

白铁皮自动下料机
格式:pdf
大小:1.3MB
页数:3P
人气 :55
 4.7
4.7
白铁皮自动下料机的原理,性能及使用经验 临沂大成切割机械厂 王伦 图 1:白铁皮自动下料机实物 图 2:白皮自动下料机的剪切材料 制造厂家: 临沂大成切割机械厂 白(黑)铁皮自动下料机 的组成: ①数控控制箱: 内置高清触摸屏, 高性能 PLC,送料电机调速器等元 器件,用于控制整个设备的运行和操作。 ②电动剪板机:电控控制切刀,实现快速剪切,性能可靠稳定。 ③高摩擦力拉料装置: 采用摩擦系数极高的高档橡胶材质圆滚, 用于 拖动板材的移动,两个圆滚之间压力大,摩擦系数高,因而拉力大, 无打滑现象,是实现高精度送料的关键。 ④高速脉冲控制电机:停止准确,送料速度快。 白铁皮自动下料机 的性能: ①送料速度快,剪切时间短。 ②剪切精度高,剪切误差在 0.5mm以内。 误差原因:橡胶材质圆滚出现污垢等导致摩擦系数下降, 摩擦力减小。 以及拉料装置与材料放料装置之间出现阻力, 阻挡等导致拉料装置后



白铁皮咬口机
河北润联科技开发有限公司 产品销售合同 供方(甲方):河北润联科技开发有限公司合同编号:rl-20150125 需方(乙方): 电话:0319-8322217 一、产品详单 产品名称规格型号 单 位 数量 单价 (元) 总金额 (元) 备注 七功能咬口机rl027773台181608160 不含税运多功能咬口机sa —12rl027777台172007200 多功能咬口机rl027784台169606960 hjld4a多功能咬 口机 rl027786台184008400 总计人民币大写:叁万捌仟伍佰贰拾圆元整总计人民币小写:38520元 一、供方对质量负责的条件和期限:一年。 二、交(提)货方式:物流提货。 三、运输方式及到达站港和费用负担:物流 四、结算方式:银行转账。 五、结算期限:款到发货。 六、违约责任:按《合同法》执行
白铁皮风管
白铁皮风管 白铁皮风管制作要求 1、白铁皮风管支吊架及法兰、加固框必须除锈彻底,直到 除去表面氧化层为止。 2、法兰螺栓间距要求: 3、对于通风空调系统间距应小于或等于120mm。 4、对于排烟系统白铁皮风管间距应小于100mm。 5、四角距法兰边处法兰螺栓不得超过50mm。 6、所有吊架应除毛刺与采用钻孔,不得用氧气吹孔。 7、吊杆如搭接则搭接长度应大于60mm。 8、白铁皮风管咬口缝应错开,不得有十字型拼接缝。 9、白铁皮风管制应先从接口与弯头、变径开始做起,不得 随意改变弯头、变径接头尺寸,其弯头应保证内外侧表面为 同心圆,否则边长大于500mm时应设置导流叶片,一般情 况下不得采用。 1、矩形白铁皮风管边长大于630,保温白铁皮风管边长大于 800、管段长度大于1250mm时应设加固框。 11、单面平面积大于1.2m2应设加固框。 12、排烟白铁皮风管
编辑推荐下载
白铁皮风管 (2)
格式:pdf
大小:6KB
页数:3P
4.7
白铁皮风管 白铁皮风管制作要求 1、白铁皮风管支吊架及法兰、加固框必须除锈彻底,直到 除去表面氧化层为止。 2、法兰螺栓间距要求: 3、对于通风空调系统间距应小于或等于120mm。 4、对于排烟系统白铁皮风管间距应小于100mm。 5、四角距法兰边处法兰螺栓不得超过50mm。 6、所有吊架应除毛刺与采用钻孔,不得用氧气吹孔。 7、吊杆如搭接则搭接长度应大于60mm。 8、白铁皮风管咬口缝应错开,不得有十字型拼接缝。 9、白铁皮风管制应先从接口与弯头、变径开始做起,不得 随意改变弯头、变径接头尺寸,其弯头应保证内外侧表面为 同心圆,否则边长大于500mm时应设置导流叶片,一般情 况下不得采用。 1、矩形白铁皮风管边长大于630,保温白铁皮风管边长大于 800、管段长度大于1250mm时应设加固框。 11、单面平面积大于1.2m2应设加固框。 12、排烟白铁皮风管

用白铁皮做罐头盒
格式:pdf
大小:37KB
页数:2P
4.7
