




不锈钢管道氩弧焊的焊缝背面保护方法
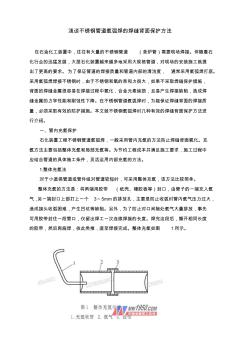
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止 焊缝背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工 程成本并满足施工要求,施工过程中应结合管道的具体施工条件,灵 活运用内部充氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方 法比较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由 管子的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔, 主要是防止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑 等缺陷。另外,为了防止对口间隙处氩气大量排放,事先可用胶带封 住一段管口,仅留出焊工一次连续焊接的长度。焊完这段后,撕开相 同长度的胶带,然后再施焊,依此类推,直至焊接完成。整体充氩如 图1所示。 图1整体充氮示意 1充氮软管;2氮
编辑推荐下载
不锈钢管道氩弧焊的焊缝背面保护方法6页
格式:pdf
大小:10KB
页数:6P
 4.5
4.5
第1页 浅谈不锈钢管道氩弧焊的焊缝背面保护方法 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝 背面氧化。充氩方法主要包括整体充氩和局部充氩等。为节约工程成本并 满足施工要求,施工过程中应结合管道的具体施工条件,灵活运用内部充 氩的方法。 1.整体充氩法 对于小直径管道或管件组对管道较短时,可采用整体充氩,该方法比 较简单。 整体充氩的方法是:将两端用胶带(纸壳、橡胶板等)封口,由管子 的一端充入氩气,另一端封口上部打上一个3~5mm的排放孔,主要是防 止收弧时管内氩气压力过大,造成接头收弧困难,产生凹坑等缺陷。另外, 为了防止对口间隙处氩气大量排放,事先可用胶带封住一段管口,仅留出 焊工一次连续焊接的长度。焊完这段后,撕开相同长度的胶带,然后再施 焊,依此类推,直至焊接完成。整体充氩如图1所示。 图1整体充氮示意 1充氮软管;2
不锈钢管道手工氩弧焊充氩保护工艺
格式:pdf
大小:2.0MB
页数:6P
4.3
攻克不锈钢管道手工氩弧焊内充氩保护工艺难题 [提要]国内市场上至今尚没有制作出专用于不锈钢管道手工氩弧焊内充氩的保护装置,在 金海浆纸业文化纸管道安装工程中,我们把它做为一个工艺课题来攻克,制作出直线对接与 弯头对接焊口、小管径和大管径三通分支管道对接焊口、大管径翻边焊口与直管段焊口等四 种充氩保护装置,应用效果良好,本文在此加以做详细介绍。 [关键词]手工氩弧焊内充氩焊缝被氧化内充氩保护装置 xxxxxxx纸业有限公司大型文化纸机安装工程主体设备、管道为德国福伊特 纸机有限公司制造提供,工程的施工工期只有10余月,其中不锈钢管道预制安 装和焊接工程量很大。该工程是我司的争创优质品牌工程,做为质量控制重点之 一的不锈钢管道焊接,同时来自外方监理(德国技师)、业主高质量要求的压力, 尤其是外方监理对其焊接工艺纪律和质量近乎苛刻的严格要求。 该工程的不锈
不诱钢管道氩弧焊时内置衬管保护方法热门文档
碳钢管道焊接时氩弧焊丝的选用 (2)
格式:pdf
大小:27KB
页数:4P
4.6
碳钢管道焊接时氩弧焊丝的选用 摘要:采用氩弧焊来代替火焰加热,利用氩弧加热比火焰焊接热量集中的特 点,取消火焰加预热,同时填加铜丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,提 高生产效率,节约成本。 关键词:阻尼环;氩弧焊;钎料 引言 同步机阻尼环焊接,以往采用火焰加热,为保护磁极线圈绝缘,需用蘸水石棉 绳保护周围线圈,线圈进水后,影响绝缘性能,使烘干时间加长,生产效率低,为提高 焊接效率公司原计划准备购买进口中频焊机,其成本过高,若利用氩弧加热比火焰 焊接热量集中的特点,采用氩弧加热代替火焰加热,取消火焰加预热,同时填加铜 丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,即提高生产效率,又节约成本。 二.氩弧焊的分类和优点 1.非熔化极。氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两 种。工作原理及特点:非熔化极氩弧焊是电弧在非熔化极(
