

新标准U71Mn钢轨焊接工艺分析及调试
格式:pdf
大小:410KB
页数:5P
人气 :64
 4.7
4.7
鉴于新标准中U71Mn钢轨化学成分的变化,研究依据新标准轧制的U71Mn钢轨的预热闪光焊接工艺。对比包钢U71Mn钢轨和U75V钢轨的化学成分,基于U75V钢轨的焊接工艺对包钢U71Mn钢轨进行焊接试验,得出U75V钢轨焊接参数可用于新标准包钢U71Mn钢轨的焊接;在旧标准鞍钢U71Mn钢轨焊接参数的基础上,通过调试顶锻阶段的压力和电压,以及调试烧化阶段的位移和电压,最终得到合适的焊接参数。焊接的2种U71Mn钢轨均通过落锤试验,钢轨接头灰斑面积和位置符合要求。



钢轨焊接工艺(20201028125859)
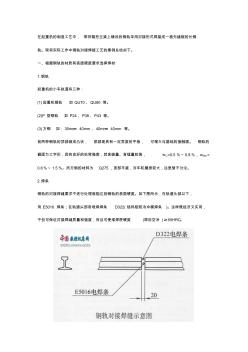
在起重机的制造工艺中,常将箱形主梁上铺设的钢轨采用对接形式焊接成一根无缝隙的长钢 轨。现将实际工作中钢轨对接焊接工艺的案例总结如下。 一、根据钢轨的材质和表面硬度要求选择焊材 1.钢轨 起重机的小车轨道有三种: (1)起重机钢轨如qu70、qu80等。 (2)p型钢轨如p24、p38、p43等。 (3)方钢如:30mm×40mm、40mm×40mm等。 前两种钢轨的顶部做成凸状,底部是具有一定宽度的平板,可增大与基础的接触面。钢轨的 截面为工字形,具有良好的抗弯强度,其含碳量、含锰量较高,wc=0.5%~0.8%,wmn= 0.6%~1.5%。而方钢的材料为q275,顶部平直,对车轮磨损较大,这里暂不讨沦。 2.焊条 钢轨的对接焊缝要求不进行处理就能达到钢轨的表面硬度。如下图所示,在轨道头部以下, 用e5016焊条;在轨道头部用堆焊焊条
编辑推荐下载
 中海拔地区钢轨焊接工艺及质量对比
中海拔地区钢轨焊接工艺及质量对比 中海拔地区钢轨焊接工艺及质量对比
格式:pdf
大小:1.4MB
页数:4P
4.3
以包钢u75v热处理钢轨焊接为对象,依据焊接接头型式检验结果,对比研究兰州铁路局中海拔地区基地闪光焊、现场移动式闪光焊、移动式气压焊及铝热焊接头性能。结果表明:基地焊接接头综合性能最佳,现场移动式闪光焊和移动式气压焊接头综合性能相近,铝热焊接头性能最差。
中南通道(山西)重载线钢轨焊接工艺研究
格式:pdf
大小:278KB
页数:2P
4.7
中南通道为跨区间无缝线路,钢轨厂内焊接采用闪光焊,用固定式闪光焊焊接成长轨交付现场铺轨;现场用移动闪光焊将长轨连接成区间无缝线路,岔区采用铝热焊。多种钢轨的焊接,特别是热处理钢轨的焊接对焊接工艺和施工组织都提出了新的技术难点和要求。主要针对三种移动闪光焊接头的工艺调试,进行较为系统的研究和总结,达到较高水平的控制焊接接头质量的目标。
标准U71Mn钢轨焊接工艺分析及调试热门文档
初级钢轨焊接工理论考试
格式:pdf
大小:217KB
页数:43P
4.7
1.钢轨焊后正火,不能消除的缺陷是()。 (a)欠热 (b)过热 (c)晶粒粗大 (d)过烧 d 2.厂焊进行钢轨接头对中时,不考虑的参数是()。 (a)间距 (b)垂直度 (c)纵向对直 (d)扭转 b 3.铝热焊轨,选用轨端间隙为()mm是正确的。 (a)22 (b)23 (c)24 (d)28 d 4.手工电弧焊最容易引起()的事故。 (a)烧伤 (b)爆炸 (c)焊机冒烟 (d)电路被烧断 a 5.手工焊接的空间位置中()最容易引起烧伤事故。 (a)平焊 (b)立焊 (c)横焊 (d)仰焊 d 6.在钢轨喷焊过程中()可能产生回火。 (a)乙炔压力波动小 (b)供气过足 (c)喷嘴过热 (d)喷嘴过冷c 7.布氏硬度的符号用()表示。 (a)hs (b)hv (c)hl (d)hb d 8.在钢

