

不锈钢打底层焊接油脂焊丝的选用
格式:pdf
大小:57KB
页数:1P
人气 :58
 4.3
4.3
背面不用充氩气保护的日本油脂公司溶接事业部开发制造的背面自保护不锈钢TIG焊丝(TGF系列),是一种特殊的涂层焊丝,焊接时,保护药皮会渗透到熔池背面,形成一层致密的保护层,使背面不受氧化。通过焊接工艺评定及产品焊接,证实不锈钢打底层焊接油脂焊丝可替代普通焊丝,油脂焊丝打底焊选用焊接工艺合理,可在生产中广泛应用。




不锈钢与异材焊接用什么焊条或焊丝
湖南京为科技有限公司http://www.***.*** 不同材质不锈钢焊接用什么焊条或焊丝 有太多的人知道自己所要焊接的母材,却不知要用什么焊条或焊丝焊接,下面是京为 焊接整理的一些不锈钢与异材焊接的对照表,根据您的母材可以通过下表可以选出您要用的 焊材。 钢种201, 202, 301, 302, 302b ,303, 3044 ,305, 304 h,30 8 304l309 309 s 310 310 s 314 316 316h 316l317317l321 347 348 330403 405 410 414 416 420 430 430f 431 440a 440b 440c 446 201,2 02,30 1,302, 302b, 303,3 044,3 05,30 4h,30 8 e308e308
编辑推荐下载

不锈钢焊丝焊条的选用 (2)
格式:pdf
大小:18KB
页数:1P
4.7
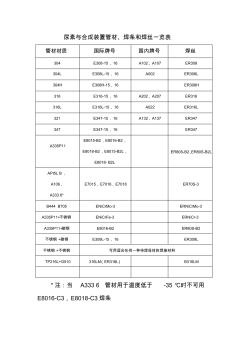
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 a691-1.25cr e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2, er80s-b2l api5lb, a106,
不锈钢焊丝焊条的选用
格式:pdf
大小:20KB
页数:1P
4.3
尿素与合成装置管材、焊条和焊丝一览表 *注:当a3336管材用于温度低于-35℃时不可用 e8016-c3,e8018-c3焊条 管材材质国际牌号国内牌号焊丝 304e308-15,16a102,a107er308 304le308l-15,16a002er308l 304he308h-15,16er308h 316e316-15,16a202,a207er316 316le316l-15,16a022er316l 321e347-15,16a132,a137er347 347e347-15,16er347 a335p11 e8015-b2,e8016-b2, e8018-b2,e8015-b2l, e8018-b2l er80s-b2,er80s-b2l api5lb, a106, a3336* e7015,e7016,e701
不锈钢打底层焊接油脂焊丝的选用热门文档
双氧水不锈钢管道焊接焊丝选用
格式:pdf
大小:15KB
页数:1P
4.4
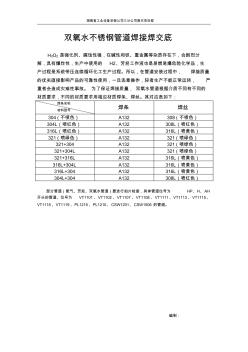
湖南省工业设备安装公司三分公司南天项目部 双氧水不锈钢管道焊接焊交底 h2o2是强化剂、腐蚀性强,在碱性和铁、重金属等杂质存在下,会剧烈分 解,具有爆炸性,生产中使用的h2、芳烃工作液也是易燃易爆危险化学品,生 产过程是系统带压连续循环化工生产过程。所以,在管道安装过程中,焊接质量 的优劣直接影响产品的可靠性使用,一旦违章操作,轻者生产不能正常运转,严 重者会造成灾难性事故。为了保证焊接质量,双氧水管道根据介质不同有不同的 材质要求,不同的材质要求用相应材质焊条、焊丝。其对应表如下: 焊条名称 材料型号 焊条焊丝 304(不喷色)a132308(不喷色) 304l(喷红色)a132308l(喷红色) 316l(喷红色)a132316l(喷黄色) 321(喷绿色)a132321(喷绿色) 321+304a132321(喷绿色) 321+304la1323
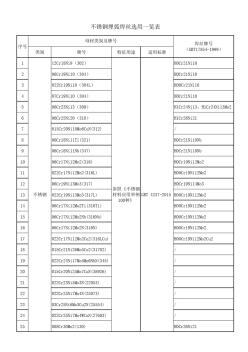
不锈钢焊丝选用一览表-不锈钢焊丝选用对照表
格式:pdf
大小:48KB
页数:2P
4.6
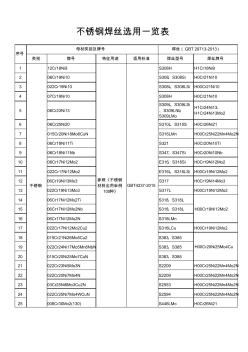
