

不锈钢碳钢管道焊接方案
格式:pdf
大小:86KB
页数:7P
人气 :89
 4.5
4.5
深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批 准: 审 核: 编 制: 深能环保河源电厂工程项目经理部 1.编制依据 1.1 ?工业金属管道工程施工及验收规范? GB50235-97; 1.2 ?现场设备、工业管道焊接工程施工及验收规范? GB50236-98; 1.3 ?承压设备无损检测? JB/T4730-2005 ; 1.4 施工图; 1.5 现场情况; 1.6 本公司质量 /职业健康安全 /环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、 二次蒸汽、不凝气、冷凝水、循环水、密封水、空气、 3%硝酸等。设计压力均为低压, 其中有部分管线为压力管道。材质主要有: Q235-B、20#、304、



(整理)不锈钢碳钢管道焊接方案
................. ................. 深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批准: 审核: 编制: 深能环保河源电厂工程项目经理部 ................. ................. 1.编制依据 1.1?工业金属管道工程施工及验收规范?gb50235-97; 1.2?现场设备、工业管道焊接工程施工及验收规范?gb50236-98; 1.3?承压设备无损检测?jb/t4730-2005; 1.4施工图; 1.5现场情况; 1.6本公司质量/职业健康安全/环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、

不锈钢碳钢管道焊接方案收集资料
深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批准: 审核: 编制: 深能环保河源电厂工程项目经理部 1.编制依据 1.1?工业金属管道工程施工及验收规范?gb50235-97; 1.2?现场设备、工业管道焊接工程施工及验收规范?gb50236-98; 1.3?承压设备无损检测?jb/t4730-2005; 1.4施工图; 1.5现场情况; 1.6本公司质量/职业健康安全/环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、 二次蒸汽、不凝气、冷凝水、循环水、密封水、空气、3%硝酸等。设计压力均为低压, 其中有部分管线为压力管道。材质主要有:q235-b、20#、304、
编辑推荐下载

(整理)不锈钢碳钢管道焊接方案 (2)
格式:pdf
大小:89KB
页数:8P
4.7
................. ................. 深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批准: 审核: 编制: 深能环保河源电厂工程项目经理部 ................. ................. 1.编制依据 1.1?工业金属管道工程施工及验收规范?gb50235-97; 1.2?现场设备、工业管道焊接工程施工及验收规范?gb50236-98; 1.3?承压设备无损检测?jb/t4730-2005; 1.4施工图; 1.5现场情况; 1.6本公司质量/职业健康安全/环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、
不锈钢碳钢管道焊接方案收集资料 (2)
格式:pdf
大小:86KB
页数:7P
4.7
深圳市能源环保有限公司 广东河源电厂脱硫废水深度处理安装工程 不锈钢、碳钢管道焊接方案 批准: 审核: 编制: 深能环保河源电厂工程项目经理部 1.编制依据 1.1?工业金属管道工程施工及验收规范?gb50235-97; 1.2?现场设备、工业管道焊接工程施工及验收规范?gb50236-98; 1.3?承压设备无损检测?jb/t4730-2005; 1.4施工图; 1.5现场情况; 1.6本公司质量/职业健康安全/环境管理手册及程序文件。 2.工程概况 深圳市能源环保有限公司脱硫废水深度处理安装工程,包括设备、工艺管道、电气、 仪表安装,以及配套的防腐保温,其中管道部分工作介质主要有盐水、盐浆、生蒸汽、 二次蒸汽、不凝气、冷凝水、循环水、密封水、空气、3%硝酸等。设计压力均为低压, 其中有部分管线为压力管道。材质主要有:q235-b、20#、304、
不锈钢碳钢管道焊接方案热门文档
碳钢管道焊接工艺方案
格式:pdf
大小:30KB
页数:6P
4.8
碳钢管道焊接工艺方案 一.焊接条件 1.材料 ①母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料 质量证明书或材质复验报告。 ②焊接材料(以下简称焊材) a.进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证 明书。 b.施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管 理规范》规定要求执行。 2.主要设备及工具 ①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、 除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠。计量仪表正常, 并经检定合格且有效。 ②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与 修磨工具配备齐全。 3.焊接工艺评定按相应规程、标准规定的要求已完成。焊接工艺卡已 4.焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持 证项目。 5.焊接环境 ①
碳钢管道焊接工艺卡
格式:pdf
大小:106KB
页数:4P
4.4
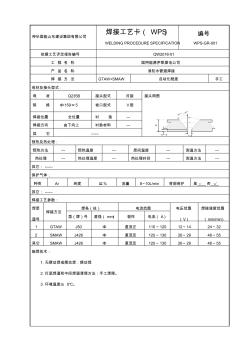
神华国能山东建设集团有限公司 焊接工艺卡(wps) weldingprocedurespecification 编号 wps-gr-001 依据工艺评定报告编号qw2018-01 工程名称国网能源伊犁煤电公司 产品名称消防水管道焊接 焊接方法gtaw+smaw自动化程度手工 母材及接头型式: 母材q235b接头型式对接接头简图 δ 0.5~21~3 30° ~35 ° 规格φ159×5坡口型式v型 焊接位置全位置衬垫--- 焊接方向由下向上衬垫材料--- 其它------ 预热及热处理: 预热方法---预热温度---层间温度---测温方法--- 热处理---热处理温度---热处理时间---测温方法--- 其它:------ 保护气体: 种类ar纯度≧%流量8~10l/min
碳钢管道焊接工艺规程
格式:pdf
大小:97KB
页数:12P
4.6
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 1 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求

