

不锈钢接头首件试制工艺分析与探讨
格式:pdf
大小:241KB
页数:2P
人气 :87
 4.5
4.5
不锈钢具有优良的力学性能和良好的耐蚀能力,但加工难度也较大。文章对不锈钢零件——接头的首件试制工作从工艺和工装等方面进行了分析和探讨。对今后的不锈钢零件首件试制工作起到指导性作用。



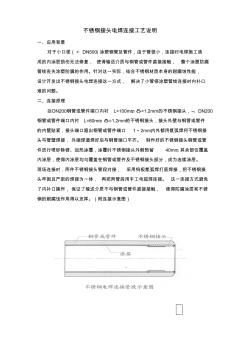
不锈钢接头电焊连接工艺说明
不锈钢接头电焊连接工艺说明 一、应用背景 对于小口径(<dn500)涂塑钢管及管件,由于管径小,连接时电焊施工造 成的内涂层损伤无法修复,使得输送介质与钢管或管件直接接触,整个涂塑防腐 管线丧失涂塑防腐的作用。针对这一实际,结合不锈钢材质本身的耐腐蚀性能, 设计开发出不锈钢接头电焊连接这一方式,解决了小管径涂塑管线连接时内补口 难的问题。 二、连接原理 ≧dn200钢管或管件端口内衬l=100mm、δ=1.2mm的不锈钢接头,﹤dn200 钢管或管件端口内衬l=60mm、δ=1.2mm的不锈钢接头,接头外壁与钢管或管件 的内壁贴紧,接头端口超出钢管或管件端口1~2mm,内外都用氩弧焊将不锈钢接 头与管壁焊接,外端焊道焊好后与钢管端口平齐。制作好的不锈钢接头钢管或管 件进行喷砂除锈、加热涂覆,涂覆时不锈钢接头外侧预留40mm,其余部位覆盖 内涂层,使得内涂层均匀覆盖在钢
不锈钢端墙板成型试制工艺分析
随着我国交通运输业的飞速发展,地铁行业也逐渐进入许多大中型城市,发展趋势势不可挡。不锈钢地铁具有高耐腐蚀性,车体节能环保,在很大程度上节约能源、减少维修费用,同时不锈钢车体还具有明显的经济优势,逐渐成为交通运输中年轻且有朝气的车体主角。端墙板作为地铁车辆不锈铜车体端墙的重要组成部件,其表面不涂装,端墙板零件的表面质量及平面度将直接影响整个车体的外观和质量。本文对地铁端墙板在试制过程中遇到的问题和工艺进行分析解决方法,并提出措施,以保证试产顺利进行。
编辑推荐下载
 焊接速度对奥氏体不锈钢接头性能的影响
焊接速度对奥氏体不锈钢接头性能的影响 焊接速度对奥氏体不锈钢接头性能的影响
格式:pdf
大小:801KB
页数:4P
4.3
对3mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(mig)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
不锈钢接头首件试制工艺分析与热门文档
脉冲加压扩散连接工艺参数对钛合金与不锈钢接头强度的影响 脉冲加压扩散连接工艺参数对钛合金与不锈钢接头强度的影响
格式:pdf
大小:1.1MB
页数:5P
4.4
采用脉冲加压扩散连接工艺对ta17钛合金与0cr18ni9ti不锈钢进行了连接试验。利用液压万能试验机测试了接头拉伸强度,分析了脉冲加压扩散连接工艺参数对接头强度的影响。结果表明:当连接温度为1098k、脉冲最小压力pmin=8mpa、脉冲最大压力pmax=50mpa、脉冲次数为20次、脉冲频率为0.5hz时,加热速度vh=30k/s,冷却温度vc=5k/s,得到最高的接头拉伸强度为293mpa,连接所用的有效时间仅为220s,实现了钛合金与不锈钢的高效良好连接。利用x射线衍射(xrd)及扫描电镜(sem)分析了接头组成相及断口形貌,接头界面主要存在β-钛、fe2ti,feti,拉伸试验中β-钛的固溶体承担了主要的拉伸力。