用白铁皮做罐头盒,每张铁皮可制成盒身25个,或制盒底40个,一个盒身和两个盒底配成 一套罐头盒,现有36张白铁皮,用多少张制盒身,多少张制盒底可以使盒身与盒底正好配 套? x+y=36(1) 2*16x=40y(2) 所以;x=20 y=16 答:用20张制盒身,用16制盒底 甲,乙两人分别从a、a两地同时相向出发,在甲超过中点50千米处甲、乙两人第一次相 遇,甲、乙到达b、a两地后立即返身往回走,结果甲、乙两人在距a地100米处第二次 相遇,求a、b两地的距离 甲、乙两人从a地出发到b地,甲不行、乙骑车。若甲走6千米,则在乙出发45分钟后两人 同时到达b地;若甲先走1小诗,则乙出发后半小时追上甲,求a、b两地的距离。 设甲的速度为a千米/小时,乙的速度为b千米/小时 45分钟=3/4小时
白铁皮自动下料机热门文档
02-白铁皮风管安装
格式:pdf
大小:33KB
页数:2P
4.7
通风与空调分部 3-2 施工技术交底记录 表号:编号: 工程名称项目负责人 分部分项 工程名称白铁皮风管安装 交底地点交底日期年月日 一、施工工艺要求及验收标准 1、风管安装前,应清除内外杂物,并做好清洁和保护工作。 2、连接法兰的螺栓应均匀拧紧,其螺母应在同一侧,螺栓长短一致,螺纹外露2~3扣。 3、垫片厚度不得小于3mm,且不得凸入管内或突出法兰外。 4、风管支、吊架的安装应符合下列规定: 4.1、风管水平安装,直径或长边尺寸小于等于400mm,间距不应大于4m;大于400mm, 不应大于3m。螺旋风管的支、吊架间距可分别延长至5m和3.75m;对于薄钢板法兰的 风管,其支、吊架间距不应大于3m。 4.2、风管垂直安装,间距不应大于4m,单根直管至少应有2个固定点。 4.3、风管支、吊架直接国标图集与规范选用强度和刚度相适应的形式和规格。
白铁皮、镀锌板有什么区别
格式:pdf
大小:14KB
页数:2P
4.6
白铁皮、镀锌板有什么区别 跃华白铁加工白铁皮是低碳钢的,镀锌板是是在钢板或其它金属板上镀一层锌,但有热 镀和电镀之分,有镀白锌和彩锌之分。 镀锌薄钢板,俗称"白铁皮"。即镀锌的低碳钢薄板(厚度一般在0.44-1.2mm之间)。不易 生锈。有平板和波形(瓦楞)两种。常用以制作屋面、管材和各种容器等。白铁皮,全名应为 “连续镀锌薄钢板”。白铁皮,是制桶最理想的材料,主要用于制造工业产品包装的各种钢 桶。 未镀锌的俗称"黑铁皮"。 基材含碳量不同,生产工艺也不同。+ 镀锌钢板也可以敲个锅啊、桶的,但估计要累死你。 镀锌分为冷镀锌和热镀锌.热镀锌的效果比冷镀锌的效果要好!单然价格也更贵.普通 的冷镀锌价格不怎么高.一般按铁的重量来计算的. 热镀锌板也就是我们通常所说的白铁皮 白铁皮俗称“马口铁”,是镀锡板,不是镀锌板 白铁软管白铁软管|白铁金属软管|白铁

镀锌钢板规格重量表(白铁皮)
格式:pdf
大小:301KB
页数:1P
4.4
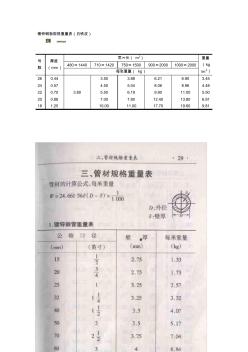
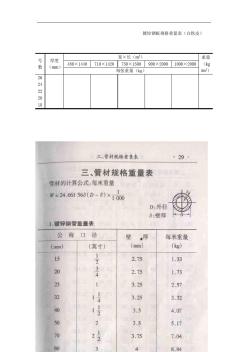
镀锌钢板规格重量表(白铁皮) 号 数 厚度 (mm) 宽×长(m2)重量 (kg /m2) 480×1440710×1420750×1500900×20001000×2000 每张重量(kg) 26 24 22 20 18
镀锌钢板规格重量表(白铁皮)
格式:pdf
大小:302KB
页数:1P
4.4
镀锌钢板规格重量表(白铁皮) 号 数 厚度 (mm) 宽×长(m2)重量 (kg /m2) 480×1440710×1420750×1500900×20001000×2000 每张重量(kg) 260.44 3.80 3.503.886.216.903.45 240.574.505.048.068.964.48 220.705.506.199.9011.005.50 200.887.007.8012.4013.806.91 181.2510.0011.0017.7019.609.81
白铁皮自动下料机精华文档
 白铁皮外模在100米烟囱施工中的运用
白铁皮外模在100米烟囱施工中的运用 白铁皮外模在100米烟囱施工中的运用
格式:pdf
大小:208KB
页数:2P
4.4