浅谈不锈钢管道氩弧焊的焊缝背面保护方法
格式:pdf
大小:6KB
页数:3P
4.8
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 通过双氧水项目安装了解,h2o2是强化剂、腐蚀性强,在碱性和铁、重金 属等杂质存在下,会剧烈分解,具有爆炸性,生产中使用的h2、芳烃工作液也 是易燃易爆危险化学品,生产过程是系统带压连续循环化工生产过程。所以,在 管道安装过程中,焊接质量的优劣尤为重要。为了保证管道的焊接质量和管道内 部的清洁度,通常采用氩弧焊打底或全氩焊。采用氩弧焊焊接不锈钢时,由于不 锈钢和氧的亲和力很大,如果不采取焊缝保护措施,背面的焊缝金属很容易在焊 接过程中氧化,合金元素烧损,且易产生焊接缺陷,造成焊缝金属的力学性能和 耐蚀性下降。 在不锈钢管道氩弧焊时,为能保证焊缝背面的焊接质量,必须采取有效的防 护措施。不锈钢管道氩弧焊,一般采用管内充氩、自保护焊丝以及免充氩焊接保 护剂等方法,均能很好地防止焊缝背面氧化,使焊缝的力学性能和耐腐蚀性能得 到有效保证。现将不锈钢氩弧
浅谈不锈钢管道氩弧焊的焊缝背面保护方法
格式:pdf
大小:398KB
页数:6P
4.4
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 在石油化工装置中,往往有大量的不锈钢管道(含炉管)需要现场焊接。伴随着石 化行业的迅猛发展,大型石化装置越来越多地采用大规格管道,对现场的安装施工就提 出了更高的要求。为了保证管道的焊接质量和管道内部的清洁度,通常采用氩弧焊打底。 采用氩弧焊焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果不采取焊缝保护措施, 背面的焊缝金属很容易在焊接过程中氧化,合金元素烧损,且易产生焊接缺陷,造成焊 缝金属的力学性能和耐蚀性下降。在不锈钢管道氩弧焊时,为能保证焊缝背面的焊接质 量,必须采取有效的防护措施。本文就不锈钢氩弧焊时几种有效的焊缝背面保护方法进 行介绍。 一、管内充氩保护 石化装置工程不锈钢管道氩弧焊,一般采用管内充氩的方法防止焊缝背面氧化。充 氩方法主要包括整体充氩和局部充氩等。为节约工程成本并满足施工要求,施工过程中 应结合管道的具体施工条件,灵活运
 浅谈不锈钢管道氩弧焊的焊缝背面保护方法
浅谈不锈钢管道氩弧焊的焊缝背面保护方法 浅谈不锈钢管道氩弧焊的焊缝背面保护方法
格式:pdf
大小:347KB
页数:3P
4.4
在石油化工装置中,往往有大量的不锈钢管道(含炉管)需要现场焊接。为了保证焊接质量和内部清洁度,通常采用氩弧焊打底的焊接方法。本文详细介绍了不锈钢氩弧焊时,几种常用的焊缝背面保护方法。

低碳钢管道用氩弧焊丝选择
格式:pdf
大小:106KB
页数:2P
3
低碳钢管道用氩弧焊丝选择——分析了国内焊丝h0~mn2sia、tig—js0、tig—ld和日本tgs一50焊丝的化学成分、焊接工艺性、熔敷金属的机械性能和耐蚀性能。认为tig—ld焊丝是国内最好的氩弧焊丝,己达到国外同类产品生产水平。
不诱钢管道氩弧焊时内置衬管保护方法精华文档
管内不充氩不锈钢氩弧焊
格式:pdf
大小:51KB
页数:5P
4.7
管内不充氩不锈钢氩弧焊 采用药芯焊丝,背面不充氩手工钨极氩弧焊焊接不锈钢管道,是一项工艺简单 易行,又能保证焊缝及焊接质量的工艺方法,节省了大量的充氩保护辅助用工, 成本低,功效高,具有显著的优越性,值得安装单位推广应用。 1.概述 焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果背面不采取充氩保护,焊熔 金属易在焊接过程中氧化,产生焊接缺陷。所以在进行不锈钢管道氩弧焊接,为 能保证焊缝背面焊接质量,通常采用管内充氩保护措施。充氩的方法有以下几种: 1.1小口径管充氩方法 对于小直径管道,可采用整管充气的方法。这种充气方法比较简单,但随着管线 长度增加,氩气浪费较大。一般情况下,采用分段组焊,少量的中间接头焊接用 可溶纸把所焊管口两侧堵住(一般距焊口两侧200~300mm),可溶纸在水压试验试 可自行溶化。 整管充氩的具体方法:将管子的一端用软木塞塞死(木
