




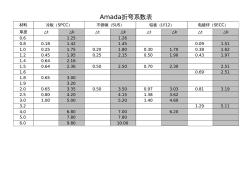
不锈钢等材质折弯系数表 (2)
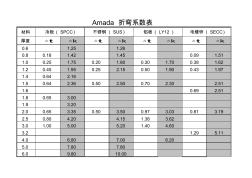
材料 厚度△t△k△t△k△t△k△t△k 0.61.251.26 0.80.181.421.450.091.51 1.00.251.750.201.800.301.700.381.62 1.20.451.950.252.150.501.900.431.97 1.40.642.16 1.50.642.360.502.500.702.302.51 1.60.692.51 1.80.653.00 1.93.20 2.00.653.350.503.500.973.030.813.19 2.50.804.204.151.383.62 3.01.005.005.201.404.60 3.21.295.11 4.06.807.006.20 5.07.807.80
编辑推荐下载
不锈钢等材质折弯系数表 (3)
格式:pdf
大小:27KB
页数:1P
 4.6
4.6
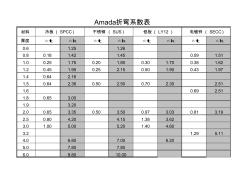
材料 厚度△t△k△t△k△t△k△t△k 0.61.251.26 0.80.181.421.450.091.51 1.00.251.750.201.800.301.700.381.62 1.20.451.950.252.150.501.900.431.97 1.40.642.16 1.50.642.360.502.500.702.302.51 1.60.692.51 1.80.653.00 1.93.20 2.00.653.350.503.500.973.030.813.19 2.50.804.204.151.383.62 3.01.005.005.201.404.60 3.21.295.11 4.06.807.006.20 5.07.807.80
不锈钢翻边管冷冲压拉延折弯方法热门文档
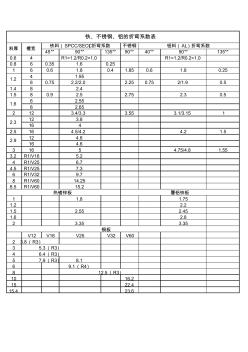
铁、不锈钢、铝的折弯系数表
格式:pdf
大小:31KB
页数:1P
4.7
不锈钢 45°90°135°90°40°90°135° 0.64r1=1.2/r0.2=1.0r1=1.2/r0.2=1.0 0.860.351.60.25 160.61.80.41.850.61.80.25 41.95 80.752.2/2.02.250.752/1.90.5 1.482.4 1.580.92.52.752.30.5 62.55 82.65 2123.4/3.33.553.1/3.151 123.8 164 2.5164.5/4.24.21.5 124.6 164.6 31654.75/4.81.55 3.2r1/v165.2 4r1/v256.7 4.5r1/v257.3 6r1/v329.7 8r1/v6014.25 8.5r1/v60
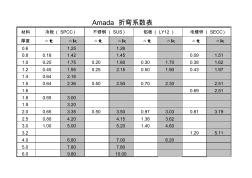
不锈钢等材质折弯系数表
格式:pdf
大小:27KB
页数:1P
4.6
材料 厚度△t△k△t△k△t△k△t△k 0.61.251.26 0.80.181.421.450.091.51 1.00.251.750.201.800.301.700.381.62 1.20.451.950.252.150.501.900.431.97 1.40.642.16 1.50.642.360.502.500.702.302.51 1.60.692.51 1.80.653.00 1.93.20 2.00.653.350.503.500.973.030.813.19 2.50.804.204.151.383.62 3.01.005.005.201.404.60 3.21.295.11 4.06.807.006.20 5.07.807.80
不锈钢板进行折弯时其特点
格式:pdf
大小:166KB
页数:2P
4.5
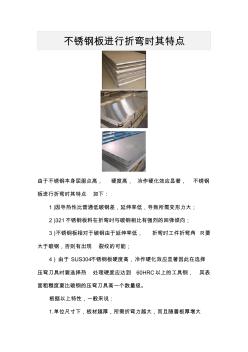
不锈钢板进行折弯时其特点 由于不锈钢本身屈服点高,硬度高,冷作硬化效应显著,不锈钢 板进行折弯时其特点如下: 1)因导热性比普通低碳钢差,延伸率低,导致所需变形力大; 2)321不锈钢板料在折弯时与碳钢相比有强烈的回弹倾向; 3)不锈钢板相对于碳钢由于延伸率低,折弯时工件折弯角r要 大于碳钢,否则有出现裂纹的可能; 4)由于sus304不锈钢板硬度高,冷作硬化效应显著因此在选择 压弯刀具时要选择热处理硬度应达到60hrc以上的工具钢,其表 面粗糙度要比碳钢的压弯刀具高一个数量级。 根据以上特性,一般来说: 1.单位尺寸下,板材越厚,所需折弯力越大,而且随着板厚增大 在选择折弯设备时折弯力的裕量应该更大; 2.单位尺寸下,抗拉强度越大,延伸率越小,所需折弯力越大, 折弯角应该越大; 3.设计图中板厚与折弯半径对应情况下,根据经验,一道弯工件 的展开尺寸为直角
不锈钢翻边管冷冲压拉延折弯方法精华文档
 双相不锈钢翻边锥体焊接裂纹及修复
双相不锈钢翻边锥体焊接裂纹及修复 双相不锈钢翻边锥体焊接裂纹及修复
格式:pdf
大小:590KB
页数:4P
4.4
介绍了sa240-s31803双相不锈钢翻边锥体焊接裂纹的产生,冷成形后固熔处理快速水冷却时应注意的事项。
不锈钢冲压零件平面度保证方法 不锈钢冲压零件平面度保证方法
格式:pdf
大小:467KB
页数:3P
4.7
不锈钢零件的平面度一直困扰着车间,为了解决零件的平面度,我们以典型动盖板为试验突破口进行试验。通过对该零件每个环节试验进行分析,验证整形、退火等工序的必要性,以及加筋改变形状和调整模具间隙为小间隙等试验后,确定了合理的模具间隙和车工车制夹具,总结出合理的不锈钢
不锈钢弯管上用预制椭圆孔翻边成形圆孔 不锈钢弯管上用预制椭圆孔翻边成形圆孔
格式:pdf
大小:174KB
页数:4P
4.6
通过对液体火箭发动机所用不锈钢弯管上椭圆预制孔翻边成形圆孔的分析、计算及试验,确定了合理的椭圆孔长轴和短轴尺寸计算公式,给出了翻边力的计算公式,翻边凸模为球形。考虑到回弹的影响,实际长、短轴尺寸要比根据公式计算出的值小一些,球形凸模的直径要比翻边直径大一些。
不锈钢薄板冲压拉深加工要点 不锈钢薄板冲压拉深加工要点
格式:pdf
大小:139KB
页数:2P
4.4
不锈钢因其优异的性能而广泛应用于工业生产中,但其冲压加工性能较差,零件表面易划伤,模具易产生粘结瘤,导致冲压质量和生产效率受到极大的影响。这就要求在冲压加工过程中从模具结构、模具材料、热处理及润滑等方面着手,提高零件质量和模具寿命,更好
不锈钢翻边管冷冲压拉延折弯方法最新文档

