

D6A超高强钢厚壁管件的电子束焊接
格式:pdf
大小:380KB
页数:3P
人气 :91
 4.7
4.7
对D6A超高强钢细长厚壁管件作电子束焊工艺试验 ,通过优化参数 ,采取有效的措施 ,改善焊缝成型 ,解决D6A钢焊接易产生裂纹、气孔等缺陷的问题 ;制定了合适的焊后热处理工艺 ,焊接接头综合性能优良 ,强度略高于母材 ,塑、韧性指标略低于母材



 铝合金电子束焊接技术
铝合金电子束焊接技术 铝合金电子束焊接技术
铝合金因其良好的性能在航空航天、交通工具、机械制造等领获得了广泛应用,其焊接性限制了铝合金的进一步应用和发展。电子束焊因其熔透性高、接头性能优良等优点成为铝合金焊接的重要方法之一。简述了电子束焊接的基本原理和特点,综述了铝合金电子束焊在工艺、接头组织性能、接头缺陷预测和有限元数值模拟技术等方面的研究工作,展望了铝合金电子束焊接的发展方向,对于今后系统开展铝合金电子束焊接具有一定的参考。
国内外电子束焊接技术研究现状
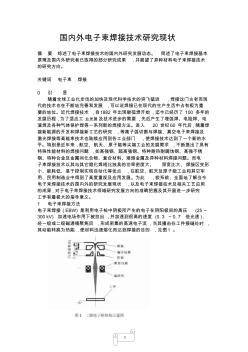
1 国内外电子束焊接技术研究现状 摘要综述了电子束焊接技术的国内外研究发展动态。简述了电子束焊接基本 原理及国内外研究者已取得的部分研究成果,并展望了异种材料电子束焊接技术 的研究方向。 关键词电子束焊接 0引言 随着全球工业化步伐的加快及现代科学技术的突飞猛进,焊接这门古老而现 代的技术也在不断地完善和发展,可以说焊接已在现代的生产生活中占有极为重 要的地位。近代焊接技术,自1882年出现碳弧焊开始,迄今已经历了100多年的 发展历程,为了适应工业发展及技术进步的需要,先后产生了埋弧焊、电阻焊、电 渣焊及各种气体保护焊等一系列新的焊接方法。进入20世纪60年代后,随着焊 接新能源的开发和焊接新工艺的研究,等离子弧切割与焊接、真空电子束焊接及 激光焊接等高能束技术也陆续应用到各工业部门,使焊接技术达到了一个新的水 平。特别是近年来,航空、
编辑推荐下载
电子束焊接技术在工业中的应用与发展
格式:pdf
大小:1.1MB
页数:3P
4.8
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
电子束焊接机——详细资料
格式:pdf
大小:104KB
页数:10P
4.4
电子束焊接是一种利用电子束作为热源的焊接工艺。电子束发生器中的阴极加热到一定的温度时逸出 电子,电子在高压电场中被加速,通过电磁透镜聚焦后,形成能量密集度极高的电子束,当电子束轰 击焊接表面时,电子的动能大部分转变为热能,使焊接件的结合处的金属熔融,当焊件移动时,在焊 件结合处形成一条连续的焊缝。对于真空电子束焊机,要焊接的工件置于真空室中,一般装夹在可直 线移动或旋转的工作台上。焊接过程可通过观察系统观察。 电子束焊接技术因其高能量密度和优良的焊缝质量,率先在国内航空工业得到应用。先进发动机 和飞机工业中已广泛应用了电子束焊接技术,取得了很大的经济效益和社会效益,该项技术从上世纪 八十年代开始逐步在向民用工业转化。汽车工业、机械工业等已广泛应用该技术。 我国自行研制电子束焊机始于60年代,至今已研制生产出不同类型和功能的电子束焊机上百台, 并形成了一支研制生产的技术队伍,能为
超高强钢厚壁管件的电子束焊接热门文档
不锈钢管-管对接电子束焊接工艺 不锈钢管-管对接电子束焊接工艺
格式:pdf
大小:434KB