 不锈钢端墙板成型试制工艺研究
不锈钢端墙板成型试制工艺研究 不锈钢端墙板成型试制工艺研究
格式:pdf
大小:552KB
页数:2P
4.5
端墙板是地铁车辆不锈钢车体端墙的重要组成部件,其表面不涂装,零件的表面质量及平面度直接影响车体外观质量。本文简要介绍了成都地铁端墙板在试制过程中遇到的问题和工艺解决方法,保证生产顺利进行。
填丝TIG焊接Mo-Cu合金与18-8不锈钢接头的微观组织 填丝TIG焊接Mo-Cu合金与18-8不锈钢接头的微观组织
格式:pdf
大小:1.3MB
页数:5P
4.6
采用填丝钨极氩弧焊(tig)对mo-cu合金与18-8不锈钢进行焊接.采用金相显微镜、扫描电镜、显微硬度计及x射线衍射仪等对mo-cu/18-8接头的微观组织、显微硬度、元素分布及熔合区附近的物相组成进行分析.结果表明,mo-cu合金侧的熔合区为马氏体和奥氏体的混合组织,焊缝和18-8钢侧的熔合区为奥氏体和铁素体双相组织;从mo-cu合金到焊缝,mo元素的扩散过渡促使在熔合区形成了增碳层;mo-cu合金侧的熔合区附近主要由mo,cu,γ-fe(ni),fe0.54mo0.73和cu3.8ni相组成.增碳层和fe0.54mo0.73金属化合物的存在导致mo-cu合金侧的熔合区硬度较高,显微硬度值达1200hv.
药芯焊丝焊接铝合金/不锈钢接头组织及性能分析 药芯焊丝焊接铝合金/不锈钢接头组织及性能分析
格式:pdf
大小:507KB
页数:5P
4.6
采用znal15和alsi12药芯焊丝成功实现了铝合金/不锈钢异种金属间的熔钎焊.结果表明,焊态下采用znal15药芯焊丝所得接头抗拉强度达121mpa;而alsi12药芯焊丝所得接头抗拉强度最高可达162mpa.接头经280℃保温30min焊后热处理后,采用znal15药芯焊丝所得接头抗拉强度为180mpa,比焊态下接头抗拉强度高出将近一倍;采用alsi12药芯焊丝所得接头强度可提高至166mpa.对焊缝与钢之间的界面层进行成分分析发现,znal15药芯焊丝所得接头界面层主要由fe2al5和feal3等脆性化合物及锌固溶体组成,而alsi12药芯焊丝所得接头界面层由τ5-al7.4fe2si三元相组成,两种焊丝所得接头界面层厚度均不超过10μm.
不锈钢接头首件试制工艺分析与精华文档
TCS不锈钢接头超声冲击处理疲劳对比试验研究 TCS不锈钢接头超声冲击处理疲劳对比试验研究
格式:pdf
大小:929KB
页数:6P
4.4
日益繁忙的交通运输对车辆承受动载能力的要求越来越高,车辆的疲劳强度及提高和改善焊接接头疲劳强度越来越受到重视。对tcs铁素体不锈钢焊接接头进行了原始焊态与超声冲击处理十字焊接接头疲劳性能的对比试验,对恒幅载荷作用下超声冲击处理焊接接头的疲劳行为进行了研究。试验结果表明:超声冲击处理态试件与原始焊态试件相比,疲劳强度提高了60%左右。
外加纵向磁场对GTAW焊接不锈钢接头宏观形貌及组织的影响 外加纵向磁场对GTAW焊接不锈钢接头宏观形貌及组织的影响
格式:pdf
大小:629KB
页数:3P
4.3
改善焊接接头宏观形貌及内部晶粒形态、减小晶粒尺寸,成为提高焊接接头性能的重要途径.通过对不同外加纵向磁场强度作用下,gtaw焊接不锈钢接头宏观形貌及显微组织的分析研究,得出在外加直流纵向磁场作用下,焊缝凝聚金属偏向一侧堆积,当磁场强度为5mt时,由于电磁搅拌作用最明显,焊缝组织明显细化,最后对其机理进行了分析.
