

2015.16不锈钢加强筋螺旋咬合焊管生产工艺流程(2)
格式:pdf
大小:43KB
页数:5P
人气 :97
 4.8
4.8
不锈钢加强筋螺旋咬合焊管 生 产 工 艺 流 程 版本号: 02 2015年 11 月 1 日 一、概述 1、产品执行标准 本公司生产的煤矿井下抽放瓦斯用不锈钢加强筋螺旋咬合焊管; 产品执行标准: GB/T 241-2007 《金属管,液压试验主方法》 GB/T 21835-2008 《焊接钢管尺寸及单位长度重量》的规格尺寸 GB/T 8163-2008 输送流体用无缝钢管 GB/T 3091-2008 低压流体输送用焊接钢管 AQ1043-2007 矿用产品安全标志标识 CJ/T120-2008 给水涂塑复合钢管 MT181-1988 煤矿井下用塑料管安全性能检验规范 2、产品特点与产品结构 加强筋的螺旋咬合焊接基管制造是以不锈钢钢带为基材,经过卷 制,焊接制造的不锈钢螺旋咬缝(加强筋)焊管,可用于煤矿井下正压 通风,负压通风




2015.16不锈钢加强筋螺旋咬合焊管生产工艺流程(3)
不锈钢加强筋螺旋咬合焊管 生 产 工 艺 流 程 版本号:022015年11月1日 一、概述 1、产品执行标准 本公司生产的煤矿井下抽放瓦斯用不锈钢加强筋螺旋咬合焊管; 产品执行标准: gb/t241-2007《金属管,液压试验主方法》 gb/t21835-2008《焊接钢管尺寸及单位长度重量》的规格尺寸 gb/t8163-2008输送流体用无缝钢管 gb/t3091-2008低压流体输送用焊接钢管 aq1043-2007矿用产品安全标志标识 cj/t120-2008给水涂塑复合钢管 mt181-1988煤矿井下用塑料管安全性能检验规范 2、产品特点与产品结构 加强筋的螺旋咬合焊接基管制造是以不锈钢钢带为基材,经过卷 制,焊接制造的不锈钢螺旋咬缝(加强筋)焊管,可用于煤矿井下正压 通风,负压通风

螺旋焊管生产工艺流程图
. .. 螺旋焊管生产工艺流程 1.开卷板探:将钢 板开卷后进入生产 线,首先进行全板 超声波检验 . .. 2.矫平:通过压砧 机使原来卷曲的钢 板平整 3.剪切成型:在生 产线上将钢板沿外 沿螺旋卷曲成管状 4.内外焊:采用纵 列多丝埋弧焊对螺 旋管进行内、外侧 焊接 5.内、外焊缝检测:采 用x射线探伤、超声波 对内、外焊缝两侧进行 100%探伤 . .. 6.水压试验:在水压试 验机上对扩径后的钢 管进行逐根检验以保 证钢管达到标准要求 的试验压力 7.管端加工:将检验合 格后的钢管进行管端 加工,达到要求的管端 坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉检 验,检查是否存在焊接问题及管端缺陷 9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求 进行打标。
编辑推荐下载
螺旋焊管生产工艺流程图演示教学
格式:pdf
大小:1.0MB
页数:4P
4.7
螺旋焊管生产工艺流 程图 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢2 螺旋焊管生产工艺流程 1.开卷板探:将钢 板开卷后进入生产 线,首先进行全板 超声波检验 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢3 2.矫平:通过压砧 机使原来卷曲的钢 板平整 3.剪切成型:在生 产线上将钢板沿外 沿螺旋卷曲成管状 4.内外焊:采用纵 列多丝埋弧焊对螺 旋管进行内、外侧 焊接 5.内、外焊缝检测: 采用x射线探伤、超 声波对内、外焊缝两 侧进行100%探伤 精品资料 仅供学习与交流,如有侵权请联系网站删除谢谢4 6.水压试验:在水压 试验机上对扩径后的 钢管进行逐根检验以 保证钢管达到标准要 求的试验压力 7.管端加工:将检验 合格后的钢管进行管 端加工,达到要求的管 端坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉 检验,检查是否存

