

不锈钢箱体焊接工艺设计毕业设计论文
格式:pdf
大小:854KB
页数:40P
人气 :57
 4.8
4.8
毕业设计论文 不锈钢箱体的焊接工艺设计 【摘要】: 本论文主要阐述了不锈钢箱体的装焊工艺难点进行分析 , 并从焊接方法、焊接参 数、装焊顺序等方面进行工艺攻关 , 确定合理焊接参数和装焊顺序 , 解决装焊过 程中存在的技术难题 , 确保产品的焊缝质量 , 【关键词】:焊接设备 焊接材料 焊接性能 力学性能 使用性能 焊接工艺 箱体 不锈钢 焊接参数 焊接方法 焊缝质量 目录 前言 . ........................................................... 错误!未定义书签。 1 国内外概况 .................................................... 错误!未定义书签。 2 产品情况 ...................................................... 错



大型不锈钢箱体的焊接工艺设计
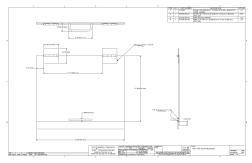
大型不锈钢箱体的焊接工艺设计 不锈钢作为应用最广、最重要的耐腐蚀材料,在工业运输、高科技产品、金属结构件 及家庭用品中都有广泛的应用,随着国民经济的发展、科学技术的进步、矿业及冶金技术 的发达和国际交流的扩大、我国的不锈钢的生产在各个领域的应用迅速扩大不锈钢材料的 焊接及其对材质变化的影响也越来越多的得到人们的关注。 镀膜室箱体为奥氏体不锈钢真空压力容器,其结构为箱式结构件,外形尺寸长宽高是 2000mm×2300mm×600mm,对角线只差要求小与等于2mm,各平面的的平面度要求小于 等于1mm,相连2件的垂直度要求小于等于1mm。镀膜室箱体是由方口法兰组建,顶板 组件,前侧板组件,后侧板组件,底板组件等构成,方口法兰组件又是由δ=1.5mm的不 锈钢板折弯形成的水道及δ=26-28mm的厚板组成。各组件焊缝较长,要求焊后无缝隙, 整个箱体的总长大概在20m左右。该
编辑推荐下载
 大型不锈钢箱体的焊接工艺设计
大型不锈钢箱体的焊接工艺设计 大型不锈钢箱体的焊接工艺设计
格式:pdf
大小:224KB
页数:2P
4.6
就镀膜室箱体的装焊工艺难点进行分析,并从焊接方法、焊接参数、装焊顺序等方面进行工艺攻关,确定合理焊接参数和装焊顺序,解决装焊过程中存在的技术难题,确保产品的焊缝质量,填补公司对真空容器产品焊接领域的空白。
大型不锈钢箱体的焊接工艺设计
格式:pdf
大小:371KB
页数:12P
4.6
1 2020年4月19日 大型不锈钢箱体的 焊接工艺设计 文档仅供参考,不当之处,请联系改正。 2 2020年4月19日 大型不锈钢箱体的焊接工艺设计 不锈钢作为应用最广、最重要的耐腐蚀材料,在工业运输、高科技产 品、金属结构件及家庭用品中都有广泛的应用,随着国民经济的发展、科 学技术的进步、矿业及冶金技术的发达和国际交流的扩大、中国的不锈钢 的生产在各个领域的应用迅速扩大不锈钢材料的焊接及其对材质变化的影 响也越来越多的得到人们的关注。 镀膜室箱体为奥氏体不锈钢真空压力容器,其结构为箱式结构件,外 形尺寸长宽高是mm×2300mm×600mm,对角线只差要求小与等于2mm, 各平面的的平面度要求小于等于1mm,相连2件的垂直度要求小于等于 1mm。镀膜室箱体是由方口法兰组建,顶板组件,前侧板组件,后侧板组 件,底板组件等构成,方口法兰组件又是由δ=1.
不锈钢箱体焊接工艺设计毕业设计论文热门文档
大型不锈钢箱体的焊接工艺的设计说明
格式:pdf
大小:362KB
页数:8P
4.4
大型不锈钢箱体的焊接工艺设计 不锈钢作为应用最广、最重要的耐腐蚀材料,在工业运输、高科技产品、金属结构件 及家庭用品中都有广泛的应用,随着国民经济的发展、科学技术的进步、矿业及冶金技术 的发达和国际交流的扩大、我国的不锈钢的生产在各个领域的应用迅速扩大不锈钢材料的 焊接及其对材质变化的影响也越来越多的得到人们的关注。 镀膜室箱体为奥氏体不锈钢真空压力容器,其结构为箱式结构件,外形尺寸长宽高是 2000mm×2300mm×600mm,对角线只差要求小与等于2mm,各平面的的平面度要 求小于等于1mm,相连2件的垂直度要求小于等于1mm。镀膜室箱体是由方口法兰组 建,顶板组件,前侧板组件,后侧板组件,底板组件等构成,方口法兰组件又是由δ=1.5mm 的不锈钢板折弯形成的水道及δ=26-28mm的厚板组成。各组件焊缝较长,要求焊后无缝 隙,整个箱体的总长大概在20m