钯合金毛细管与不锈钢接头的真空钎焊 钯合金毛细管与不锈钢接头的真空钎焊
格式:pdf
大小:111KB
页数:2P
4.7
通过对钯合金毛细管与不锈钢接头连接用钎料的选择、真空钎焊工艺试验,确定了获得优质钎焊接头的工艺参数,保证了批量钯合金毛细管焊接的工艺稳定性。
鞍钢成功试制铁素体不锈钢 鞍钢成功试制铁素体不锈钢
格式:pdf
大小:65KB
页数:1P
4.5
日前,鞍钢利用顶吹转炉工艺流程在普碳钢生产线上成功试制铁素体不锈钢,在填补鞍钢转炉不锈钢生产空白的同时,成功构建了不锈钢等高合金钢生产的新模式。作为新中国最早的钢铁生产基地,鞍钢钢铁产品一直以普碳钢及低合金钢为主,现有的生产技术和装备不具备冶炼高合金钢尤其是不锈钢的条件。面对钢铁市场“寒冬”,鞍钢积极调整产品结构,努力提升差异化竞争优势,
结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接 结合钎焊和氩弧焊方法对钛合金/Nb/不锈钢接头的连接
格式:pdf
大小:668KB
页数:5P
4.7
利用agcu-1.8ti和agcu-4.4ti两种钎料对nb与0cr17ni4cu4nb不锈钢进行润湿性研究,并钎焊nb与0cr17ni4cu4nb接头。agcu-1.8ti在nb与0cr17ni4cu4nb上的润湿角均小于agcu-4.4ti。分析接头组织发现,agcu-4.4ti钎料接头中在靠近不锈钢侧存在约50μm宽的富ti层,而agcu-1.8ti钎料接头中未发现该富ti层。利用氩弧焊将tc4与nb预先焊好后再用两种钎料钎焊nb和不锈钢,测定tc4/nb/0cr17ni4cu4nb接头的室温拉伸强度。数据显示,agcu-1.8ti钎料接头的室温拉伸强度平均值达到222.2mpa,而agcu-4.4ti钎料接头强度仅有133.8mpa,所有接头均断于nb与0cr17ni4cu4nb界面。
不锈钢接头首件试制工艺分析与最新文档
焊接速度对18-8不锈钢接头组织形态的影响 焊接速度对18-8不锈钢接头组织形态的影响
格式:pdf
大小:456KB
页数:3P
4.6
以18-8不锈钢为研究材料,采用tig焊方法,仅改变焊接速度来观察接头组织形态的变化。研究发现:在固态相变区中,焊接速度越大,该区残留的δ-铁素体愈多且在晶内按一定方向平行分布。在1150℃以下接近1150℃的热影响区中,仅在晶界出现δ-铁素体,焊接速度越大,该区晶粒越小,晶界δ-铁素体数量愈多。焊接速度对焊缝中δ-铁素体形态有影响,但不太明显。
双相不锈钢HDR管材试制 双相不锈钢HDR管材试制
格式:pdf
大小:620KB
页数:3P
4.8
结合公司生产双相不锈钢的经验基础,通过优化冶炼工艺,同时用理论联系实际找到合理的双相不锈钢hdr(00cr25ni6mo3n)管材热加工、冷加工、热处理工艺参数,为该类钢种的生产积累了大量的理论及经验数据。
CuMnNiSi钎料钎焊不锈钢接头组织性能研究 CuMnNiSi钎料钎焊不锈钢接头组织性能研究
格式:pdf
大小:542KB
页数:3P
4.8
采用新型的cu-mn-ni-si钎料真空钎焊2cr13不锈钢,研究了钎焊温度和保温时间对接头组织和室温力学性能的影响。结果表明:钎焊接头组织由钎缝中心区cu-mn基固溶体和钎缝界面反应区的(fe,ni,mn)-si化合物组成。随着钎焊温度的增加,钎缝界面处化合物层厚度减小,cu-mn基固溶体相应增多,接头室温剪切强度随之增加,在钎焊时间15min、钎焊温度1050℃时达到321mpa。在钎焊温度1000℃时,接头室温剪切强度随着钎焊保温时间的延长先增加后降低,在钎焊保温时间30min时取得最大值305mpa。
钛合金与不锈钢扩散焊接头断口分析 钛合金与不锈钢扩散焊接头断口分析
格式:pdf
大小:926KB
页数:5P
4.6