不锈钢薄板冲压拉深加工要点
格式:pdf
大小:128KB
页数:4P
4.5
1/4 不锈钢薄板冲压拉深加工要点 不锈钢因其优异的性能而广泛应用于工业生产中,但其冲压加工性能较差,零件表面易划伤,模具易 产生粘结瘤,导致冲压质量和生产效率受到极大的影响。这就要求在冲压加工过程中从模具结构、模具材 料、热处理及润滑等方面着手,提高零件质量和模具寿命,更好地解决不锈钢冲压过程中存在的问题。 1.不锈钢薄板冲压特点 (1)屈服点高、硬度高、冷作硬化效应显着、易出现裂口等缺陷。 (2)导热性比普通碳钢差,导致所需变形力大,冲裁力、拉深力大。 (3)拉深时塑性变形剧烈硬化,薄板拉深易起皱或掉底。 (4)拉深模具易出现粘接瘤现象,导致零件外径严重划伤。 (5)拉深时,难以达到预期的形状。 2.解决不锈钢薄板冲压拉深问题的途径 分析认为,以上问题的产生,是由不锈钢本身的性能决定的,主要受以下五个方面的因素影响:一 是原材料性能;二是模具的结构及冲压速度;三是模
不锈钢标识方法
格式:pdf
大小:5KB
页数:2P
4.7
不锈钢的标识方法 1.钢的编号和表示方法 ①用国际化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量: 如:中国、俄国12crni3a ②用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、200系; ③用拉丁字母和顺序组成序号,只表示用途。 2.我国的编号规则 ①采用元素符号 ②用途、汉语拼音,平炉钢:p、沸腾钢:f、镇静钢:b、甲类钢:a、t8:特8、 gcr15:滚珠 ◆合结钢、弹簧钢,如:20crmnti60simn、(用万分之几表示c含量) ◆不锈钢、合金工具钢(用千分之几表示c含量),如:1cr18ni9千分之一(即 0.1%c),不锈c≤0.08%如0cr18ni9,超低碳c≤0.03%如0cr17ni13mo 3.国际不锈钢标示方法 美国钢铁学会是用三位数