类别牌号特征用途适用标准焊丝型号焊丝牌号 112cr18ni9s308hh1cr18ni9 206cr19ni10s308、s308sih0cr21ni10 3022cr19ni10s308l、s308lsih00cr21ni10 407cr19ni10s308hh0cr21ni10 506cr23ni13 s309l、s309lsi 、s309lnb、 s309lmo h1cr24ni13、 h1cr24ni13mo2 606cr25ni20s310l、s310sh0cr26ni21 7015cr20ni18mo6cuns316lmnh00cr25ni22mn4mo2n 806cr18ni11tis321h0cr20ni10ti 906cr18ni11nbs347、s347sih0cr20ni10nb 1006cr17ni12
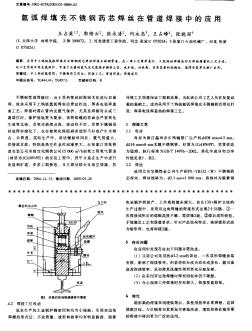
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:121KB
页数:2P
3
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
格式:pdf
大小:81KB
页数:2P
4.7
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
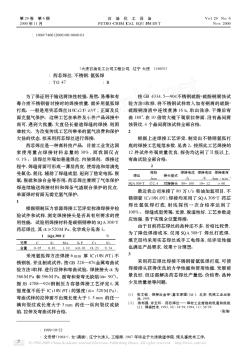
347型不锈钢堆焊用药芯焊丝国产化焊接工艺 347型不锈钢堆焊用药芯焊丝国产化焊接工艺
格式:pdf
大小:270KB
页数:5P
4.4
在高温高压条件下,为防止腐蚀介质对设备内壁的腐蚀,很多设备的内壁要堆焊347型不锈钢堆焊层,如加氢反应器、变换炉等,但是,堆焊材料大量依赖进口。对比了国产347型不锈钢堆焊用药芯焊丝和进口347型不锈钢堆焊药芯焊丝在堆焊过程中的工艺性。通过试验表明:国产堆焊用347型药芯焊丝焊接工艺适应性较窄;某些国产的347型药芯焊丝通过试验参数的调整,堆焊后的堆焊接头性能得到改善能够满足产品要求。
不锈钢打底层焊接油脂焊丝的选用精华文档
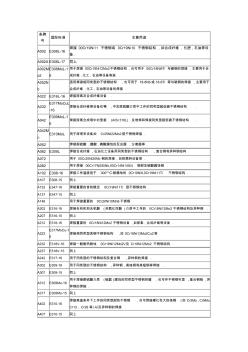
常用焊接材料选用及不锈钢焊材选用
格式:pdf
大小:146KB
页数:2P
4.6
条牌 号 国际标准主要用途 a002e308l-16 焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥,石油等设 备. a002ae308l-17同上 a002m o2 e308mol-1 6 用于焊接00cr19ni12mo2不锈钢结构,也可用于00cr18ni9ti与碳钢的焊接,主要用于合 成纤维,化工,石油等设备制造. a002n b 适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊接,主要用于 合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032 e317mocul -16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构. a042 e309mol-1 6 焊接尿素合成塔中
药芯焊丝焊接铝合金/不锈钢接头组织及性能分析 药芯焊丝焊接铝合金/不锈钢接头组织及性能分析
格式:pdf
大小:507KB
页数:5P
4.6
采用znal15和alsi12药芯焊丝成功实现了铝合金/不锈钢异种金属间的熔钎焊.结果表明,焊态下采用znal15药芯焊丝所得接头抗拉强度达121mpa;而alsi12药芯焊丝所得接头抗拉强度最高可达162mpa.接头经280℃保温30min焊后热处理后,采用znal15药芯焊丝所得接头抗拉强度为180mpa,比焊态下接头抗拉强度高出将近一倍;采用alsi12药芯焊丝所得接头强度可提高至166mpa.对焊缝与钢之间的界面层进行成分分析发现,znal15药芯焊丝所得接头界面层主要由fe2al5和feal3等脆性化合物及锌固溶体组成,而alsi12药芯焊丝所得接头界面层由τ5-al7.4fe2si三元相组成,两种焊丝所得接头界面层厚度均不超过10μm.