页数:4P
4.5
针对稳压器的电加热元件00cr17ni14mo2不锈钢管(φ22mm×2.5mm)的i型坡口对接结构,采用上聚焦方式的电子束焊接工艺,解决了焊缝内凸和表面塌陷的成型问题,实现了该结构的单面焊双面成型焊接。试件按法国rcc-m规范进行外观尺寸检测、液体渗透检测、x射线检测、拉伸试验、弯曲试验、金相检测、铁素体含量测定及晶间腐蚀试验,未见任何缺陷,各项性能均满足技术条件要求。
厚壁管件矫直过程中加载力的分析 厚壁管件矫直过程中加载力的分析
格式:pdf
大小:298KB
页数:3P
4.6
矫直和弯曲是两个相反的工艺过程,但他们的变形机理是相同的。矫直过程中,矫直力的确定对矫直效果有重要的影响,是矫直过程中重要的参数之一。通过利用deform有限元分析软件对管件弯曲过程中加载平衡力的变化进行数值实验,对成品管(直径为φ720mm,厚度为δ120mm,长度为1000mm的钢管)的弯曲过程进行数值计算分析,根据塑性状态发展趋势揭示管件加载平衡力的变化规律,为矫直过程中关键参数矫直力的确定提供理论依据。
电子束焊接用高压直流电源设计 电子束焊接用高压直流电源设计
格式:pdf
大小:440KB
页数:4P
4.7
给出电子束在束腔内的运动方程并得出解,分析电子束在束腔内运动时的发散情况与加速电压性能之间的关系,以及整流变压器的变比对功率因数的影响。在此基础上设计1台120kv/12kw电子束加速用高压直流电源,实验结果表明该电源性能满足电子束焊接装置的要求。
T2紫铜与10~#钢异种金属电子束焊接工艺研究 T2紫铜与10~#钢异种金属电子束焊接工艺研究
格式:pdf
大小:169KB
页数:3P
4.6
对t2紫铜与10#钢电子束焊接工艺进行了初步的试验与研究。试验结果表明,焊前采用散焦电子束偏铜侧预热有利于减少热裂纹倾向、增加焊接熔深并使焊缝表面成形改善;预热后以合理的焊接工艺参数偏10#钢0.3~0.5mm焊接是保证较大厚度工件形成匀称焊缝的必要条件。
超高强钢厚壁管件的电子束焊接精华文档
12mm厚钛合金平板电子束焊接的数值模拟 12mm厚钛合金平板电子束焊接的数值模拟
格式:pdf
大小:379KB
页数:5P
4.7
采用ansys有限元分析软件,建立12mm厚tc4钛合金平板电子束焊接温度场和应力场的三维有限元数值计算模型。模型采用圆锥体热源考虑电子束焊接时的小孔效应;材料的热学、力学性能参数随温度变化;相变和熔池内液体的对流散热通过比热和热导率的变化实现。计算结果表明:钛合金电子束焊接时,熔池呈典型的卵形分布。高值纵向残余拉应力集中分布在焊缝中心线两侧距焊缝中心线4mm的区域内,平板内部出现接近材料屈服极限的局部三维残余拉应力状态。实验得到的焊缝宏观形貌和小孔释放法检测到的焊接残余应力对计算结果进行验证,实验结果和计算结果吻合较好,证明了有限元模型的正确性。

不锈钢厚壁管件的三个计算公式
格式:pdf
大小:62KB
页数:13P
4.7
不锈钢管件是管道系统中起连接、控制、变向、分流、密封、支撑等作用的零部件的统称。 不锈钢管件是将管子联接成管路的零件。根据联接方法可分为承插式管件、螺纹管件、不锈 钢法兰管件和焊接管件四类。多用与管子相同的材料制成。 材质:sus310s、sus316、316l、304、304l、321、303、303cu、301、202、201等。 不锈钢卫生级管件三个计算公式: (1)冷拔无缝矩形钢管的计算公式: w(kg/m)=边长4厚度0.00785 (2)钢的密度为1.85kg/dm2,不锈钢管每米重量的计算公式为: w(kg/m)=0.02466壁厚(外径-壁厚) (3)不锈钢管每米重量的计算公式: w(kg/m)=0.02491壁厚(外径—壁厚) 不锈钢厚壁管:www.***.***mdhcbdb
