

不锈钢热轧钢带
格式:pdf
大小:118KB
页数:3P
人气 :91
 4.8
4.8
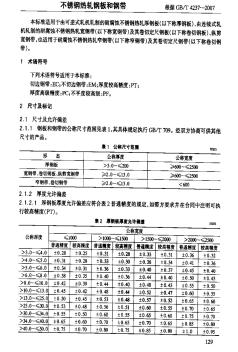
(1)尺寸规格 :钢带厚度为 2.0mm 、2.5mm 、 3.0mm 、 3.5mm 、 4.0mm、 4.5mm 、 5.0mm 、6.0mm、 7.0mm 、 8.0mm。 (2)允许偏差见表 5-206。表 5-209。 表 5-206不锈钢热轧钢带的厚度允许偏差 (mm) 厚 度 宽 度 <1000 ≥1000~<1250 ≥1250~<1600 ≥2.00~<2.50 ±O.25 ±O.30 ≥2.50~<3.00 ±O.30 ±O.35 ±O.40 ≥3.00~<4.00 ±0.35 ±0.40 ±O.45 ≥4.00~<5.00 士 O.40 士 O.45 ±0.50 ≥5.00~<6.00 ±O.50 士0.55 ±0.60 ≥6.00~<8.00 ±0.60 士0.65 ±O.70 注:根据需方要求,表中的允许偏差可以限制在正值或负值 G一边,但是此时的



热轧钢带、薄板及钢卷
hr5.2.0402.2007 无论您需要采购特种钢材、结构件、系统设备、或是全方位的解决方案,ruukki罗奇公司是您值得信赖的合作伙伴。 公司不断开发新的产品,改进运营模式,以满足客户的需求。 1 热轧钢带、薄板及钢卷 材料处理 机械切割 本数据单汇集了本公司对热轧钢产品进行下述机械切割的相关信息: ?旋转切削 ?闸床切削 材料处理机械切割 对于高强钢的切割,建议使用机械切割法中的剪板 机。尤其是optim700mc、optim700ml、optim900 qc、optim960qc、raex400、raex450及raex500 等,需悉心选择切割机械及切割值。最重要的因素为公隙 及切割角。切割刀片的硬度对切割结果也有较大影响,尤 其对raex耐磨钢而言这种影响尤为明显。raex400耐磨 钢可用刀片公隙准确的坚固型强力剪进行
编辑推荐下载
 热轧钢带边裂原因分析
热轧钢带边裂原因分析 热轧钢带边裂原因分析
格式:pdf
大小:313KB
页数:3P
4.7
针对济钢j55热轧钢带边裂问题,通过低倍组织检验、金相和光谱分析、化学成分试验等方法,分析了生产过程控制参数,研究了热轧钢带边裂的成因,提出了改进措施,并取得了显著效果。
轴承钢热轧钢带的开发 轴承钢热轧钢带的开发
格式:pdf
大小:454KB
页数:3P
4.6
介绍了南钢利用自炼的优良坯料资源进行轴承钢带钢的开发,以替代棒材轴承钢,简化了下游的制造工艺,降低了加工成本。通过对加热工艺、轧制工艺、冷却工艺的摸索,使产品的碳化物控制水平达到并超过了棒材的水平,实现对棒材成功替代。
不锈钢热轧钢带热门文档
热轧钢带边裂形成原因分析及控制 热轧钢带边裂形成原因分析及控制
格式:pdf
大小:3.5MB
页数:7P
4.7
边裂是热轧钢带生产过程中出现的边部缺陷。通过对边裂的统计分析、粗轧坯低倍缺陷分析、边裂的三维向显微组织的分析,对其形成原因及机理进行了研究。结果表明:钢坯缺陷使钢的致密性降低,使氧易于渗透并发生氧化,这是热轧带出现边裂的主因;强宽展及不均变形等轧制条件促使粗轧坯内部缺陷的扩展、氧化,这是边裂产生的外因;提出加强钢水中气体含量的管控、钢坯边部均匀冷却变形、规范粗轧机宽展操作等措施,边裂得到了明显的控制。
 不锈钢热轧粗轧控制系统
不锈钢热轧粗轧控制系统 不锈钢热轧粗轧控制系统
格式:pdf
大小:243KB
页数:4P
4.3
酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。
不锈钢热轧卷开平设备介绍
格式:pdf
大小:10KB
页数:2P
4.5