螺旋焊管生产工艺流程图(20201029122228)
格式:pdf
大小:1.1MB
页数:3P
4.7
螺旋焊管生产工艺流程 1.开卷板探:将钢 板开卷后进入生产 线,首先进行全板 超声波检验 2.矫平:通过压砧 机使原来卷曲的钢 板平整 3.剪切成型:在生 产线上将钢板沿外 沿螺旋卷曲成管状 4.内外焊:采用纵 列多丝埋弧焊对螺 旋管进行内、外侧 焊接 5.内、外焊缝检测:采 用x射线探伤、超声波 对内、外焊缝两侧进行 100%探伤 6.水压试验:在水压试 验机上对扩径后的钢 管进行逐根检验以保 证钢管达到标准要求 的试验压力 7.管端加工:将检验合 格后的钢管进行管端 加工,达到要求的管端 坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉检 验,检查是否存在焊接问题及管端缺陷 9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求 进行打标。
不锈钢加强筋螺旋咬合焊管生产工艺流程热门文档
不锈钢工艺流程
格式:pdf
大小:12KB
页数:4P
4.3
不锈钢工艺流程及主要流程检测系统 不锈钢厂建于2005年10月,现有不锈钢炼钢(于2005年12月建成投产)、不锈钢热 轧(热轧即以前的炉卷工序,于2003年建成投产)、不锈钢冷轧(于2007年11月建成投产) 三大生产工序。 不锈钢已经具备年产65万吨不锈钢钢坯、60万吨不锈钢热轧带钢、35万吨不锈钢热轧 退火酸洗带钢和18万吨冷轧退火酸洗带钢及不锈钢中厚板的生产能力,酒钢不锈钢厂以建 设国际一流不锈钢生产企业为目标,实施科学化人本化管理,发挥装备优势,突出技术创新 和产品开发,不断提升产品质量,目前已能够成熟生产sus304、sus304l、sus316、 sus316l、sus430、sus410、sus410s、sus420j1、suh409l、suh409li等钢种。 下面分别对三大工序进行介绍: 一、不锈钢炼钢工序: 不锈钢炼钢

不锈钢保温杯工艺流程
格式:pdf
大小:30KB
页数:3P
4.8
保温杯是用不锈钢管为主要原材料生产而成,大致生产工艺流程图: 1、外壳加工流程 外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底 口—清洗烘干—检验敲坑—合格外壳 2、内壳加工流程(有两种,此流程为觉流程。另一种为冲压而成,但冲压的局限性大) 内管领料—割管—平管—胀形—滚上角—平上口—平底口—滚螺纹—清洗烘干—检验敲坑 —对焊—试水检漏—烘干—合格内胆 3、外壳和内壳装配流程 配杯口—焊口—压中底—焊底—检焊口焊底—中底点焊吸气剂—抽真空—测温—电解—抛 光—测温—检验抛光—压外底—喷漆—抽检测温—检验喷漆—丝印—包装—成品入库 二、生产工艺简要说明 1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料 废,操作中要避免产生凹坑、凹点、麻点、报废品。 2、水胀:用水胀压机,具体按《水胀作
不锈钢钣金加工的工艺流程
格式:pdf
大小:23KB
页数:2P
4.3
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于0.2,但只能加工无孔无切角的条料或块料。 ②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③.nc数控下料,nc下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成nc数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构受刀具结构所至,成本低,精度于0.15。 ④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同nc 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1. ⑤.锯床:主要用下铝型材
奥氏体不锈钢弹簧钢丝生产工艺流程
格式:pdf
大小:12KB
页数:2P
4.7
奥氏体不锈钢弹簧钢丝生产工艺流程: 1)流程图: 盘条表面处理拉丝固溶处理拉丝 入库包装检验 2)简述: 盘条:从上海宝钢等钢厂采购回原料后(φ5.5—11mm)需进厂 检验,包括表面(是否存在结疤、裂纹、折叠、耳子等缺陷)和尺寸 检验,还包括力学性能检验,不同炉号原料进行化学元素分析抽检。 表面处理:盘条或经过固溶处理的钢丝沾皮膜剂后烘干,皮膜剂 的作用是在钢丝表面形成一层粗糙、多孔、能吸附和携带拉丝粉的载 体,拉丝时借助这层润滑载体将拉丝粉带入模具中。 皮膜剂使用为外购指定厂家。 拉丝:依靠冷加工强化达到标准规定或客户要求的强度。在拉丝 前根据其冷加工强化系数,计算总减面率,确定成前尺寸。成品需经 过多道次拉拔,使用6/600、8/450直进式拉丝机。 拉丝模的使用:一般成品线径≥2.0mm以上采用硬质合金模,线 径<2.0mm时采用钻石模; 拉丝粉的使用
不锈钢加强筋螺旋咬合焊管生产工艺流程精华文档