钢轨焊接工(铝热焊)讲义2
格式:pdf
大小:5.3MB
页数:40P
4.5
1 广铁(集团)公司钢轨铝 热焊接讲义 作者: 怀化职工培训基地2010年10月 2 目录 附录ctbt_2658.21-2007钢轨焊缝超声波探伤作业标准 附录d广深港铁路、广珠城际铁路钢轨探伤验收管理办法(行) 附录e铝热焊的常见缺陷和原因分析 附录f铝热焊题库(后附答案) 3 1范围 tb/t1632的本部分规定了钢轨铝热焊接的要求、试验方法和检验规则。 本部分适用于50kg/m--75吨/m钢轨的铝热焊接。 2规范性引用文件 下列文件中的条款通过tb/t1632的本部分的引用而成为本部分的条款。凡是注日期的 引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓 励根据本部分达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文 件,其最新版本适用
(精选)钢轨焊接工国家职业标准
格式:pdf
大小:118KB
页数:13P
4.6
钢轨焊接工国家职业标准(铝热焊) 1.职业概况 1.1职业名称 钢轨焊接工 1.2职业定义 1.2.1钢轨焊接工即运用闪光焊、接触焊、气压焊、铝热焊或其它方法完成铁路 钢轨的焊接,以实现线路大修、维修目标的从业人员。 1.2.2铝热焊钢轨焊接工即运用铝热焊方法完成铁路钢轨的焊接,以实现线路大 修、维修目标的从业人员。 1.3职业等级 本职业共设五个等级,分别为:国家职业资格五级(初级)、国家职业资格四 级(中级)、国家职业资格三级(高级)、国家职业资格二级(技师)、国家职业 资格一级(高级技师)。 1.4职业环境条件 室内、室外、高空、常温。 1.5职业能力特征 有获取、领会和理解外界信息的能力,有语言表达以及对事物的分析和判断的 能力;手指、手臂灵活,动作协调性好;心理及身体素质较好,无职业禁忌症, 适应高空作业要求;听力及辨色力正常,双眼矫正视力不低于5.0。

钢轨焊接工考试题答案
格式:pdf
大小:13KB
页数:2P
4.7
焊接工冬季培训结业考试题 姓名--------------------单位-------------------------考试时间--------------------- 题目一二三四总分阅卷人 得分 一、填空题(共40分,每空2分) 1、2000年换轨段配置了我国第一台国产k900焊机,该型k900型焊机具有连续闪光焊接和脉动闪 光焊接两种工艺功能。 2、高强度耐磨pd3钢轨和u71mn钢轨相比钢的化学成分强化了硅和钒的含量,导致常规焊接性能大 大下降。 3、和k355焊机使用蜗轮蜗杆传动的液压伺服系统不同,k900焊机的比例阀能够完成灵敏精确的送 进和分离动作。 4、脉动闪光焊接工艺与连续闪光不同之处是用钢轨的烧化量来确定两个阶段的焊接时间,而不像连 续闪光焊接那样可以直接调节各个阶段的焊接时间。 5、无论是断续电阻预热闪光焊、连
U71Mn钢钢轨轨端热处理工艺改进
格式:pdf
大小:283KB
页数:4P
4.6
u71mn钢钢轨轨端热处理工艺改进 李德虹 1 ,王权 2 (1包钢钢联股份公司轨梁厂精整车间,内蒙古包头014010;2包钢技术中心,内蒙古包头014010) 摘要:对钢轨轨端采用加热空冷、加热风冷、淬火+回火3种不同的工艺进行热处理,并对处理后钢轨踏面的组 织、性能进行对比分析。结果表明,钢轨轨端采用加热风冷的热处理工艺是可行的,用该工艺处理后钢轨轨端的 组织、性能能够满足标准要求。 关键词:u71mn钢钢轨;轨端淬火;工艺改进 中图分类号:u2134文献标识码:a文章编号:02546051(2004)12006504 improvementoftheheattreatmentprocessofu71mnsteelrailhead lidehong1,wangquan
标准U71Mn钢轨焊接工艺分析及调试精华文档
Q345钢与钢轨焊接工艺在矿仓眉线改造上的应用 Q345钢与钢轨焊接工艺在矿仓眉线改造上的应用
格式:pdf
大小:1.3MB
页数:3P
4.7
本文结合武钢矿业公司某矿山车间的矿仓眉线钢轨断裂,导致水泥墙壁磨损严重,如不进行加固就会严重影响车间生产,针对这一情况,我们在矿仓磨损的眉线处采用焊条电弧焊加焊一块q345钢板,搭接在钢轨面上,从而能对破损的眉线加以保护。经过检验,钢板的使用寿命能够保证车间一年的生产要求,为今后的眉线保护提供了第一手资料,积累了宝贵的经验。