宁波余姚光耀热电工程100米高烟囱的施工方案,通过计算和方案比较,选用筒内脚手架和筒内工作平台随着施工高度逐步上升,1mm厚白铁皮作外模的施工方法。该方案施工简单,成本低,完全能够满足高烟囱外观和内在质量,符合现场实际施工需要,得到了成功应用。
夹片自动上下料机构设计 夹片自动上下料机构设计
格式:pdf
大小:664KB
页数:2P
4.6
针对夹片的结构特点及其车削时的特性进行了分析而设计出夹片车外锥的自动上下料装置。整个装置基于ckm6125机床本体,结合气动技术、plc控制技术与传感技术进行机构设计,其中机构部分包括料斗进给机构、定向机构、上料机构、卸料机构等。并对各组成部分进行了较为详细的运动学参数计算和主要部件的结构设计及校核过程。该装置能将工件自动送至车床的主轴进行车削加工,解决了夹片某道车削工序自动上下料问题。实现了一人多机,缩短加工时间,降低了生产成本,减轻了工人劳动强度,保证了交货期。
液压-自动上下料机械手设计
格式:pdf
大小:564KB
页数:43P
4.4
1 第1章绪论 1.1工业机械手概况 工业机械手是人类创造的一种机器,更是人类创造的一项伟大奇迹,其研究、开 发和设计是从二十世纪中叶开始的.我国的工业机械手是从80年代"七五"科技攻关 开始起步,在国家的支持下,通过"七五","八五"科技攻关,目前已经基本掌握了机 械手操作机的设计制造技术,控制系统硬件和软件设计技术,运动学和轨迹规划技 术,生产了部分机器人关键元器件,开发出喷漆,孤焊,点焊,装配,搬运等机器 人,其中有130多台喷漆机器人在二十余家企业的近30条自动喷漆生产线(站)上 获得规模应用,孤焊机器人已经应用在汽车制造厂的焊装线上。但总的看来,我国 的工业机械手技术及其工程应用的水平和国外比还有一定距离。如:可靠性低于国 外产品,机械手应用工程起步较晚,应用领域窄,生产线系统技术与国外比有差距。 影响我国机械手发展的关键平台因素就

铁锹自动上下料机器人研制本科毕业设计
格式:pdf
大小:4.4MB
页数:46P
4.5
本科生毕业设计 铁锹自动上下料机器人研制 developmentofspadeautomaticloadingand unloadingrobot 毕业设计(论文)原创性声明和使用授权说明 原创性声明 本人郑重承诺:所呈交的毕业设计(论文),是我个人在指导教师的 指导下进行的研究工作及取得的成果。尽我所知,除文中特别加以标注 和致谢的地方外,不包含其他人或组织已经发表或公布过的研究成果, 也不包含我为获得及其它教育机构的学位或学历而使用过的 材料。对本研究提供过帮助和做出过贡献的个人或集体,均已在文中作 了明确的说明并表示了谢意。 作者签名:日期: 指导教师签名:日期: 使用授权说明 本人完全了解大学关于收集、保存、使用毕业设计(论文) 的规定,即:按照学校要求提交毕业设计(论文)的印刷本和电子版本; 学校有权保存毕业设计(论文)的印刷本和电子版,并提供
制冷用微径钢管下料机构的设计 制冷用微径钢管下料机构的设计
格式:pdf
大小:208KB
页数:2P
4.4
针对目前小管径盘管制造企业的需求,分析了在人工生产过程中存在的低效、无序、质量不便控制的问题,通过对焊缝无损检测、盘管变径方法、剪切动作以及传动装置等方面的具体分析设计,研制一种制冷用微径钢管下料机构。
白铁皮自动下料机最新文档
数控机床上下料机械手
格式:pdf
大小:784KB
页数:29P
4.7
毕业设计正文第1页 哈尔滨职业技术学院印制 摘要 本文是设计数控机床上下料机械手,通过查阅相关资料以及对本专 业知识的学习和应用,对工业机械手各部分机械结构和功能的论述和分 析,设计了一种数控机床上下料机械手。针对机械手的腰座、手臂、手 爪等各部分机械结构以及机械手控制系统进行了设计。具体进行了机械 手的总体设计,机械手手臂结构的设计,机械手腕部的结构设计,末端 执行器(手爪)的结构设计,机械手的机械传动机构的设计,机械手驱 动系统的设计。同时对液压系统和控制系统进行了理论分析和计算。基 于plc对机械手的控制系统进行了设计,基本达到了预期的设计目的 关键词:机械手;plc;液压伺服定位;电液系统 毕业设计正文第1页 哈尔滨职业技术学院印制 目录 绪论...........................................