氢对TC4钛合金电子束焊接头疲劳断裂特性的影响 氢对TC4钛合金电子束焊接头疲劳断裂特性的影响
格式:pdf
大小:954KB
页数:4P
4.7
采用统计分析的方法研究了固溶氢对tc4钛合金电子束焊接头疲劳寿命的影响,并对接头试样的疲劳断裂位置和疲劳断口形貌进行了观察与分析。结果表明,氢显著降低了tc4钛合金试样的疲劳寿命,氢含量0.028%(质量分数)的钛合金的疲劳寿命仅为未充氢试样的一半,当氢含量增大到0.120%时,疲劳寿命降到了未充氢的五分之一。疲劳试样多数断于接头的热影响区,造成这一结果的主要原因是热影响区的组织不均匀性和氢含量相对较高。断口的形貌特征表明,氢促进了疲劳裂纹的萌生和增加了裂纹扩展的速度,导致钛合金电子束焊接头的疲劳寿命显著降低。
TA12钛合金电子束焊接接头性能和断口分析 TA12钛合金电子束焊接接头性能和断口分析
格式:pdf
大小:501KB
页数:3P
4.5
利用电子束焊接方法,焊接厚6mm的ta12钛合金板材。通过拉伸实验、持久实验和疲劳实验对焊接接头的力学性能进行研究,同时对疲劳断口进行分析。结果表明:在室温和550℃时,焊接接头强度与母材相当;在室温时,焊接接头的塑性与母材存在明显差异,焊接接头的延伸率与母材相比有所下降;而在550℃时,焊接接头塑性与母材相当或略大。疲劳断裂位置位于靠近熔合线附近的焊缝区域,裂纹源处于试样亚表面处;焊缝中存在气孔缺陷,但没有观察到由气孔形成的裂纹源;在疲劳实验过程中气孔起加速裂纹扩展的作用,气孔越靠近表面对疲劳性能的影响越大。
汽车空调铝合金活塞的电子束焊接 汽车空调铝合金活塞的电子束焊接
格式:pdf
大小:799KB
页数:1P
4.4
介绍了用电子束焊焊接汽车空调压缩机铝合金活塞部件的工艺方法,就焊接过程中存在的问题进行了分析。焊后零件通过拉伸、气密、金相等试验分析,电子束焊接工艺有利于提高铝合金活塞焊缝质量。
超高强钢厚壁管件的电子束焊接最新文档
小型精密阀门电子束焊接工艺研究 小型精密阀门电子束焊接工艺研究
格式:pdf
大小:454KB
页数:3P
4.8
通过对两类精密阀门组件结构设计的合理性、技术要求的可达性及工艺的可行性等方面的探讨,提出了合理的焊接结构及技术要求,并经大量的工艺试验工作,找出了合理的焊接工艺参数及质量控制方法。
厚板钛合金电子束焊接残余应力分布特征 厚板钛合金电子束焊接残余应力分布特征
格式:pdf
大小:515KB
页数:4P
4.5
首先对50mm厚ta15钛合金平板分别采用堆焊和对焊两种方法进行电子束焊接,然后采用盲孔法测量了热处理和未热处理情况下焊接试件残余应力的分布情况.测量发现,对接焊和堆焊试件上表面纵向应力在焊缝和热影响区呈现较大的拉应力,且对接焊试件的纵向应力大于堆焊试件;上表面横向残余应力幅值较低,且整体呈现压应力分布.下表面的横纵应力整体上为压应力,且横纵应力的分布和大小非常接近.结果表明,热处理工艺造成各试板的横纵应力趋于一致,整个试板上的应力趋于均匀化,且堆焊试件的均匀化程度更明显.
