

不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止
格式:pdf
大小:213KB
页数:2P
人气 :77
 4.3
4.3
就不锈钢带极埋弧堆焊的工艺特点、焊材选用和常见焊接缺陷进行了分析 ,提出焊接缺陷的的预防措施 ,取得了良好的应用效果。



不锈钢带极堆焊
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.18-1999 第18部分不锈钢带极堆焊 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 69 1范围 本标准规定了不锈钢带极堆焊的基本要求. 本标准适用于钢制压力容器及元件的不锈钢带极堆焊 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 jb4708-92钢制压力容器焊接工艺评定 zbg93008-88尿素高压设备堆焊工艺评定和焊工技能评定 cwcec8-a11s-95尿素高压设备埋弧和手工堆焊工艺评定 3焊接材料 3.1
编辑推荐下载
 不锈钢带极埋弧堆焊技术应用性的研究
不锈钢带极埋弧堆焊技术应用性的研究 不锈钢带极埋弧堆焊技术应用性的研究
格式:pdf
大小:1.1MB
页数:未知
4.7
对30mm×0.5mm,60mm×0.5mm,90mm×0,5mm焊带的焊接工艺性能及参数进行了试验研究,通过逐步调整焊接参数,分别获得了有缺陷和无缺陷的堆焊层,并结合堆焊层成形照片,分析了焊接参数及操作对堆焊层成形的影响。最终选取最佳参数,堆焊出厚度均一、表面光滑的堆焊层,成功地将堆焊层厚度控制在了6.0—6.5mm范围内。同时,通过对堆焊层进行力学性能、化学成分检测及铁素体含量测定等检验,验证了工艺参数,掌握了不同规格焊带的带极埋弧堆焊工艺性能。
大直径管板不锈钢带极的堆焊工艺 大直径管板不锈钢带极的堆焊工艺
格式:pdf
大小:104KB
页数:未知
4.5
某炼化100万t/a乙烯装置中的eo汽体塔/再吸收塔内部冷凝器(位号:e-6405),其管板直径为φ4800mm,厚度为205mm,重量为15532kg,原图纸管板材质为16mnⅳ复合00cr19ni10。但由于管板复合面积大,复合管板时需要2t高效炸药,管板容易炸裂,目前没有复合板厂能保证质量。因此,只能采用堆焊形式。管板堆焊在换热器的生产中普遍存在,但管板堆焊在焊接过程中由于受热的不均匀发生挠曲变形而改变管板的原始尺寸和形状,造成几何尺寸不合格而返工甚至报废的现象很多。由于此管板直径大,堆焊厚度较薄,如何既能保证焊接质量又能保证管板
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止热门文档
国产不锈钢带极堆焊材料的堆焊工艺 国产不锈钢带极堆焊材料的堆焊工艺
格式:pdf
大小:227KB
页数:未知
4.4
对国产不锈钢带极堆焊材料的工艺和性能进行了试验研究,采用几种不同的堆焊工艺和方法进行对比试验,制订几套较为合理的焊接工艺,满足不同焊接条件下的焊接需求
不锈钢带极堆焊的工艺因素分析 不锈钢带极堆焊的工艺因素分析
格式:pdf
大小:71KB
页数:未知
4.7
本文主要是研究了几种影响不锈钢带极堆焊的因素,同时探讨了不锈钢带极堆焊的优点,以及带极堆焊过程中容易出现的几种缺陷,并研究了带极堆焊质量的主要影响因素。
分析不锈钢管焊接缺陷 分析不锈钢管焊接缺陷
格式:pdf
大小:73KB
页数:2P
4.5
2008年华锦集团工程公司为乙烯公司安装了一条精制水管线,材质为0cr18ni9,规格为φ219mm*6mm,全长为2000米。本文就水平固定位置的焊接情况,分
一种电渣型不锈钢带极堆焊焊剂 一种电渣型不锈钢带极堆焊焊剂
格式:pdf
大小:490KB
页数:3P
4.6
介绍一种新研制电渣型不锈钢带极堆焊焊剂,实际工况试验及综合评定证明其性能及质量符合容器制造要求,可替代进口。