自动上下料机械手的主要零部件设计及三维造型
格式:pdf
大小:4.3MB
页数:48P
4.8
摘要 本次设计的课题是自动上下料机械手的主要零部件设计及三维造型,确定了机 械手的座标型式和自由度,确定了机械手的技术参数。 机械手能代替人工操作,起到减轻工人劳动强度,节约加工时间,提高生产效 率,降低生产成本的特点。在实用基础上,对自动上下料机械手直臂与夹持部件进 行三维设计,其中分为三个部分:手爪、手腕、直臂。整体机械手为直角坐标型, 驱动均为电机驱动,结构简单可靠,精度高。设计了手爪为平移型夹持式手爪,传 动结构为滑动丝杆;手腕为回转型,转动角度为0-180°,传动结构为蜗轮蜗杆; 设计了机械手的手腕结构,计算出了手腕转动时所需的驱动力矩;画出机械手的运 动简图;对工作机构和传动系统进行设计计算,包括主要部件的设计计算、强度校 核和运动分析;设计绘制起升装置的总图和主要零件工作图;利用三维cad软件对 主要零件进行实体设计和造型。 关键词:直臂与夹持部件;机械手;
铁皮文件柜的材质
格式:pdf
大小:6KB
页数:2P
4.8
铁皮文件柜的材质 铁皮柜,顾名思义就是铁皮文件柜,是众多文件柜中的一种, 是由冷轧钢板经过一套完整精密的制作工序完成的文件柜,主 要用于放置文件、资料、以及各类档案物品。 产品优点: 铁皮文件柜存在的优点是能够有效地防尘和阻止其他有害 物质的侵袭,很好的起到保存档案的功效,而且搬运挪动便利。 但也有它的缺点存在,即铁皮文件柜的造价较高,占据库房有 效空间也比较大,单位面积存储量小,比如古代的石室金匮, 文件柜等。为了防止铁皮文件柜金属生锈,可以按期用棉布蘸 上少量的防锈油或缝纫机油擦拭表层部门。 产品规格: 铁皮文件柜在我们的日常中使用的最为广泛,铁皮文件柜 不容易毁坏,使用寿命较长。便于对文件的长期保存,一般铁 皮文件柜用来存放一些比较重要的文件。铁皮文件柜尺寸很多, 我们比较常见的尺寸为:高1800mm、宽850mm、深400mm。 维护保养: 若发现铁皮文件柜已经开始有锈斑,则
镀锌铁皮技术资料
格式:pdf
大小:132KB
页数:4P
4.5
镀锌铁皮风管的技术性能 一、概述: 镀锌铁皮风管是以镀锌铁皮为主要原材料,经过咬口、机械加工成型,具有现场制作 方便,同时具有可设计性,是传统的通风、空调用管道,同时随着技术的发展,由以前的 手工制作改变为现在的全部机械化生产,具有效率高,加工尺寸精确等优点。 二、机械化成型工艺: 本公司引进陕西省建运工程机械有限公司生产的风管咬口机械设备,不仅对普通的矩 形风管进行机械化作业,同时对异形风管也可实现机械咬口,本工艺具有型钢切断机,多 功能咬口机,多功能合缝机。 三、现代化的成型连接方式: 风管法兰改变过去传统的铆接方式,同时角铁法 兰安装时钻孔困难,预先钻孔,由于变形等其他原因 造成安装困难,采用卡簧式结构的法兰具有成型快, 连接方便的优点。 四、通风管道制作一般规定: 1、一般规定: 制作风管前,首先要检查采用的材料是否符合质量要求,有否出厂合格证明书或 质量鉴定文件。若
镀锌铁皮工艺
格式:pdf
大小:26KB
页数:4P
4.4