不锈钢焊接工艺设计标准
格式:pdf
大小:330KB
页数:22P
4.6
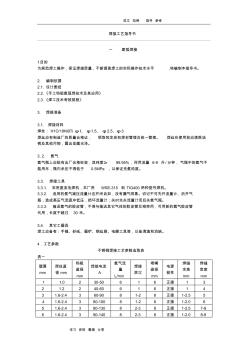
焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.选用的氩气减压流量计应开闭自如,没有漏气现象。切记不
不锈钢箱体的设计与制造 不锈钢箱体的设计与制造
格式:pdf
大小:1.5MB
页数:2P
4.5
不锈钢箱体总成是湖北世纪中远集团2011年上的新项目,由于不锈钢材料的特殊性,使箱体结构与普通碳钢的箱体结构大不相同,不锈钢在后期是不做表面涂层处理的,所以其焊接的表面要求更高,前封板与侧面板、侧面板与侧面骨架之间采用满焊的焊接方式,主要要求焊接后表面无变形,表面打磨痕迹小,看上去美观大方。我公司通过两轮试制,确定了不锈钢箱体的结构,在不断的摸索中,确定了箱体的焊接工艺和焊接参数,以保证箱体表面焊接的美观性。
不锈钢焊接工艺设计标准 (2)
格式:pdf
大小:230KB
页数:13P
4.5
范文范例指导参考 学习资料整理分享 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不 能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊机。 3.3.2.

不锈钢焊接工艺设计技术要点和焊接工艺设计规程完整
格式:pdf
大小:409KB
页数:40P
4.4
word资料可编辑 专业整理分享 不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊件 用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择如 表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8
不锈钢箱体焊接工艺设计毕业设计论文精华文档
不锈钢焊接性分析与焊接工艺设计专家系统 不锈钢焊接性分析与焊接工艺设计专家系统
格式:pdf
大小:308KB
页数:5P
4.5
针对不锈钢焊接建立的专家系统,可对各类不锈钢按照不同的焊接方法进行焊接性分析,焊接人员可方便地查询到分析结果,同时还可以对系统提供的焊接性分析结果进行浏览、修改、添加、删除。焊接性分析可以为后续的焊接工艺设计打下良好的基础。焊接工艺设计采用正向推理机制,根据焊接方法、母材及其厚度等条件推理出焊接所需的焊接工艺参数,最后生成工艺指导书。系统不但可以针对不同的焊接方法和待焊母材进行工艺查询,还可以针对设计日期和工艺编号进行工艺查询,而且具有修改、删除和添加焊接工艺参数的功能。