药芯焊丝在不锈钢管道氩弧焊打底应用汇总
格式:pdf
大小:46KB
页数:3P
4.6
第29卷第6期石油化工设备vol.29no.6 2000年11月petro2chemicalequipmentnov.2000文章编 号:100027466(2000)0620046201α 药芯焊丝在不锈钢管道氩弧焊打底应用 文安妍 (大连石油化工公司工程公司,辽宁大连116031) 关键词:药芯焊丝;不锈钢;氩弧焊中图分类号:tg47文献标识码:b 为了保证用于输送腐蚀性较强、易燃、易爆和有毒介质不锈钢管对接时的焊接质 量,打底。一般是用实芯焊丝i,面充氩气保护尚可,,则困难较大。欠佳的状态,拟采 用药芯焊丝进行焊接。 药芯焊丝是一种高科技产品。目前工业发达国家使用量占焊接材料总量的30%,而 我国仅占011%。该焊丝外观如普通焊丝,内装焊剂。焊接过程中,焊缝背面可形成 一薄层药皮,使熔池和熔滴免受氧化、氮化,辅助了焊缝

免充氩不锈钢管氩弧焊
格式:pdf
大小:56KB
页数:5P
4.6
免充氩不锈钢管氩弧焊 焊接不锈钢时,由于不锈钢和氧的亲和力很大,如果背面不采取充氩保护, 焊熔金属易在焊接过程中氧化,产生焊接缺陷。所以在进行不锈钢管道氩弧焊接, 为能保证焊缝背面焊接质量,通常采用管内充氩保护措施。充氩的方法有以下几 种: 1.1小口径管充氩方法 对于小直径管道,可采用整管充气的方法。这种充气方法比较简单,但 随着管线长度增加,氩气浪费较大。一般情况下,采用分段组焊,少量的中间接 头焊接用可溶纸把所焊管口两侧堵住(一般距焊口两侧200~300mm),可溶纸在水 压试验试可自行溶化。 整管充氩的具体方法:将管子的一端用软木塞塞死(木塞中心应打上1 个直径3~5mm的孔,主要防止收弧时,因管内氩气压力过大,引起接头收弧困 难),由管子的另一端充入氩气。 1.2大直径管道充氩方法 对于直径大于89mm的管道,为节约氩气,可采用局部充氩的方法。具 体做法是在
不诱钢管道氩弧焊时内置衬管保护方法最新文档
不锈钢管氩弧焊 (2)
格式:pdf
大小:28KB
页数:3P
4.8
云南澜沧江 小湾水电站机电设备安装工程 不锈钢管氩弧焊 焊接措施 批准: 审核: 编制:李冬亮 小湾电站机电安装项目部 二00七年五月十八日 1、概述 油管及低、中压气系统管路以及图纸中提出有特殊要求的管路焊接采用氩弧 焊打底后,用手工电弧焊接。 2、施焊环境应符合下列条件 2.1、焊接的环境温度应能保证焊件所需的足够温度和焊工技能不受影响。 2.2、焊接时的风速不应超过2m/s,当超过时应有防风措施。 2.3、焊接电弧1m范围内的相对湿度不得大于90%。 2.4、当焊接表面潮湿、覆盖有水滴、刮风期间,焊工及焊件无保护措施时, 不应进行焊接。 2.5、安装焊接时,搭设必要的平台和脚手架,并捆绑牢固。 3、焊接材料 母材材质为不锈钢9180nicr,氩弧焊焊丝为不锈钢焊丝tiniocr1020h,氩 弧焊所采用的氩气纯度不得低于
噶米不锈钢管氩弧焊
格式:pdf
大小:33KB
页数:4P
4.3
云南澜沧江 小湾水电站机电设备安装工程 不锈钢管氩弧焊 焊接措施 批准: 审核: 编制:李冬亮 小湾电站机电安装项目部 二00七年五月十八日 1、概述 油管及低、中压气系统管路以及图纸中提出有特殊要求的管路焊接采用氩弧 焊打底后,用手工电弧焊接。 2、施焊环境应符合下列条件 2.1、焊接的环境温度应能保证焊件所需的足够温度和焊工技能不受影响。 2.2、焊接时的风速不应超过2m/s,当超过时应有防风措施。 2.3、焊接电弧1m范围内的相对湿度不得大于90%。 2.4、当焊接表面潮湿、覆盖有水滴、刮风期间,焊工及焊件无保护措施时, 不应进行焊接。 2.5、安装焊接时,搭设必要的平台和脚手架,并捆绑牢固。 3、焊接材料 母材材质为不锈钢9180nicr,氩弧焊焊丝为不锈钢焊丝tiniocr1020h,氩 弧焊所采用的氩气纯度不得低于
