用离心成型技术制作钢筋钢纤维混凝土电杆,对提高电杆在荷载作用下的横截面抗裂能力和环境作用下纵截面的抗裂能力具有明显效果,对截面开裂后裂缝宽度发展具有显著抑制作用,并提高电杆的承载变形能力及增强破坏时的延性特征,具有良好的工程推广应用前景.在离心成型钢筋钢纤维混凝土锥形杆和等径杆受力性能试验成果基础上,通过理论推导分析提出了钢筋钢纤维混凝土电杆正截面承载力和抗裂度、裂缝宽度、变形设计计算方法,计算结果与试验结果符合良好,可用于此类电杆的工程设计.
成型钢筋制品最新文档
浅谈HPB235级Φ6、Φ8、Φ10成型钢筋直径的现场检查和质量控制 浅谈HPB235级Φ6、Φ8、Φ10成型钢筋直径的现场检查和质量控制
格式:pdf
大小:137KB
页数:3P
4.7
本文章内容提出了监理、施工、建设单位工程技术人员在工程建设中应如何对冷拉调直后的成型钢筋质量进行检查验收和质量控制,特别是对目前经加工单位冷拉"瘦身"后的成型钢筋直径应怎样检查验收和质量控制作了具体阐述;由于成型钢筋加工质量涉及到工程结构安全,在施工过程中广大工程技术管理人员对此应予高度重视。

H型钢&钢管&钢筋面积
格式:pdf
大小:102KB
页数:4P
4.6
第1页,共4页 hn900x300x16x28 hn800x300x14x26 型号截面面积理论重量hn700x300x13x24 高度x宽度hxbt1t2rcm2kg/mhm588x300x12x20 ixiyixiywxwyhm488x300x11x18 100x100100x100681021.917.23831344.182.4776.526.7hm440x300x11x18 125x125125x1256.591030.3123.88472945.293.1113647hm390x300x10x16 150x150150x1507101340.5531.916605646.393.7322175.1hm340x250x9x14 200x200200x2008121
喷涂型钢筋阻锈剂
格式:pdf
大小:38KB
页数:2P
4.4
广东建科建筑工程技术开发有限公司地址:广州先烈东路121号电话:020-8237266913600021766 迁移型钢筋阻锈剂 (钢筋防锈浸渍剂) 一、产品原理说明: jk-h2o(b)型迁移型钢筋阻锈剂涂料,是一种复合氨基醇类的钢筋阻锈剂涂 料,是含有各种胺和醇胺类官能团的有机物质,这类阻锈剂具有在混凝土的孔隙 中通过气相和液相扩散到钢筋表面形成吸附膜,从而产生阻锈作用的特点,环保、 高效,不影响钢筋长期耐久性能。它可以直接涂刷在钢筋和混凝土表面,它将渗 进混凝土中,吸附于钢筋表面,形成一层钝化的保护膜,对钢筋阴阳两级同时进 行保护。对已发生锈蚀或未发生锈蚀的钢筋混凝土结构均可进行保护,阻止因氯 离子、碳化或杂散电流等各种原因造成的钢筋锈蚀。 jk-h2o(b)型迁移型钢筋阻锈剂是一种通过涂抹在钢筋表面和混凝土结构表 面,对钢筋和混凝土内部的钢筋起到阻锈作用
我国成型钢筋加工配送产业发展的瓶颈及对策分析 我国成型钢筋加工配送产业发展的瓶颈及对策分析
格式:pdf
大小:40KB
页数:未知
4.3
在我国开始发展成型钢筋加工配送大背景下,分析我国发展成型钢筋加工配送的重要意义、现状及存在的主要问题,提出我国发展成型钢筋加工配送的对策。
新型钢筋桩圈快速成型机设计与应用 新型钢筋桩圈快速成型机设计与应用
格式:pdf
大小:232KB
页数:未知
4.5
针对混凝土灌注桩中大直径钢筋桩圈制作难度大的问题进行了研究分析。根据工程施工现场实际情况,设计完成了可加工大直径钢筋的新型桩圈快速成型机。该成型机能够快速完成混凝土灌注桩中各种规格钢筋桩圈的成型操作,降低了操作人员的劳动强度,提高了工作效率,满足了施工需要,达到了理想的设计要求。
全自动钢筋弯曲成型机 全自动钢筋弯曲成型机
格式:pdf
大小:157KB
页数:未知
4.4
全自动钢筋弯曲机是建筑行业的一种关键性生产设备。它的发明可一举改变目前钢筋弯曲加工设备性能单一、控制精度差、劳动强度大的落后面貌。该机采用的是全液压机械结构系统,共分两大组成部分,即液压旋转弯曲系统和液压滚轧压力驱动位移系统(左右各1套)。这项发明实

冷推成型钢管工艺
格式:pdf
大小:7KB
页数:2P
4.5
冷推成型钢制无缝弯头制造工艺 冷推成型钢制无缝弯头制造工艺1.总则为了确保冷推成型钢制无缝弯头的产品质量, 规范制造工艺,严格程序管理,特制订该工艺。 本工艺适用于我公司生产的φ32~φ426—1.5d冷推碳钢及不锈钢无缝弯头的制造过程。 2.依据标准gb/t12459—2005《钢制对焊无缝管件》 gb/t8163—1999《输送流体用无缝钢管》gb/t14976-2002《流体输送用不锈钢无缝 钢管》 3.制造工艺冷推成型碳钢(不锈钢)无缝弯头制造工艺流程如下所示:原材料入厂检 验→下料→抛丸除锈(清洗油污)→涂层→推制→热处理→坡口→除锈刷漆 (酸洗钝化)→标识→检验入库 3.1原材料入厂检验3.1.1冷推弯头用钢管必须符合相应钢管制造标准的规定。并应有制造 公司质量证明书,钢管入厂应由质检员和保管员对钢管口径、壁厚、
成型钢筋制品相关
文辑推荐
知识推荐
百科推荐


职位:采购与质量管理员
擅长专业:土建 安装 装饰 市政 园林