碳钢管道焊接工艺规程
格式:pdf
大小:47KB
页数:6P
4.7
碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证 明书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明 书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2工具 角向磨光机、钢丝刷、凿子、榔
碳钢管道焊接工艺规程(1)
格式:pdf
大小:96KB
页数:12P
4.3
碳钢管道焊接工艺规程 鄂尔多斯市精工动力设备安装有限责任公司 年月日 碳钢管道焊接工艺规程 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款,凡是注日期的引用文件, 其随后的修改单(不包括勘误的内容)或修订版均不适用于标准,然而,鼓励根据本部分 达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新 版本适用于本标准。 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 dl/t869-2004《火力发电厂焊接技术规程》 劳人部[1988]1号《锅炉压力容器焊工考试规则》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并
不锈钢碳钢管道焊接方案精华文档
碳钢管道焊接工艺设计规程完整
格式:pdf
大小:49KB
页数:6P
4.3
范文范例学习指导 word整理版 碳钢管道焊接工艺指导书 1范围 本标准适用于工业管道和公用管道的碳钢类钢材的焊接施工。 2规范性引用文件 gb50235-97《工业金属管道工程施工及验收规范》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》 《焊工技术考核规程》 3先决条件 3.1材料 3.1.1母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料质量证明 书或材质复验报告。 3.1.2焊接材料(以下简称焊材) 3.1.2.1进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证明书。 3.1.2.2施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管理规范》 规定要求执行。 3.2主要设备及工具 3.2.1设备 焊机等设备完好,性能可靠。计量仪表正常,并经检定合格且有效。 3.2.2
碳钢管道焊接工艺方案(20200724215920)
格式:pdf
大小:36KB
页数:9P
4.5
精选资料 可修改编辑 碳钢管道焊接工艺方案 一.焊接条件 1.材料 ①母材 进入现场的管材、管件等应符合相应标准和设计文件规定要求,并具有材料 质量证明书或材质复验报告。 ②焊接材料(以下简称焊材) a.进入现场的焊材应符合相应标准和技术文件规定要求,并具有焊材质量证 明书。 b.施工现场的焊材二级库已建立并正常运行。焊材的管理按《焊接材料管 理规范》规定要求执行。 2.主要设备及工具 ①设备逆变焊机或硅整流焊机,预热和热处理设备、高温烘箱、恒温箱、 除湿机、温度和湿度测量仪、碳弧气刨等设备完好,性能可靠。计量仪表正常, 并经检定合格且有效。 ②工具便携式焊条保温筒、角向磨光机、钢丝刷、凿子、榔头等焊缝清理与 修磨工具配备齐全。 3.焊接工艺评定按相应规程、标准规定的要求已完成。焊接工艺卡已 4.焊工按《锅炉压力容器焊工考试规则》规定要求,经考核具有相应的持 证项目。 5
 碳钢和奥氏体不锈钢管道焊接焊材选用分析
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
格式:pdf
大小:205KB
页数:3P
4.4
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。