不锈钢热轧卷开平设备介绍 目前市场上对于不锈钢热轧钢卷的加工基本都为开平加工和少量的分条加工。开平加工 作为一种简单的粗加工,其普及率相当高,据统计,仅无锡南方市场和东方市场及周边部分 不锈钢加工中心,共有不锈钢热轧开平设备20台,按每台设备单班月加工能力3000吨计, 两市场年开平热轧卷能力可以达到14.4万吨。 相对于冷轧开平,无论是从尺寸精度、板型、表面各方面指标,热轧开平的要求较低, 所以对设备的精度要求也较低。目前市场上的热轧开平设备,基本以国产设备为主,而且大 部分设备都已经非常破旧。 作为开平设备,首先最为关注的自然是剪切能力,目前市场上大部分的热轧开平设备都 能剪切3~16mm厚度的热轧钢卷,而市场上流通的热轧不锈钢卷,很少有厚度超过14mm的, 所以设备的剪切厚度基本是满足市场需求的。 剪切能力的第二标准是剪切宽度,近些年来,市场上有大量
不锈钢热轧钢带精华文档
QSGZGS330-2011冷轧用热轧钢带
格式:pdf
大小:27KB
页数:7P
4.7
ics77.140.01 h40 q/sg 首钢总公司企业标准 q/sgzgs330—2011 代替q/sgzgs330-2007 冷轧用热轧钢带 2011-03-08发布2011-03-10实施 首钢总公司发布 q/sgzgs330—2011 i 前言 本标准根据实际生产和使用情况,对q/sgzgs330-2007《冷轧用热轧钢带》进行修订。 本标准代替q/sgzgs330-2007《冷轧用热轧钢带》,与q/sgzgs330-2007相比,主要技术变化如下: ——修改钢卷内径范围; ——修改塔形的规定; ——修改镰刀弯的测量长度; ——增加扁卷的规定; ——取消牌号对照表,供冷轧的热轧钢带牌号执行内部牌号规定; ——增加裂口、翻边或窝边、油污等表面质量的规定。 本标准由首钢总公司技术研究院归口。

TGF302-2009冷轧及冷成型用热轧钢带
格式:pdf
大小:74KB
页数:8P
4.4
ics h46 唐山国丰钢铁有限公司企业标准 q/tgf q/tgf302—2009 冷轧及冷成型用热轧钢带 hotrolledstripsforcoldrolledandcoldforming 2009-06-01发布2009-07-01实施 唐山国丰钢铁有限公司技术中心发布 q/tgf302—2009 i 前言 本标准主要参照en10111-2008《冷成型用热轧钢板和钢带》(英文版)、jisg3131-2005《热 轧软钢板、薄钢板和钢带》、astma568/a568m-2005《碳钢、结构钢、低合金高强度钢热轧和冷轧 标准的一般要求》。与参照标准相比较,主要修订的内容如下: ——加严了尺寸允许偏差; ——加严了化学成分指标; ——加严了dd11、dd12、dd13力学性能指标。 本标准附录a
J55钢级焊接油套管用热轧钢带性能的探讨 J55钢级焊接油套管用热轧钢带性能的探讨
格式:pdf
大小:417KB
页数:5P
4.5
根据生产实践探讨了焊接油套管对板材机械性能和化学成分的要求,指出热轧带钢合理的元素配比,良好的显微组织、优良的机械性能、精确的尺寸控制是生产优质油套管的前提所在。j55低c、mn、nb、v、ti微合金化钢采用冶炼低c、低s、高纯净度钢技术,通过添加nb、v、ti等微合金元素控轧控冷,发挥晶粒细化和析出强化的作用,得到细晶粒的铁素体-珠光体组织,为焊接油套管的生产创造了良好的条件
Q345B热轧钢带冷弯断裂成因及解决方法 Q345B热轧钢带冷弯断裂成因及解决方法
格式:pdf
大小:1.2MB
页数:5P
4.3
通过对比分析q345b热轧钢带冷弯断裂试样和合格试样的力学性能、金相组织、微观夹杂物数据及对应连铸板坯试样的化学成分和低倍检验数据,并借助扫描电镜及能谱分析仪进行断口分析,得出连铸板坯横截面1/4~1/5位置中间裂纹是造成此次钢带冷弯断裂的主要原因,并提出了通过优化连铸工艺等措施有效控制铸坯中间裂纹的形成,从而解决q345b热轧钢带冷弯断裂问题的方法,取得了显著效果。
不锈钢热轧钢带最新文档
 Q235B热轧钢带冷弯开裂原因分析及措施