不锈钢的冶炼方法
格式:pdf
大小:24KB
页数:2P
4.6
不锈钢的冶炼方法 1.aod精炼法aod是一种转炉,通过转炉侧面的风口喷吹氧 气、氮气、氩气、空气和二氧化碳气,并从炉顶氧枪喷吹氧气、氩气和氮气。 这种方法可以利用大量的废钢和高碳铬铁。初始碳含量为3%,冶炼后可降至 0.015%。经电炉冶炼的钢水通过钢包送入aod炉,向熔池喷吹氧气和氩气, 降低碳含量,增加铬的氧化。为了确保快速脱碳,降低铬损,节省氩气,吹炼 初期应采用低的氩氧比。随着碳含量的降低,提高氩氧比。添加氧化物(如硅 铁)、熔剂(如石灰和萤石),通过加强吹氩搅拌,将氧化铬转化为金属,以生产 低硫不锈钢。如生产aisi304,典型的消耗量是:氩气约12nm3/t钢,氮气约 10nm3/t钢,氧气约6nm3/t钢,石灰约5kg/t钢,晶石约3kg/t钢,铝约2kg/t 钢,还原用硅约8kg/t钢,脱碳金属料约135kg/t,从装料到出

 不锈钢翻边法兰使用效果好
不锈钢翻边法兰使用效果好 不锈钢翻边法兰使用效果好
格式:pdf
大小:101KB
页数:未知
4.3
法兰是用于阀门与管道、管道与管道、管道与设备的连接件。法兰质量的好坏,不仅关系到清洁文明无泄漏,而且对设备使用寿命以致对生产正常进行有着很大的影响。所以,如何提高法兰的使用寿命,是我们需解决的问题。法兰一般都是碳钢a3制成,在盐业系统中使用,腐蚀是比较严重的。法兰腐蚀部位一般都在法兰内孔与法兰连接面。一对法兰使用
不锈钢矩形件拉延工艺分析 不锈钢矩形件拉延工艺分析
格式:pdf
大小:110KB
页数:未知
4.8
近些年来,不锈钢薄板材在装饰品、家电产品、厨具、医疗器械等行业得到广泛应用。在这些领域中不锈钢越来越多的取代了陶瓷材料,其主要原因是它具有美观、耐蚀、耐磨等使用性能,并有良好的加工工艺性。它具有比陶瓷材料重量轻、强度高、韧性好、使用寿命长、易于加工制...
不锈钢厨门顺序成形内翻边模 不锈钢厨门顺序成形内翻边模
格式:pdf
大小:102KB
页数:未知
4.7
不锈钢厨门顺序成形内翻边模泰州市汽车配件厂(江苏泰州225300)陶生寅1引言现代厨房革命中的新型不锈钢厨具门面,用料考究,表面平整光洁,外形线条流畅,结构尺寸如图1所示,材料为1cr18ni9ti,厚度0.8mm,经落料、拉伸、压型、切边、翻直边、...
铜基合金模具在拉延不锈钢饭盒中的应用 铜基合金模具在拉延不锈钢饭盒中的应用
格式:pdf
大小:387KB
页数:未知
4.5
介绍了铜基合金模具在拉延不锈钢饭盒中的应用情况。结果表明:铜基合金模具拉延不锈钢饭盒,能有效地克服拉延时饭盒表面产生的划痕、拉破,产品的破损率由15%下降至0.1%左右。本文还对比分析了cr12模具在拉延中的使用情况。
不锈钢薄壁长方管的弯曲方法 不锈钢薄壁长方管的弯曲方法
格式:pdf
大小:32KB
页数:1P
4.6
装修行业常用不锈钢薄壁方截面或长方截面弯管,例如电动不锈钢伸缩门的立管(见图1)。弯曲后,三个外侧表面均应光滑平整,方管棱角不发生皱折,整体成形美观。因此在弯曲前应确定理想的成形断面,计算关键数据,确定弯曲模具等。
不锈钢翻边管冷冲压拉延折弯方法相关
文辑推荐
知识推荐
百科推荐


职位:市政道路桥梁监理工程师
擅长专业:土建 安装 装饰 市政 园林