不锈钢饰品铸造的工艺流程
格式:pdf
大小:15KB
页数:7P
4.4
不锈钢饰品铸造的工艺流程 学院:机电学院 班级:z1005 学号:0649100506 姓名:王治群 1、制版 失蜡浇铸需要蜡版,而蜡版的批量制作则需要用银版压制的橡胶模。它是不锈钢饰品 制作工艺中要求最高的工序,要求所制银板的表面,镂空部位和背面光洁无痕,要求银板的 各部分结构合理,镶嵌钻石的位置尺寸准确无误,有些还要求对镶嵌部位进行预加工。准备 好银版后才可以进入失蜡浇铸工艺流程。 目前使用的制版工艺主要有:手工雕蜡版,电脑雕蜡版和手起银版。三种工艺各有优 点,相互补充。 手工雕蜡版即用石蜡雕出设计图纸上的造型,再利用失蜡浇铸的方法倒出银版;电脑 雕蜡版不同于手工雕蜡的是它是通过电脑3d软件与喷蜡机相结合,做出蜡模造型,再使用 失蜡浇铸的方法倒出银版;而手制银版,就是制版师傅直接手工制作设计图上的模型。由于 手工雕蜡版制版速度快,雕蜡过程修改容易,工
不锈钢标牌工艺流程
格式:pdf
大小:733KB
页数:2P
4.8
深圳市金泰通精密五金有限公司 不锈钢标牌工艺流程 注:以下内容为转载 喷砂不锈钢标牌的制作工艺流程包括:处理前的准备和处理阶段两个 方面: 1、喷砂工艺前处理阶段:喷砂工艺前处理阶段是指对于工件在 被喷涂、喷镀保护层之前,工件表面均应进行的处理。喷砂工艺前处 理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等 方面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成 片脱落。经过认真清理的表面和一般简单清理的工件,用暴晒法进行 深圳市金泰通精密五金有限公司 涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受最普 遍的方法是:溶剂清理,酸洗,手动工具,动力工具。 2、喷砂工艺阶段:喷砂工艺是采用压缩空气为动力形成高速喷 射束,将喷料等高速喷射到需处理工件表面,使工件外表面的外表发 生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一 定的清洁度和不同
不锈钢雕塑工艺流程
格式:pdf
大小:396KB
页数:4P
4.3
精选 不锈钢雕塑——时代新宠 作者:广州凰宁景观工程有限公司—张自胜 不锈钢雕塑,简单理解就是用不锈钢做的雕塑,统称为不锈钢雕塑。不锈钢 学名叫不锈耐酸钢,通俗一些就是在空气中不容易生锈,或者耐化学物质腐蚀。 不锈钢在中国起步并不晚,新中国成立后,50年代初期就开始了研究和生产不 锈钢,并于1952年制定了我国自己的不锈钢技术标准,不过一直到改革开放初 期,不锈钢这个词一直属于非常专业的词汇,仅活跃局部的专业领域,根本无法 进入寻常百姓家,人们大都听说都没有听说过,更难得一见。此时的不锈钢属于 短缺资源或管控物质,仅被用于特殊领域。时至1985年后,伴随着改革开放的 脚步,不锈钢的生产、应用也迎来了新的春天,不锈钢的名字开始进入普通市民 的听觉范围,不锈钢的产品开始映入老百姓的眼睑。一些不锈钢制品逐渐的进入 了寻常百姓家,由于不锈钢制品光泽银亮、硬朗的质感、易于成型,
不锈钢加强筋螺旋咬合焊管生产工艺流程最新文档
 薄壁螺旋缝不锈钢焊管制造技术研究
薄壁螺旋缝不锈钢焊管制造技术研究 薄壁螺旋缝不锈钢焊管制造技术研究
格式:pdf
大小:736KB
页数:4P
4.8
针对螺旋缝薄壁不锈钢焊管弯曲成型过程中的技术问题,研究薄壁板弯曲变型的理论,设计了可以进行连续滚弯成型的螺旋缝薄壁不锈钢焊管成型设备,降低了薄壁不锈钢焊管的生产成本。