ITER校正场线圈盒真空电子束焊接分析 ITER校正场线圈盒真空电子束焊接分析
格式:pdf
大小:740KB
页数:5P
4.6
校正场线圈是iter大型超导磁体系统的重要组成部分,在线圈盒焊接过程中,若线圈盒内表面与对地绝缘接触部分的温度过高,将影响校正场线圈的超导绝缘性能。文中应用有限元焊接模拟软件sysweld对线圈盒的电子束焊接过程进行了数值模拟,利用双椭球热源与3d高斯热源的组合热源模拟真空电子束焊独有的"钉形"热源,得到了与实际较为相符的熔池形貌;确定了接触点上的温度分布,并分析其对校正场线圈的影响;同时,对比了不同线圈盒结构的温度场分布,从而得到能够保护对地绝缘的合理肩部尺寸。
DINENISO5817钢、镍、钛及其合金熔焊接头(不包括电子束焊接)缺陷的质量等级
格式:pdf
大小:4.0MB
页数:31P
4.4
DINENISO5817钢、镍、钛及其合金熔焊接头(不包括电子束焊接)缺陷的质量等级

ISO5817:2003钢、镍、钛及其合金熔焊接头(不包括电子束焊接)缺陷的质量等级
格式:pdf
大小:769KB
页数:31P
4.4
2003年12月 钢、镍、钛及其合金熔焊接头 (不包括电子束焊接)缺陷的 质量等级(iso5817:2003) dineniso5817的英文版本 din eniso5817 ics25.160.40取代了dinen25817,1992年9月版本 欧洲标准eniso5817具有din标准的地位。 在文中使用逗号代表十进制标记。 国家前言 本标准的出版印刷基于cen/tc121的一个决定,即接受iso5817国际标准作为一个欧洲的标准,并且 不加修改。 此次出版印刷,在德国的负责机构是焊接标准委员会。 本标准的目的,是用来提供一种方法,为在多种应用中对焊接头进行评估(例如钢结构工程、压力容器、 水下焊接等)和测试(例如焊接工审核或者焊接工艺审核测试)提供规范。 本标准为熔焊接头和装配质量的评估提供了一个基础。它假定实
用于钢轨焊接的电子束焊机控制系统的设计 用于钢轨焊接的电子束焊机控制系统的设计
格式:pdf
大小:193KB
页数:3P
4.4
通过介绍用于钢轨焊接的电子束焊机的工作原理及系统组成,对该焊机的控制原理和作用进行分析,并通过使用西门子公司的s7200系列plc作为下位机控制核心,以工控机作为上位机核心和pmac运动控制卡为运动控制核心的系统组成,根据该焊机的使用需求设计了plc的控制软件及上位机软件,并对软件进行了详细说明。设备运行表明:焊机的控制系统硬件、软件设计合理,功能完善,工作可靠,满足了钢轨电子束焊接的需要。
齿轮类零件电子束焊接的质量控制策略分析 齿轮类零件电子束焊接的质量控制策略分析
格式:pdf
大小:107KB
页数:1P
4.7
在汽车制造行业,将电子束焊接应用于汽车变速箱齿轮类零件的焊接取得了一定的效果。但电子束焊接工艺较为复杂,对操作人员的要求较高,因此,探讨其质量控制显得尤为必要。本文在参阅大量相关研究文献的基础上,结合笔者相关实践工作经验,主要从零件原材料的化学成分、热处理状态、清洗、齿轮零件的焊前压配、焊缝对中和参数选择、探伤等方面阐述了齿轮类零件电子束焊接的质量控制。
薄铝板电子束焊缝的研究 薄铝板电子束焊缝的研究
格式:pdf
大小:193KB
页数:未知
4.6
日本爱海拉职业训练所研究了薄铝板电子束焊的焊缝。在铝和不锈钢中采用了电子束焊和气体保护钨极弧焊,对不同的焊接速度产生的焊缝表面与形变进行了对比。研究结果:用两块厚为0.04英时的合金板进行电子束对焊试验,其中一块是铝合金a1100p1/2硬度(含铜0.1,锰0.01,微量镁和铬);另一块是合金钢a5052p1/2硬度(含铜0.02,镁2.4,锰0.02,硅0.09,
35CrMnSi钢真空电子束焊焊接熔合线裂纹分析 35CrMnSi钢真空电子束焊焊接熔合线裂纹分析
格式:pdf
大小:124KB
页数:未知
4.8
分析了35crmnsi钢真空电子束对接焊接头缺陷的性质,指出了对该种材料今后检测中应注意的一些问题。
TC4-DT钛合金电子束焊接接头疲劳断裂过程的原位观测 TC4-DT钛合金电子束焊接接头疲劳断裂过程的原位观测
格式:pdf
大小:488KB
页数:未知
4.6
通过对tc4-dt钛合金焊接接头显微组织的观察和疲劳断裂过程的原位观测,分析了焊接接头的显微组织特征,研究了焊接接头的疲劳裂纹萌生与扩展行为。结果表明:tc4-dt焊接接头疲劳断裂于母材区,疲劳裂纹萌生于试样的边缘,裂纹既可以沿着初生α相扩展又能直接切过初生α相扩展,裂纹的萌生寿命占整个疲劳寿命的比例较大,裂纹的扩展寿命很短。
超高强钢厚壁管件的电子束焊接相关
文辑推荐
知识推荐
百科推荐


职位:给排水暖通空调设计师
擅长专业:土建 安装 装饰 市政 园林