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止精华文档
不锈钢带极堆焊层补焊试验研究 不锈钢带极堆焊层补焊试验研究
格式:pdf
大小:146KB
页数:2P
4.8
介绍针对压力容器内壁大面积的不锈钢带极堆焊过程中易产生气孔、夹渣、咬边等焊接缺陷的手工补焊方法。通过制备实验试板,采用手工电弧焊对缺陷部位进行补焊,并对试板进行弯曲、金相等各项性能检验证明手工电弧补焊后试验件的各项性能指标均满足要求,可以用于实际产品的补焊。
A508-Ⅲ钢的不锈钢带极堆焊工艺 A508-Ⅲ钢的不锈钢带极堆焊工艺
格式:pdf
大小:193KB
页数:2P
4.6
对a508-ⅲ钢进行不锈钢带极堆焊,以提高其耐蚀性。过渡区堆焊带材为d309l,表层堆焊带材为d308l,焊剂为shd-202型烧结型电渣焊剂。采用zpgt-1000平特性电源、mui-1000-i机头、自制简易磁控焊带给送装置、双管道式焊剂给送装置,以及适宜焊接工艺,对a508-ⅲ钢进行大面积堆焊,取得了良好的效果。
常用焊接材料选用及不锈钢焊材选用
格式:pdf
大小:146KB
页数:2P
4.6
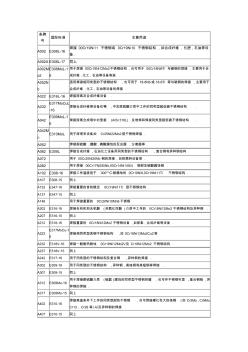
条牌 号 国际标准主要用途 a002e308l-16 焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥,石油等设 备. a002ae308l-17同上 a002m o2 e308mol-1 6 用于焊接00cr19ni12mo2不锈钢结构,也可用于00cr18ni9ti与碳钢的焊接,主要用于合 成纤维,化工,石油等设备制造. a002n b 适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊接,主要用于 合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032 e317mocul -16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构. a042 e309mol-1 6 焊接尿素合成塔中
2205型双相不锈钢带极电渣堆焊材料的研制 2205型双相不锈钢带极电渣堆焊材料的研制
格式:pdf
大小:119KB
页数:4P
4.5
研制出2205型双相不锈钢带极电渣堆焊材料,h2205焊带及其匹配焊剂sj26b,解决了工程上采用2209型双相不锈钢带极堆焊材料熔敷金属铁素体含量很难达到40%的难题。采用该套材料进行带极电渣堆焊试验,结果表明:堆焊工艺性能极佳,冶金性能优异,熔敷金属力学性能、耐蚀性能优良,熔敷金属铁素体含量为40%~60%,满足工程实际需要。
不锈钢带极电渣焊用烧结焊剂JWF205D的研制 不锈钢带极电渣焊用烧结焊剂JWF205D的研制
格式:pdf
大小:293KB
页数:4P
4.5
研制了一种新型的不锈钢带极电渣焊用烧结焊剂jwf205d,其渣系为caf2-al2o3-cao-sio2-mgo。该焊剂在焊接开始时能快速形成电渣熔池,在15m/h快速焊接条件下仍能保持稳定的电渣过程,焊接过程中飞溅小,堆焊层成形质量好,热脱渣性能优良。其为一剂多带设计,可配合多种型号的不锈钢焊带单层或多层堆焊,且熔渣碱度较高,合金元素烧损少,所得堆焊层的化学成分及各项性能指标均符合相关标准规定及用户技术协议要求。
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止最新文档
T91钢管与不锈钢非承载件焊接时焊材的优化选择 T91钢管与不锈钢非承载件焊接时焊材的优化选择
格式:pdf
大小:4.9MB
页数:3P
4.6