P50钢轨焊接工艺流程卡
格式:pdf
大小:48KB
页数:1P
4.6
批号图号 名称名称 名称直径母材 焊丝φ1.2 材质u65mn气体 2.选用备选设备1气体保护焊接焊材不必预热,但要求避风焊接。 焊条φ3.2焊条 材质q235φ4.0预热 摆动√多丝多道 不摆动——单丝单道 焊前清理 焊前预热 编制:日期:批准:日期: 工艺 编号 t型接 —— 12.焊缝表面要求无裂纹、气孔、夹渣、未熔合、未焊透等缺 陷;焊角高度8mm.要求100(100)mm间断焊。 4.预热要求,由于钢轨焊接性能较差,因此焊接前要求测温,在 距离焊缝两边100mm长的位置,用焊炬对钢轨预热。当钢轨温度 达到230~250℃时,可以实施焊接。焊接要间断进行,尽量减少 焊接部位的热量,使焊接过程中始终保持轨道温度230~250℃。 全部焊接完成后,还要继续加热到250℃,再将钢轨在空气中经 过≥0.5h时间缓慢冷却到室外温度
焊接60的U75v钢轨和U71Mn钢轨上的质量分析和对比
格式:pdf
大小:34KB
页数:4P
4.6
焊接60的u75v钢轨和u71mn钢轨上的质量分析和对比 摘要:随着我国社会经济的发展,为适应铁路高速、重载的要求和客运专线建设的需要, 对各类钢轨的焊接提出了更高的要求,在我的实际工作当中,我所使用的是瑞士schlatter 公司生产的gaas80/580钢轨电阻焊机焊接钢轨,目前主要焊接60的u75v钢轨和u71mn钢 轨,所以,本文根据我的实际工作经验,通过对两种钢轨焊接工艺和焊接质量的相应分析, 从而获取这种焊机对2种钢轨的焊接质量差异。 关键词:u75v钢轨;u71mn钢轨;gaas80/580钢轨电阻焊机 一、引言 长轨焊接生产轨种涉及到各钢厂的u71mn、u75v钢轨。近年来在焊轨设备上,大多使用 士schlatter公司生产的gaas80/580钢轨闪光对焊机进行长轨焊接生产。一般来说,强度 较低的u71mn钢轨,使用时间最长,强度
钢轨焊接工程监理实施细则
格式:pdf
大小:73KB
页数:8P
4.6
德龙烟铁路德州至大家洼段综合ⅰ标工程 钢轨焊接工程监理实施细则 编制人: 总监理工程师: 山东济铁工程建设监理有限责任公司 2011年月日 编号: 目录 一、编制依据.................................................................................3 二、监理工作的范围及重点............................................................3 三、监理工作流程............................................................................4 四、监理工作控制要点、目标及监控手段...................................7 五、监理
标准U71Mn钢轨焊接工艺分析及调试最新文档
U71Mn 75 kg/m 重型钢轨的性能研究 U71Mn 75 kg/m 重型钢轨的性能研究
格式:pdf
大小:684KB
页数:5P
4.4
研究了u71mn75kg/m重型钢轨钢的等温转变曲线及连续冷却曲线,发现将冷却速度控制在8~2℃/s之间,可获得强度高、耐磨性好的珠光体;通过与u7460kg/m钢轨的对比试验可知,在二者实物疲劳强度相近的情况下,u71mn75kg/m重型钢轨的承载能力是u7460kg/m钢轨的1.3倍,在同样的冲击能量下,前者所承受的冲击次数高于后者。
新建济南铁路桑梓店焊轨基地工程钢轨焊接工艺设计 新建济南铁路桑梓店焊轨基地工程钢轨焊接工艺设计
格式:pdf
大小:487KB
页数:3P
4.7
为满足100m定尺轨焊接500m长轨的要求,济南铁路局在桑梓店站新建焊轨基地工程,\"u\"字形焊接工艺设计。基地建成后焊轨能力成倍增长。桑梓店焊轨基地工程为济南铁路局既有线提速改造和新建胶济客运专线、京沪高速等铁路铺设高精度、高平直度的长轨提供了可靠保证。