(整理)不锈钢管氩弧焊
格式:pdf
大小:32KB
页数:4P
4.6
................. ................. 云南澜沧江 小湾水电站机电设备安装工程 不锈钢管氩弧焊 焊接措施 批准: 审核: 编制:李冬亮 小湾电站机电安装项目部 二00七年五月十八日 ................. ................. 1、概述 油管及低、中压气系统管路以及图纸中提出有特殊要求的管路焊接采用氩弧 焊打底后,用手工电弧焊接。 2、施焊环境应符合下列条件 2.1、焊接的环境温度应能保证焊件所需的足够温度和焊工技能不受影响。 2.2、焊接时的风速不应超过2m/s,当超过时应有防风措施。 2.3、焊接电弧1m范围内的相对湿度不得大于90%。 2.4、当焊接表面潮湿、覆盖有水滴、刮风期间,焊工及焊件无保护措施时, 不应进行焊接。 2.5、安装焊接时,搭设必要的平台和脚手架,并

薄壁不锈钢管全自动氩弧焊工艺方法
格式:pdf
大小:13KB
页数:3P
4.4
薄壁不锈钢管全自动氩弧焊工艺方法 (jsgf14-2002) 1、适用范围 本工法主要适用于薄壁不锈钢管氩弧焊焊接,焊接管径在dn20mm~dn175mm,管壁蟆3mm。对薄壁的有色金 属及其合金管材(如铜及铜合金)也可适用。 2、焊接工艺原理 2.1焊接工艺评定:对一种型号的管材,在运用全自动氩弧焊时,必须根据全自动焊接的要求进行程序编制,同 时对编制好的焊接程序输入设备主机后,要进行焊接工艺的评定(weldingprocessquality),通过工艺评定 来确定所编制的程序是否合理,确保正式施焊程序的可靠性,并进行永久性的程序。 拟定焊接工艺→按拟定工艺做评定试验→焊接工艺评定报告 ↓ 修改拟定工艺←是否合格→制定焊接工艺 2.1.1焊接工艺评定过程如下:2.1.2焊接程序的编制 2.1.2.1焊接区域
低碳钢管道用氩弧焊丝选择 低碳钢管道用氩弧焊丝选择
格式:pdf
大小:158KB
页数:2P
4.7
分析了国内焊丝h08mn2sia、tig-j50、tig-ld和日本tgs-50焊丝的化学成分、焊接工艺性、熔敷金属的机械性能和耐蚀性能。认为tig-ld焊丝是国内最好的氩弧焊丝,已达到国外同类产品生产水平。
低碳钢管道焊接用TIG—LD氩弧焊焊丝研制 低碳钢管道焊接用TIG—LD氩弧焊焊丝研制
格式:pdf
大小:106KB
页数:未知
4.5
研制的低碳钢管道焊接用tig—ld氩弧焊焊丝的化学成分为:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及总量小于05%的微量元素ti、al、re等,焊丝用钢采用中频感应电炉氧化法冶炼,先热轧后冷拔工艺成型。焊丝的焊接工艺试验表明,熔池无飞溅,焊丝熔化均匀连续,焊缝金属致密且与母材熔合良好。焊缝金属和焊接接头的性能测试表明,熔敷金属的化学成分、机械性能和耐腐蚀性能等综合性能指标达到了国外同类产品水平,是国内用于低碳钢管道焊接最理想的焊丝。

不锈钢管道氩弧焊接施工质量要求
格式:pdf
大小:67KB
页数:6P
4.6
沧州旭阳化工有限公司生产技术部设备室 序号检查项目检查内容合格标准备注 提交有效特种作业操作证,压力容器、压力管道焊接施工要提交相 应焊接项目有效资格证 依据工程内容经过岗前技能考试合格,项目部颁发焊工资格卡,持 卡上岗,作好焊工考试记录 工程设计要求无损检测的,外观合格的试 件按照设计要求进行无损检测 提交与焊接项目相应的焊接工艺评定报告 技术交底和作业指导书 坡口制备 推荐使用带锯切割、坡口机等机加工,条件允许时采取有效防护可 辅用角磨机。坡口角度60°±5° 钝边厚度0.5~1mm 坡口清理 无杂质、污物、毛刺和镀锌层等,且不得有裂纹、夹层、加工损伤 、熔渣等缺陷,坡口及内外侧表面≥20mm范围打磨露出金属光泽 或丙酮或无水酒精清洗 管壁错边量≤10%δ,且≤2mm 氩气纯度不低于99.99%瓶装氩气在低于0.5mpa时,停止使用 到场焊材(焊丝、氩气)和管材
不诱钢管道氩弧焊时内置衬管保护方法相关
文辑推荐
知识推荐
百科推荐

职位:高级暖通空调工程师
擅长专业:土建 安装 装饰 市政 园林