电站锅炉承压部件与非承压部件异种钢焊接选材存在问题,没有足够的试验数据作为参照。以t91钢管与不锈钢非承载部件焊接为例,阐述了焊接对比试验方法和过程,并对选材试验结果进行了分析。分析结果表明,采用原有的a312焊材存在焊接质量问题,应选用优化的r407焊材。
超低碳奥氏体不锈钢带极电渣堆焊接头的熔合区特征
格式:pdf
大小:933KB
页数:3P
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
水轮发电机顶盖不锈钢带极宽带埋弧堆焊 水轮发电机顶盖不锈钢带极宽带埋弧堆焊
格式:pdf
大小:151KB
页数:2P
4.4
采用h134焊带和sj315烧结焊剂对zg20simn材料水轮发电机组顶盖进行了带极宽带埋弧堆焊。结果表明:采用h134焊带和sj315烧结焊剂,预热温度为100℃、道间温度控制在100℃内的工艺堆焊水轮发电机组顶盖,可获得熔合良好、无缺陷的堆焊层;堆焊层的硬度为hrc45,堆焊层的组织为板条状马氏体组织,保证了耐磨蚀和耐腐蚀的要求。
双面氩弧焊在焊接不锈钢中的应用 双面氩弧焊在焊接不锈钢中的应用
格式:pdf
大小:121KB
页数:未知
4.4
我厂不锈钢产品多为薄壁容器,且直径较大。原焊接方法为焊条电弧焊或埋弧焊,均为双面焊,背侧需碳弧气刨清根,合格率不高,不但生产效率低,而且焊接变形难以控制。改用双面氩弧焊方法后,生产效率得以提高,改善焊缝一次探伤合格率。双面氩弧焊一次焊接成形,剩余部分采用埋弧焊或焊条电弧焊。1.工艺特点双面氩弧焊由两人操作,两人分布在焊道两端,
不锈钢焊材选用参考(全部材料焊材对应)
格式:pdf
大小:19KB
页数:15P
4.7
不锈钢焊材选用参考标准 a002焊接超低碳cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维、 化肥、石油等设备 a022焊接尿素及合成纤维设备 a042不锈钢焊条钛钙型药皮的超低碳cr23ni13mo2不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 a062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种 钢结构 a082用于00cr17ni15si4nb、00cr14ni17si4等耐浓硝酸腐蚀钢的焊接 和补焊 a802焊接硫酸浓度50%和一定工作温度及大气压力的制造合成橡胶的管 道,以及cr18ni18mo2
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
格式:pdf
大小:205KB
页数:3P
4.4
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。

常见焊接缺陷产生原因与防止措施
格式:pdf
大小:23KB
页数:2P
4.4
vgh常见焊接缺陷产生原因与防止措施 来源:未知时间:2010-04-2811:38点击:7收藏我要投稿 1)焊缝尺寸不符合要求 角焊缝的k值不等—一般发生在角平焊,也称偏下。偏下或焊缝没有圆滑过渡会引起应力集中,容易产生焊接裂纹。焊条角度问题, 应该考虑铁水瘦重力影响问题。许多教授在编写教材注重理论性而忽略实用性。焊条角度适当上抬,48/42度合适。另外,在k值要求 较大时,尽量采用斜圆圈型运条方法。 焊缝宽窄不一致:一是运条速度不均匀,忽快忽慢所致;二是坡口宽度不均匀,焊接时没有进行调整。三是在熔池边缘停留时间不均 匀。所以焊接时焊接速度均匀、考虑坡口宽度、熔池边缘停留时间合适。 焊缝高低不一致:与焊接速度不均匀有关外,与弧长变化有关。所以采用均匀的焊接速度、保持一定的弧长,是防止焊缝高低不一致 的有效措施。 弧坑:息弧时过快。与焊接电流过大、收弧方
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计经理
擅长专业:土建 安装 装饰 市政 园林