通过对ta17/0cr18ni9ti相变超塑性扩散焊接头拉伸断口的观察分析,研究了其接头的组织结构,断裂机制。分析表明,在焊接过程中,由于钛合金/不锈钢两侧的ti、fe、cr等原子的互扩散,在接头界面处形成了β-ti、feti、fe2ti、σ等物相。由于界面处缺陷的存在以及钛合金侧拉向残余应力的存在,使拉伸断裂主要发生在β-ti和feti中。分析还发现,接头对缺陷很敏感,焊接端面上的倒角、划痕及孔洞会使接头的强度降低。
真空钎焊不锈钢接头组织及扩散处理研究 真空钎焊不锈钢接头组织及扩散处理研究
格式:pdf
大小:250KB
页数:3P
4.7
采用bni-2,bni-5这2种镍基钎料真空钎焊1cr18ni9ti不锈钢。利用金相分析,x射线衍射物相分析方法对钎焊接头组织特性、相组成和扩散处理后组织进行了研究。结果表明:在真空钎焊过程中,钎料和母材中元素产生明显扩散;扩散处理能够消除钎缝中化合物相,使接头组织均匀化。
不锈钢接头首件试制工艺分析与探讨 不锈钢接头首件试制工艺分析与探讨
格式:pdf
大小:130KB
页数:未知
4.7
不锈钢具有优良的力学性能和良好的耐蚀能力,但加工难度也较大。文章对不锈钢零件——接头的首件试制工作从工艺和工装等方面进行了分析和探讨。对今后的不锈钢零件首件试制工作起到指导性作用。
不锈钢接头的宽间隙真空钎焊 不锈钢接头的宽间隙真空钎焊
格式:pdf
大小:163KB
页数:未知
4.7
采用先在钎缝间隙中预填合金粉,然后在钎缝外置放钎料进行钎焊的方法,解决不锈钢接头宽间隙的钎焊问题.当钎缝内预填316粉(或1cr18ni9粉)及用bni-1a(或bni-2)钎料钎焊时,预填粉不熔化,焊后保持原来的形状。钎料中的硼沿晶界向预填粉中扩散,在晶界处与铁结合形成fe2b,钎料获得固溶体组织。用bni-1a钎料钎焊钎缝内预填316粉时,钎绀缝强度高达504.7mpa。用bni-5钎料钎焊针缝内预填316粉时,针缝组织内的固溶体相中夹带少量的化合物相,钎缝的重熔温度高达1325℃。对同一种钎料而言,宽间隙针缝的抗拉强度与重熔温度有较好的对应性,即重熔温度高,抗拉强度也高。
锰基钎料钎焊不锈钢接头组织和性能 锰基钎料钎焊不锈钢接头组织和性能
格式:pdf
大小:459KB
页数:未知
4.3
采用自制bmn50nicucrco钎料真空钎焊ocr13不锈钢,对其钎焊接头的显微组织和室温及高温力学性能进行了研究.结果表明:接头组织由mn-ni-cu-fe-cr-co固溶体组成,其显微硬度明显高于母材;钎缝室温强度可达275.0mpa,随测试温度升高逐渐降低,在400℃时降至230.5mpa,测试温度进一步升高,强度明显下降,500℃、600℃分别为164.4mpa和96.3mpa.
镍—磷合金镀管道采不锈钢接头技术 镍—磷合金镀管道采不锈钢接头技术
格式:pdf
大小:112KB
页数:3P
4.7
聚合物溶液与铁离子接触会发生化学降解,导致粘度损失,影响驱油效果,采用镍-磷合金镀管道可避免聚合物母液输送时的降解,介绍了采用不锈钢接头技术替代内补口的试验研究结果,并通过强度,硬度试验和金相组织分析等科学地确定了不锈钢接头的经济长度。
水密电缆与不锈钢接头的粘合性能 水密电缆与不锈钢接头的粘合性能
格式:pdf
大小:526KB
页数:3P
4.7
水密电缆橡胶护套与金属接头的粘合性能,是水密传感器设计中的重点。本文从橡胶与金属粘合机理着手,分析了多种影响二者粘合性能的因素。针对氯丁橡胶护套和不锈钢接头粘合的实际应用,给出了合理的硫化工艺、金属表面处理方法和匹配的胶粘剂。经水密试验和折弯试验,生产的橡胶样件满足设计要求,验证了氯丁橡胶护套和不锈钢接头的粘合强度满足水密传感器的工作要求。
不锈钢接头首件试制工艺分析与相关
文辑推荐
知识推荐
百科推荐


职位:消防工程预算员
擅长专业:土建 安装 装饰 市政 园林