轮轨论文:U71Mn钢轨与车轮材料匹配试验研究
格式:pdf
大小:118KB
页数:5P
4.7
轮轨论文:u71mn钢轨与车轮材料匹配试验研究 【中文摘要】铁路作为现代交通的一种重要交通工具,在国民经 济发展中占有不可替代的重要地位。正因如此,铁路发展目前正受到 各国前所未有的重视。但在世界铁路朝高速化和重载化发展的同时, 一些关键技术问题则不断出现且有待得到进一步解决,其中最主要也 是最根本的轮轨关系中的轮轨材料合理匹配问题尚未得到足够的重 视。尤其是在近年铁路高速化和重载化发展以后,面对新的环境,轮轨 磨损和疲劳伤损问题更加严重和突出,这将严重影响列车的安全性和 可靠性,增大维修时间和费用,降低了铁路运输的经济效益和社会效 益。因此,对轮轨材料进行实验室条件下的匹配试验研究对减少轮轨 伤损,使铁路运输能够更快更好的发展具有重要的指导意义。本文根 据赫兹接触理论,利用mms-2a微机控制摩擦磨损试验机对三种我国 经仿造而生产的车轮材料er7.a
钢轨基地焊接工艺质量控制探讨 钢轨基地焊接工艺质量控制探讨
格式:pdf
大小:1.3MB
页数:3P
4.8
讨论钢轨基地焊接长钢轨时影响焊接质量的关键工序及控制对策。从钢轨选配、焊前除锈、焊机状态、热处理、外观检查、探伤等工艺角度,以及设备维护保养、第三方监督等方面,提出保障焊接质量的措施。
钢轨铝热焊焊接工艺及其质量控制 钢轨铝热焊焊接工艺及其质量控制
格式:pdf
大小:69KB
页数:2P
4.7
伴随着我国经济社会的不断发展,对我国各行各业的发展状况展开深入的分析,可以发现为了保证本行业的发展有一个较为长远的前景,在时下的发展中各行业对自身技术的要求都相对要高。而针对钢轨铝热焊焊接工艺展开深入的分析,可以发现相关的公司资料与实际轨道列车运行安全问题有着较为密切的联系,所以铝热焊焊接工艺在无缝化的大环境下变得尤为重要,受到行业内部的广泛关注。
 钢轨焊接接头平直度研究
钢轨焊接接头平直度研究 钢轨焊接接头平直度研究
格式:pdf
大小:546KB
页数:4P
4.6
钢轨焊接接头是无缝线路的重要组成部分,其平直度情况对于列车行车速度、运行平稳性和旅客乘坐舒适性具有重要影响。采用型尺测量方法,对某线路现场新铺钢轨焊接接头平直度进行了测量、统计及分析,结果表明现役钢轨焊接接头平直度与tb/t1632-2005《钢轨焊接》关于平直度的要求差距很大。结合轨道平顺性控制特点,总结了钢轨焊接接头平直度控制的主要措施,对钢轨焊接接头平直度研究方向提出了建议,指出全面系统研究钢轨焊接接头平直度,对于发展我国高速重载无缝线路、加快经济建设等具有重要意义。

现场钢轨焊接施工技术
格式:pdf
大小:921KB
页数:8P
4.8
现场钢轨焊接施工技术 thespotsteelrailweldsthetechnique 叶鲍生 baoshenye 中铁十六局胶济铁路工程指挥部 摘要:本文简要介绍了胶济铁路电气化改造工程中钢轨焊接的施工方法、施工工艺、质量控制措施,为今后无 缝线路施工提供参考。 关键词:既有线长轨条焊接施工 1、工程概况: 胶济铁路电气化改造工程位于山东省的胶东半岛,东起美丽的海滨城市青岛,西至山东省会济 南市,胶济线素有山东经济的“黄金大道”之称,它对推进山东半岛对外开放的辐射,对保持山东 半岛经济持续健康发展,起到了积极的促进作用,并为山东半岛的经济腾飞创造了良好的基础条件。 我局指挥部担负施工的zh-4标段位于胶州市、高密市、昌邑市境内,dk70+800~k126+500既 有线全长52.3km,其中新建四线含双绕段,疏解线 32.574km,线路总长
钢轨焊接技术交底
格式:pdf
大小:191KB
页数:15P
4.8
施工技术交底记录 编号: 工程名称 武汉市轨道交通6号线一期工程 轨道工程(第二标段) 交底时间2016年2月16日 交底提要: 移动闪光接触焊施工技术交底 交底内容: 一、施工工艺及流程,: 施工工艺及流程内容包括钢轨焊接前准备工作、钢轨焊接前设备检查、钢轨焊接、 焊接和推凸技术要求、焊后正火、钢轨焊后调直、粗打磨、钢轨精整及平直度检验、探 伤、数据的记录及分析、钢轨焊接的质量保证措施、钢轨焊接安全措施、型式、生产检 验。 二、移动闪光接触焊要求: 施工过程严格按照交底要求进行操作,另外注意事项有:全线正线均为无缝线路, 出入段线、站内辅助线均为有缝线路,所有正线道岔岔前岔尾缓冲过渡段配一对25m缓 冲轨,现场发现尺寸不对及时更正,连接形式为冻结(道岔与缓冲轨连接端头为冻结、 缓冲轨与长轨条连接端为冻结),轨缝2mm。焊轨结束后及时恢复扣配件,轨距块安装 为外十内八。具体
标准U71Mn钢轨焊接工艺分析及调试相关
文辑推荐
知识推荐
百科推荐


职位:道路工程师
擅长专业:土建 安装 装饰 市政 园林