螺旋焊管生产工艺流程图(20201029122216)
格式:pdf
大小:1.0MB
页数:3P
4.3
螺旋焊管生产工艺流程 1.开卷板探:将钢板 开卷后进入生产线, 首先进行全板超声 波检验 2.矫平:通过压砧机 使原来卷曲的钢板 平整 3.剪切成型:在生产 线上将钢板沿外沿 螺旋卷曲成管状 4.内外焊:采用纵列 多丝埋弧焊对螺旋 管进行内、外侧焊 接 5.内、外焊缝检测:采 用x射线探伤、超声波 对内、外焊缝两侧进行 100%探伤 6.水压试验:在水压试 验机上对扩径后的钢 管进行逐根检验以保 证钢管达到标准要求 的试验压力 7.管端加工:将检验合 格后的钢管进行管端 加工,达到要求的管端 坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉检 验,检查是否存在焊接问题及管端缺陷 9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求 进行打标。

螺旋焊管生产工艺流程图(20201029122222)
格式:pdf
大小:1.0MB
页数:3P
4.6
v1.0可编辑可修改 1 螺旋焊管生产工艺流程 1.开卷板探:将钢 板开卷后进入生产 线,首先进行全板 超声波检验 v1.0可编辑可修改 2 2.矫平:通过压砧 机使原来卷曲的钢 板平整 3.剪切成型:在生 产线上将钢板沿外 沿螺旋卷曲成管状 4.内外焊:采用纵 列多丝埋弧焊对螺 旋管进行内、外侧 焊接 5.内、外焊缝检测:采 用x射线探伤、超声波 对内、外焊缝两侧进行 100%探伤 v1.0可编辑可修改 3 6.水压试验:在水压试 验机上对扩径后的钢 管进行逐根检验以保 证钢管达到标准要求 的试验压力 7.管端加工:将检验合 格后的钢管进行管端 加工,达到要求的管端 坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉检 验,检查是否存在焊接问题及管端缺陷 9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求 进行打标。
螺旋焊管生产工艺流程图(20201029122234)
格式:pdf
大小:1016KB
页数:2P
4.7
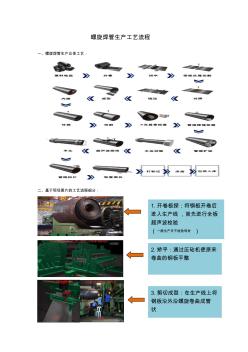
螺旋焊管生产工艺流程 一、螺旋焊管生产总体工艺: 二、基于现场图片的工艺流程细分: 1.开卷板探:将钢板开卷后 进入生产线,首先进行全板 超声波检验 (一般生产并不检验母材) 2.矫平:通过压砧机使原来 卷曲的钢板平整 3.剪切成型:在生产线上将 钢板沿外沿螺旋卷曲成管 状 4.内外焊:采用纵列多 丝埋弧焊对螺旋管进 行内、外侧焊接 5.