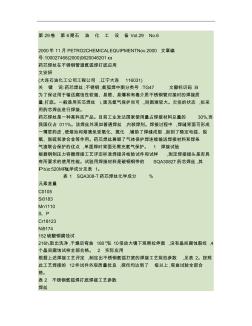
药芯焊丝在不锈钢管道氩弧焊打底应用汇总
格式:pdf
大小:46KB
页数:3P
4.6
第29卷第6期石油化工设备vol.29no.6 2000年11月petro2chemicalequipmentnov.2000文章编 号:100027466(2000)0620046201α 药芯焊丝在不锈钢管道氩弧焊打底应用 文安妍 (大连石油化工公司工程公司,辽宁大连116031) 关键词:药芯焊丝;不锈钢;氩弧焊中图分类号:tg47文献标识码:b 为了保证用于输送腐蚀性较强、易燃、易爆和有毒介质不锈钢管对接时的焊接质 量,打底。一般是用实芯焊丝i,面充氩气保护尚可,,则困难较大。欠佳的状态,拟采 用药芯焊丝进行焊接。 药芯焊丝是一种高科技产品。目前工业发达国家使用量占焊接材料总量的30%,而 我国仅占011%。该焊丝外观如普通焊丝,内装焊剂。焊接过程中,焊缝背面可形成 一薄层药皮,使熔池和熔滴免受氧化、氮化,辅助了焊缝
不锈钢打底层焊接油脂焊丝的选用最新文档
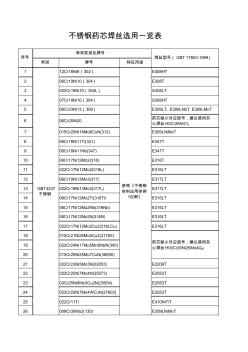
不锈钢药芯焊丝选用一览表
格式:pdf
大小:40KB
页数:2P
4.6
类别牌号特征用途 112cr18ni9(302)e308ht 206cr19ni10(304)e308t 3022cr19ni10(304l)s308lt 407cr19ni10(304)s308ht 506cr23ni13(309)e309lt、e309lnbt、e309lmot 606cr25ni20药芯缺少对应型号;建议使用实 心焊丝h0cr26ni21。 7015cr20ni18mo6cun(312)e309lnimot 806cr18ni11ti(321)e347t 906cr18ni11nb(347)e347t 1006cr17ni12mo2(316)e316t 11022cr17ni12mo2(316l)e316lt 1206cr19ni13mo3(317)e317lt 13022cr19ni13mo3(317l)e31

不锈钢焊丝的牌号
格式:pdf
大小:44KB
页数:2P
4.7
品名美国焊接协会标准 awsa5.9-93 gb/t17854-99熔敷金属化学成份之一例 tigmigcsimncrnimo其它 fy·302er302h1cr18ni90.100.651.7217.59.3-- fy·304er304h0cr18ni90.0720.551.7218.509.30-- fy·307er307-0.0700.473.9520.409.65-- fy·307sier307si-0.0800.826.8518.878.320.27- fy·308er308h0cr21ni100.030.341.8220.139.50-- fy·308ler308lh00cr21ni100.020.421.6520.1010.33-- fy·30
不锈钢管承插无焊丝焊接施工工法