CTB不锈钢箱体系列
格式:pdf
大小:377KB
页数:5P
4.8
ctb不锈钢箱体系列 eaton’scrouse-hindsseriese.5 ctb系列是基于"atex"、"iecex"和"gb"防爆 认证的箱体解决方案,完全符合上述标准对 抗冲击、散热及ip防护等级的要求。ctb系 列有十四种尺寸和多种配置可选。我们可根 据客户需求,提供和装配诸如电缆戈兰、呼 吸阀、堵头等服务配件。 ctb系列产品使用高质量的材料和优化的结 构设计,将会成为仪表和电气应用领域的代 表产品。 1/4转紧固锁或松不脱设计的不锈钢六角头开槽螺栓紧固件是箱体 实现ip防护等级(ip66/67)的有效保证。 外壳安装两个或四个3mm厚 的表面焊接式不锈钢挂耳, 顶部为挂钩式,底部为环耳 式。 为客户提供了一个快速安全 可靠的机柜安装方式。 产品简介 位于箱体侧面的一体式黄铜 双头螺栓组件是提供可靠、 高效的接地连接的

不锈钢箱体焊接工艺设计毕业设计论文最新文档

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31

不锈钢焊接工艺 (4)
格式:pdf
大小:626KB
页数:17P
4.7
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
不锈钢焊接工艺 (5)
格式:pdf
大小:17KB
页数:7P
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂

不锈钢焊接工艺
格式:pdf
大小:626KB
页数:17P
4.6
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
 薄壁大直径不锈钢简体的焊接工艺设计
薄壁大直径不锈钢简体的焊接工艺设计 薄壁大直径不锈钢简体的焊接工艺设计
格式:pdf
大小:155KB
页数:未知
4.3
主要谈谈0cr18ni9不锈钢作为永磁筒式磁选机设备的主要结构件筒体时的焊接工艺。该筒体为一薄壁不锈钢组焊件,由2块尺寸相同、厚度为4mm的矩形不锈钢钢板分别卷制成筒形后。再整体成形为直径为1050mm的大直径筒体。
Q235钢与0Cr18Ni9钢焊接的焊接性及焊接工艺研究毕业设计论文
格式:pdf
大小:573KB
页数:30P
4.5
陕西航空职业技术学院 毕业设计(论文)说明书 材料工程系系焊接技术及自动化专业 毕业设计(论文)题目q235钢与0cr18ni9 钢焊接的焊接性及焊接工艺研究 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师 的指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以 标注和致谢的地方外,不包含其他人或组织已经发表或公布过的研究 成果,也不包含我为获得及其它教育机构的学位或学历而 使用过的材料。对本研究提供过帮助和做出过贡献的个人或集体,均 已在文中作了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文) 的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版 本;学校有权保存毕业设计(论文)的印刷本和电子
不锈钢筛网焊接工艺
格式:pdf
大小:6KB
页数:2P
4.7
不锈钢筛网的焊接和不锈钢丝网深加工的焊接工艺问题 在不锈钢网生产和深加工过程中经常需要使用各种焊接技术支持。 一方面,不锈钢电焊网的生产本身就是焊接工艺织造的不锈钢丝网产品,另一方 面,诸如一些不锈钢网片、网架、网框,深加工如不锈钢网篮、不锈钢网筒、不 锈钢过滤器,不锈钢网的拼接、镶边、镶框等,都需要各种不同的焊接技术实现。 不锈钢丝网中304材料是最通用的材料,304不锈钢筛网也是焊接中经常使用的 不锈钢筛网产品。304不锈钢一般具有良好的焊接性能,原则上不须进行焊前预 热和焊后热处理。 对相关304不锈钢丝网类制品进行焊接时:由于不锈钢本身所具有的特性(例如 304不锈钢的热膨胀系数是低碳钢和高铬系不锈钢的1.5倍;导热系数约是低碳 钢的1/3,而高铬系不锈钢的导热系数约是低碳钢的1/2;比电阻是低碳钢的4 倍以上,而高铬系不锈钢是低碳钢的3倍。),与普碳钢相比
 不锈钢闪蒸罐焊接工艺
不锈钢闪蒸罐焊接工艺 不锈钢闪蒸罐焊接工艺
格式:pdf
大小:74KB
页数:1P
4.7
本文探讨不锈钢闪蒸罐的焊接过程,分析了不锈钢材料进行焊接时的焊接性,介绍了焊接过程中采用焊接方法,制定了详细的焊接工艺,介绍了焊接时的操作要点,可用以指导实际操作。
不锈钢箱体焊接工艺设计毕业设计论文相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程标准员
擅长专业:土建 安装 装饰 市政 园林