镀锌板 1.定义 镀锌钢板是为防止钢板表面遭受腐蚀,延长其使用寿命,在钢板表面涂 以一层金属锌,这种涂锌的薄钢板称为镀锌板。 2.分类和用途 按生产及加工方法可分为以下几类:①热浸镀锌钢板。将薄钢板浸入熔 解的锌槽中,使其表面粘附一层锌的薄钢板。目前主要采用连续镀锌工艺生产, 即把成卷的钢板连续浸在熔解有锌的镀槽中制成镀锌钢板;②合金化镀锌钢板。 这种钢板也是用热浸法制造,但在出槽后,立即把它加热到500℃左右,使其 生成锌和铁的合金被膜。这种镀锌板具有良好的涂料的密着性和焊接性;③电镀 锌钢板。用电镀法制造这种镀锌钢板具有良好的加工性。但镀层较薄,耐腐蚀性 不如热浸法镀锌板;④单面镀和双面差镀锌钢板。单面镀锌钢板,即只在一面镀 锌的产品。在焊接、涂装、防锈处理、加工等方面,具有比双面镀锌板更好的适 应性。为克服单面未涂锌的缺点,又有一种在另面涂以薄层锌的镀锌板,
 对镀锌白铁皮镀锌层厚度测定实验的改进
对镀锌白铁皮镀锌层厚度测定实验的改进 对镀锌白铁皮镀锌层厚度测定实验的改进
格式:pdf
大小:113KB
页数:1P
4.6
对苏教版高中化学《实验化学》模块教材中的"镀锌铁皮镀锌层厚度的测定"实验进行了改进,采用改进的实验方法进行镀锌铁皮镀锌层厚度的测定,具有反应终点易于观察、测定结果误差小的优点。
对镀锌白铁皮镀锌层厚度测定实验的改进 对镀锌白铁皮镀锌层厚度测定实验的改进
格式:pdf
大小:93KB
页数:1P
4.6
对苏教版高中化学《实验化学》模块教材中的“镀锌铁皮镀锌层厚度的测定”实验进行了改进,采用改进的实验方法进行镀锌铁皮镀锌层厚度的测定,具有反应终点易于观察、测定结果误差小的优点。
全自动盘料铜管单根校直无屑下料机的研究与设计 全自动盘料铜管单根校直无屑下料机的研究与设计
格式:pdf
大小:289KB
页数:未知
4.5
全自动盘料铜管单根校直无屑下料机是将盘料紫铜管校直切断成定尺直管的专用设备。该机通过更换校直轮、夹紧模具、切刀滑块、托轮滑块即可加工不同管径不同壁厚的铜管,特别适用于多品种、小批量产品,该机主要由主动开料盘料架、校直机构、夹紧送料装置、切断装置、拉断装置、接料架等组成。该机使紫铜管由盘料切割成定尺直料的过程全部实现了自动化,主动力来源于气动系统。该机为割刀无屑切割,并且通过更换零件具有切割从φ(6.35~19)mm之间任何一种外径铜管的功能(更换时间只需5min)。该机具有自动操作和手动操作两种操作方法。
钢筋调直刻痕定长下料机 钢筋调直刻痕定长下料机
格式:pdf
大小:239KB
页数:未知
4.8
用刻痕钢筋制作钢筋砼构件,其握裹力强。为此,笔者设计了能完成钢筋调直、刻痕和定长下料等工作的机器。现介绍如下:1.在调直筒上开一条长孔,内装五个调直模调整一、构造该机由电机、调直筒、锤头、刀架、飞轮、辊轮和电气等部件组成(见图1)。上下螺栓,使调直模就位工作(见图2)。2.传动机构分两路工作,一是使调直模调直钢筋,二是使锤头与辊轮对钢筋的刻痕下料(见图3)。3.飞轮的作用是协助刀片切断钢筋。4.辊轮的表面加工成凹凸纵向槽口,其作用是使钢筋向前推进和辗压刻痕,安装时两辊轮的凹凸应相互重合(见图4)。
白铁皮自动下料机相关
文辑推荐
知识推荐
百科推荐


职位:交通运输建设机械员
擅长专业:土建 安装 装饰 市政 园林