格式:pdf
大小:3.0MB
页数:6P
4.7
不锈钢管承插无焊丝焊接施工工法 阮师权李建中费海丰尤林才华 江苏省华建建设股份有限公司泰兴市第一建筑安装工程有限公司 1.前言 随着住宅产品的高档化,人们对给水管的要求越来越高,高档豪华住宅楼给 水管用更加卫生环保的不锈钢管替代原来的镀锌钢管、ppr管、钢塑管是一种趋 势,原有的不锈钢管焊接方法主要是坡口对接焊接和不锈钢环压式连接,焊接难 度和质量控制难度均较大,而且需要施工工具设备多,为了解决以上技术难题, 我公司在深圳市车公庙天安高尔夫珑园8栋高层建筑施工中,用承插无焊丝焊接 施工方法焊接不锈钢钢管的冷、热水管道,形成了一套成熟的施工工艺,为了有 效指导今后其他工程不锈钢管的焊接施工,特制定本施工工法。 2.工法特点 2.1承插焊式=承插+无焊丝焊接=无接头连接。 2.2是不锈钢连接的新技术,将传统的承插式管道连接和焊接式
不锈钢药芯焊丝在复合板焊接中的应用 不锈钢药芯焊丝在复合板焊接中的应用
格式:pdf
大小:83KB
页数:3P
4.6
介绍了采用不锈钢药芯焊丝co2气保焊焊接20rs/us321复合钢板压力容器的工艺试验,并对焊缝进行了化学成分、硬度、力学性能、耐晶间腐蚀试验,证明了不锈钢药芯焊丝焊接复合板不仅能保证焊缝质量而且大大降低了焊接成本,并对产品焊接要点进行了简要说明。
不锈钢低温焊接
格式:pdf
大小:16KB
页数:1P
4.8
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为


怎样用不锈钢焊丝焊接管子
格式:pdf
大小:12KB
页数:12P
4.5
怎样用不锈钢焊丝焊接管子 不锈钢实芯焊丝既可用惰性气体保护焊(tig,mig 焊)。也可用于埋弧焊。不锈钢mig焊既可达到高效焊 接,又容易实现焊接自动化,广泛用于堆焊及薄板接 等领域。mig焊用焊丝化学成分与tig焊丝一样,但对 某些不锈钢品种,还有一种si含量较高的mig焊丝, 如与er308,er309焊丝对应的er308si,er309si等, 由于含si高达0.8%左右,降低了熔滴金属的表面张 力,使熔滴颗粒变细,更容易实现喷射过度,使电弧 变得更稳定。 不锈钢弹簧丝 不锈钢氢退丝 1)起弧与收弧板厚小于3mm时,可以直接在焊件 上起弧及收弧。板厚大于3mm时,对于纵缝,可以采 用引弧板及引出板,将小孔起始区及收尾区排除在焊 f6e1k不锈钢无缝管http://www.***.***不锈钢管 缝之外。环缝焊接时,须采用电流及离子气量递增的
不锈钢管道实芯焊丝脉冲MIG焊接 不锈钢管道实芯焊丝脉冲MIG焊接
格式:pdf
大小:303KB
页数:3P
4.6
对0cr18ni10nb不锈钢进行焊接性分析,详述不锈钢实芯焊丝脉冲mig焊接工艺,包括保护气体的选择和坡口形式的选择。叙述不锈钢实芯焊丝脉冲mig焊接工艺要点。
不锈钢打底层焊接油脂焊丝的选用相关
文辑推荐
知识推荐
百科推荐

职位:合约预算员
擅长专业:土建 安装 装饰 市政 园林