不锈钢碳钢管道焊接方案最新文档
碳钢管道焊接时氩弧焊丝的选用 (2)
格式:pdf
大小:27KB
页数:4P
4.6
碳钢管道焊接时氩弧焊丝的选用 摘要:采用氩弧焊来代替火焰加热,利用氩弧加热比火焰焊接热量集中的特 点,取消火焰加预热,同时填加铜丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,提 高生产效率,节约成本。 关键词:阻尼环;氩弧焊;钎料 引言 同步机阻尼环焊接,以往采用火焰加热,为保护磁极线圈绝缘,需用蘸水石棉 绳保护周围线圈,线圈进水后,影响绝缘性能,使烘干时间加长,生产效率低,为提高 焊接效率公司原计划准备购买进口中频焊机,其成本过高,若利用氩弧加热比火焰 焊接热量集中的特点,采用氩弧加热代替火焰加热,取消火焰加预热,同时填加铜 丝或钎料,不用蘸水石棉绳冷却,避免线圈进水,即提高生产效率,又节约成本。 二.氩弧焊的分类和优点 1.非熔化极。氩弧焊按照电极的不同分为熔化极氩弧焊和非熔化极氩弧焊两 种。工作原理及特点:非熔化极氩弧焊是电弧在非熔化极(
10.大口径碳钢管道焊接工艺指导
格式:pdf
大小:18KB
页数:13P
4.4
10.大口径碳钢管道焊接工艺指导 甘肃火电工程公司 内部受控文件 甘肃靖远电厂三期工程 施工作业指导书 工程名称:#7机组大口径碳钢管道焊接 施工作业指导书 工程编号: 甘肃火电工程公司靖远项目部 精品制胜诚信立 甘肃火电工程公司 大口径碳钢管道焊接工艺指导 工程名称:甘肃靖远电厂三期扩建工程 施工部门:热机焊接工区 编写: 工区专工: 工程部: 安全管理部: 总工: 精品制胜诚信立 日期:日期:日期:日期:日期: 甘肃火电工程公司 目录 1编制依据???????????????????12工程(设备)概 况???????????????13作业前应做的准备工作和必须具备的条件?????.1 4参加施工人员的资格和要求???????????25作业所需的工器 具???????????????26作业程序、方法、内容及工作标准安装
碳钢管道全位置自动TIG焊 碳钢管道全位置自动TIG焊
格式:pdf
大小:156KB
页数:4P
4.5
以20#碳钢管φ88.9×4.5管-管对接焊接为例,简述碳钢管道全位置自动tig焊的焊接工艺和操作要点。主要包括:工作条件;坡口型式的选择和加工;组对工艺参数和要求;焊接试验前的准备;分析主要工艺参数对焊缝成形的影响;根据全位置焊接过程中的受力特点,合理划分焊接区间,通过试验优化焊接工艺参数;最后按照标准进行一系列检查和试验,形成成熟的焊接工艺。
低碳钢管道焊接用TIG—LD氩弧焊焊丝研制 低碳钢管道焊接用TIG—LD氩弧焊焊丝研制
格式:pdf
大小:106KB
页数:未知
4.5
研制的低碳钢管道焊接用tig—ld氩弧焊焊丝的化学成分为:005%~010%c、09%~18%mn、05%~12%si、0025%~004%p(s)以及总量小于05%的微量元素ti、al、re等,焊丝用钢采用中频感应电炉氧化法冶炼,先热轧后冷拔工艺成型。焊丝的焊接工艺试验表明,熔池无飞溅,焊丝熔化均匀连续,焊缝金属致密且与母材熔合良好。焊缝金属和焊接接头的性能测试表明,熔敷金属的化学成分、机械性能和耐腐蚀性能等综合性能指标达到了国外同类产品水平,是国内用于低碳钢管道焊接最理想的焊丝。
碳钢管道现场安装的焊接施工方案2
格式:pdf
大小:1.3MB
页数:17P
4.6
第1页共1页 碳钢管道现场安装 焊接施工方案 第2页共2页 reviewandapproval审核和批准: a2009.09.29firstissue首次发布张德清张贤康陈博 rev 版本 date日期 yy.mm.dd status状态 writtenby 编制 checkedby 审核 approvedby 批准 approvedbyclient 客户批准 (printthenewestapprovedversionandwriteeachsignature打印最新的批准版,签上姓名) 第3页共3页 目录 1.目的⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯...⋯⋯3 2.工作范围⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯.....⋯..3

不锈钢管道焊接程序
格式:pdf
大小:14KB
页数:8P
4.4
1/8 不锈钢管道焊接程序 一、焊前准备; 焊接坡口制备质量检查、依据施工图样和焊接工艺指 导书中规定的坡口尺寸、精度和表面质量的要求,坡口 质量包括平整度、垂直度和清洁度等。 1、检查坡口的加工尺寸(高度、角边及钝边等)和精度是 否符合有关技术标准的规定。 2、检查坡口表面粗糙度及表面缺陷(气割缺口、裂纹、分 层和夹渣)如果超出标准允许范围的缺陷,应进行修复 处理,如表面粗糙度未达标准,可采用砂布修磨。 3、检查坡口的表面清理质量。坡口面及其两侧至少200mm 范围内应清理干净,不保留有毛刺、挂渣、铁锈、油污、 氧化膜及油漆等有害异物。 4、坡口表面的无损探伤检查。对于焊接工艺文件规定对坡 口表面要进行无损探伤(如着色等)的材料(如cy-m 钢、fe-cy-n高温含合金钢等,应进行无损检查,如发现 裂纹等缺陷应予清除。 二、组装和定位焊检查; 1、检查组装后的几何尺寸和形状
不锈钢碳钢管道焊接方案相关
文辑推荐
知识推荐
百科推荐


职位:路桥造价工程师
擅长专业:土建 安装 装饰 市政 园林