Q235B热轧钢带冷弯开裂原因分析及措施 Q235B热轧钢带冷弯开裂原因分析及措施
格式:pdf
大小:117KB
页数:3P
4.7
对钢带发生的冷弯开裂试样进行了大量理化检测、组织分析。结果表明:材料冷弯开裂的主要原因是由于钢水非金属夹杂物含量偏高,次要原因是铸坯在热轧生产加热过程中表皮氧化严重,皮下气泡外露,轧制拉长使钢材表面产生裂纹源。当然,次要原因的根源还在于钢水气体含量高导致铸坯存在皮下气泡。而在这些非金属夹杂物中,又以c类(硅酸盐)和d类(环状氧化物)夹杂为最多和等级最高。基于上述原因,对q235b板坯成分和生产工艺进行了认真研究和改进,在钢水不经lf炉精炼的条件下解决了钢带冷弯开裂的问题,从而大幅降低了板带生产成本。
热轧钢带卷取塔形控制方法的研究 热轧钢带卷取塔形控制方法的研究
格式:pdf
大小:443KB
页数:4P
4.7
针对热轧钢带卷取成型过程中产生的卷取塔形问题.从工艺过程和控制过程对各种形态的塔形产生的机理进行了分析.以提高钢带卷一次成材率,提高热轧钢带卷直发率为目标,提出并实施应用新的控制思想和方法.总结出了常见塔形问题的处理方法.
430不锈钢热轧板简介
格式:pdf
大小:32KB
页数:3P
4.4
430不锈钢热轧板 材质:430 表面:no.1 用途:建筑装饰,汽车零部件等 规格:规格齐全 产地:太钢、宝钢、酒钢 规格:热轧最大厚度:3.0-10.0mm 热轧no.1是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧 就是在再结晶温度以上进行的轧制。 产品定义 430不锈钢是具有良好的耐腐蚀性能的通用钢种,导热性能比奥氏体好,热膨胀 系数比耐热疲劳,添加稳定化元素钛,焊缝部位机械性能好。由于其铬含量,又 称其为18/0或18-0。与18/8和18/10相比,含铬稍少,硬度相应降低。 化学成分 化学成 分 csimnpscr 标准£0.12£0.75£1.00£0.040£0.03016.00~18.00 一般0.0400.300.450.0200.00416.30 物理性能 密度 (g/cm3) 磁性 电阻
热轧钢带连续热镀锌生产实践 热轧钢带连续热镀锌生产实践
格式:pdf
大小:69KB
页数:未知
4.6
介绍了热轧钢带连续热镀锌工艺的概况及优势。以河北钢铁集团邯钢1#热轧热镀锌生产线为例,重点介绍了热轧钢带连续热镀锌生产实践中的技术创新。对热轧钢带热镀锌产品的质量提升和品种开发进行了论述,并对今后热镀锌板的市场需求和发展方向进行了分析。
热轧钢带连续热镀锌生产实践研究 热轧钢带连续热镀锌生产实践研究
格式:pdf
大小:282KB
页数:4P
4.5
热轧钢带连续热镀锌生产是钢带生产的重要环节,热轧钢带连续热镀锌生产技术水平的高低直接影响着钢带质量,这一理念产生于70年代的日本,此技术的应用大大提高了钢带连续镀锌生产效率。但是在长期发展过程中这一技术也遇到了一系列问题,解决这些问题是提高热轧钢带连续热镀锌水平的关键。本文将重点探讨热轧钢连续热镀锌的生产。
Q235热轧钢带破边分析及改进 Q235热轧钢带破边分析及改进
格式:pdf
大小:1.9MB
页数:未知
4.6
本文针对昆钢q235热轧钢带批量出现边裂缺陷的情况,采用化学分析、金相分析、扫描电镜分析技术,并结合生产工艺调查,对昆钢热轧钢带边裂缺陷机理及成因进行了研究分析。结果表明:冶炼脱氧不良、浇铸工艺异常是造成板坯内存在大量皮下气泡,加热轧制过程中气泡的破裂、氧化是轧钢带产生破边缺陷的主要原因;钢中的夹杂物、加热时间过长也会造成钢带破边缺陷。根据研究结果对生产工艺进行了改进,钢带破边缺陷得到有效控制,破边缺陷率由2011年的平均1.87%降低至2012年的0.21%以下,工艺改进取得了较好的效果。
不锈钢热轧钢带相关
文辑推荐
知识推荐
百科推荐


职位:消防工程师
擅长专业:土建 安装 装饰 市政 园林