内、外焊缝检测:采 用x射线探伤、超声波 对内、外焊缝两侧进行 100%探伤 6.水压试验:在水压 试验机上对扩径后的 钢管进行逐根检验以 保证钢管达到标准要 求的试验压力 7.管端加工:将检验 合格后的钢管进行管 端加工,达到要求的 管端坡口尺寸 8.成品检查:再次进行超声波和x射线探伤以及进行管端磁粉检 验,检查是否存在焊接问题及管端缺陷 9.涂油打标:合格后的钢管进行涂油以防腐蚀,并根据用户要求 进行打标。
不锈钢焊管
格式:pdf
大小:26KB
页数:4P
4.4
佛山不锈钢装饰管不锈钢焊管304装饰焊管www.***.***www.***.*** 不锈钢装饰焊管316l不锈钢焊管304装饰焊管www.***.***www.***.*** 简介 20世纪30年代以来,随着优质带钢连轧生产的迅速发展以及焊接和检验技术的进步, 焊缝质量不断提高,焊接钢管的品种规格日益增多,并在越来越多的领域尤其是在换热设备 用管、装饰管、中低压流体管等方面代替了无缝钢管。 分类 不锈钢管的种类有很多种,但是主要的有以下几种用途: 一、不锈钢管的分类 1、按生产方法分类: (1)无缝管——冷拔管、挤压管、冷轧管。 (2)焊管: (a)按工艺分类——气体保护焊管、电弧焊管、电阻焊管(高频、低频)。 (b)按焊缝分——直缝焊管、螺旋焊管。 2、按断面形状分类:(1)圆形钢管;(2)矩形管。 3、按壁厚分类——薄壁
不锈钢无缝管工艺流程
格式:pdf
大小:61KB
页数:2P
4.6
简化主要生产工序:圆钢→复检→剥皮→下料→定心→加热→穿孔→酸洗→平头→检验修磨→冷轧(冷拔)→脱脂 →热处理→矫直→切管(定尺)→酸洗/钝化→成品检验(涡流、超声、水压)→包装入库。 1.圆钢切断:从原材料仓库领取圆钢后,根据工艺的要求计算圆钢切割长度,在圆钢上分段划线,弓形锯床 启动后砂轮片沿分段线切下,切断后的圆钢按钢种、炉号、生产批号、规格分别堆放,端部用不同颜色的 油漆进行区分。 2.定心:横臂钻床定心时,先在圆钢的一段部找出中心点,打出样眼然后垂直固定在钻床工作台上进行定心。 定心后的圆钢按照钢种、炉号、规格、生产批号分别堆放。 3.剥皮:上道来料检查合格后进行剥皮,剥皮包括车床车剥和旋风切削,车床车剥在车床上采用一夹一顶的 加工方法进行剥皮,旋风切削则是将圆钢吊上机床进行旋风切削。 4.表面检验:剥皮后的光圆钢进行质量检验,对存在的表面缺陷做好标记,由修磨人员进
不锈钢反应釜螺旋半管修补 不锈钢反应釜螺旋半管修补
格式:pdf
大小:565KB
页数:3P
4.4
不锈钢反应釜釜体外焊接的螺旋半管在进行加热和冷却时,容易出现裂纹而发生泄漏。主要介绍一种非常实用的半管泄漏修补方法。
不锈钢加强筋螺旋咬合焊管生产工艺流程相关
文辑推荐
知识推荐
百科推荐

职位:房建工程材料员
擅长专业:土建 安装 装饰 市政 园林


